基于三轴联动的曲轴连杆颈切点跟踪磨削法研究
2011-02-01 01:39:32徐志扬黄兴红
中国机械工程 2011年5期
徐志扬 黄兴红
浙江机电职业技术学院,杭州,310053
基于三轴联动的曲轴连杆颈切点跟踪磨削法研究
徐志扬 黄兴红
浙江机电职业技术学院,杭州,310053
通过分析目前的基于两轴联动的曲轴连杆颈切点跟踪磨削法存在的各种不足,提出了基于三轴联动的曲轴连杆颈切点跟踪磨削法,砂轮可以在X轴和Y轴两个方向进行插补;对该磨削法的运动模型进行了研究。结果表明,采用这种磨削方法可以实现磨削点的恒线速度磨削,多次实验后的数据显示,连杆颈的圆柱度可以达到2μm,表面粗糙度Ra达到0.4μm,为获得较高的曲轴加工精度和表面质量提供了有效的方法。
曲轴;切点跟踪;磨削;恒线速度
0 引言
曲轴是发动机的关键零件之一,零件本身结构复杂,生产批量大,精度要求高。传统的曲轴磨削分两道工序在两台不同的磨床上分别对主轴颈和连杆颈进行磨削加工,需要两次定位,因而存在定位误差大、加工效率低等缺陷。切点跟踪磨削法是随着磨削技术和数控技术的发展而出现的一种新型的工序集中式磨削加工方法。国外对切点跟踪磨削法的研究比较早,20世纪90年代初就形成了商业化的产品。美国纳克索斯(Naxos-Union)公司、德国肖特(Schaudt)公司、日本TOYODA MACH INEWORKS公司和美国兰迪斯(LANDIS)公司等均在切点跟踪磨削法的研究方面做了大量工作,并且有商业化的产品推向市场,但其价格昂贵,且其核心技术并不公开,几乎没有实质性公开论文或资料[1-2]。国内虽有部分大学和机构进行了一些理论研究[3-6],但到目前为止,还仅止于理论和实验摸索中。同时,国外的曲轴磨削技术也还处于发展之中,加工精度(圆柱度3~4μm)还远达不到外圆磨削的同等精度(圆柱度1μm)[3]。目前的基于两轴联动的曲轴连杆颈切点跟踪磨削法存在磨削点磨削时间不均和磨削速度不断变化等缺陷。为此,本文提出了基于三轴联动的曲轴连杆颈切点跟踪磨削法,砂轮可以在X轴和Y轴两个方向进行插补,对该磨削法的运动模型进行了研究,并进行了实验,取得了良好的效果。
1 切点跟踪磨削法的原理
1.1 基于两轴联动的切点跟踪磨削法
图1是基于两轴联动的切点跟踪磨削法的示意图,其工作原理是通过控制工件的旋转运动和砂轮的横向进给运动,使砂轮外圆与工件被加工表面轮廓始终相切,从而实现曲轴连杆颈表面的加工。切点跟踪磨削法克服了传统的曲轴类零件磨削方式的缺点,一次装夹就能完成对曲轴主轴颈和各连杆颈的磨削,消除了因工件两次装夹而产生的定位误差,保证了加工精度,显著缩短了辅助时间,对设备、厂房的投资也可显著减少。

图1 基于两轴联动的切点跟踪磨削法的示意图
然而,基于两轴联动的切点跟踪磨削法在曲轴恒速转动的情况下,会出现以下问题[6]:
(1)砂轮在连杆颈上各接触点(磨削点)处的磨削时间不同。从图1可见,当曲轴绕回转中心从0°转到90°时,所磨削的弧段 AB的长度与从90°转到180°时磨削的弧段BC的长度显然是不相等的,因此,砂轮在连杆颈上各磨削点处的磨削时间是不同的。
(2)连杆颈上各磨削点处的相对磨削速度不同。连杆颈上磨削点的速度与砂轮上磨削点的速度在曲轴转角处于0°时,方向相反,处于180°时,方向相同,处于其他转角时,成一定角度。可见,各磨削点的相对磨削速度是不断变化的。
(3)曲轴位于不同转角时,磨削点处磨削速度的大小和方向均不一样,所以磨削力也不一样。
(4)曲轴转动时,磨削力的方向、曲轴的受力状态均是变化的,加之工艺系统刚度的变化,导致了曲轴在不同转角处产生的弹性变形量也不一样。
通过分析可见,连杆颈表面各点的磨削速度、磨削时间与受力状态是不同的,从而影响了曲轴的加工精度和表面质量,为此,提出了基于三轴联动的切点跟踪磨削法。
1.2 基于三轴联动的切点跟踪磨削法
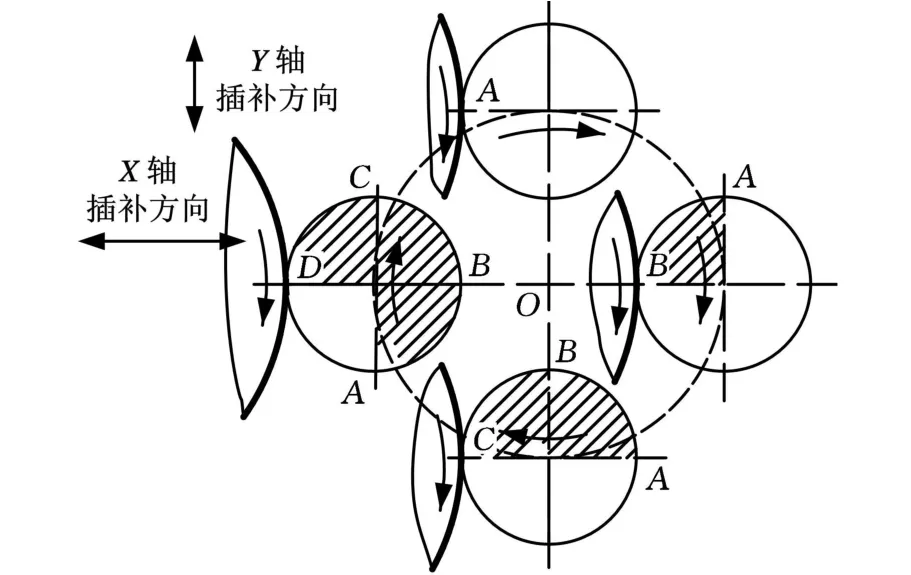
图2 基于三轴联动的曲轴连杆颈切点跟踪磨削法的示意图
图2为基于三轴联动的曲轴连杆颈切点跟踪磨削法的示意图,曲轴绕主轴中心O顺时针旋转,砂轮自身顺时针旋转的同时,可以在X轴和Y轴两个方向上进行插补运动。这样,当曲轴的连杆颈处于不同位置时,砂轮与连杆颈的中心点始终处于同一水平线上,接触点(磨削点)始终位于水平的砂轮与连杆颈的连心线上。当连杆颈中心处于最高点时,此时的磨削点为A,曲轴顺时针旋转90°以后,磨削点移动到了点B,连杆颈磨削过的弧段为AB,如图2中阴影所示。当连杆颈中心处于最低点时,磨削点为C,连杆颈磨削过的弧段为AC,再次顺时针旋转90°以后,此时的磨削点为D,连杆颈磨削过的弧段为AD。这样,曲轴旋转一周,连杆颈正好完成一周的磨削。本实验中,机床采用西门子公司数控系统和直流伺服驱动装置,实现磨削循环中工作台的自动跳挡,砂轮架的自动切入和粗、精、微进给转换间隔停留以及砂轮修正器的自动修整循环。
2 基于三轴联动的切点跟踪磨削法的运动模型分析
如图3所示,O为曲轴主轴颈中心,以O为坐标原点建立坐标系,O′为砂轮中心点,O″为连杆颈中心点,连杆颈半径为r w,砂轮半径为r s,曲轴偏心距为L。当曲轴从连杆颈中心最高点顺时针转过角度α时,此时的磨削点为M,所磨削过的弧段为AM。此时磨削点M的坐标为

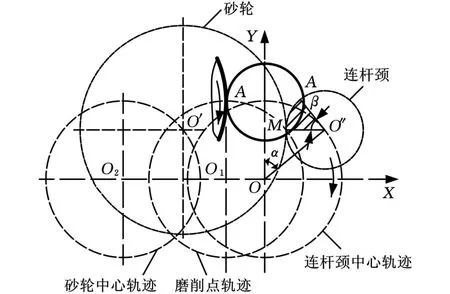
图3 磨削点轨迹分析图
如图4所示,以砂轮与连杆颈的接触点M(磨削点)为坐标原点,建立相对坐标系。当曲轴连杆颈中心处于最高点时,此时的磨削点为A,曲轴顺时针转过角度α后,此时的磨削点移动到了点M,点A绕连杆颈中心顺时针转过了角度β,几何分析可知,α=β,两边同时对时间 t求导,可得到 ω0=ω1,其中 ω0为曲轴主轴颈旋转的角速度,ω1为连杆颈上磨削点绕连杆颈中心O″旋转的角速度。由于曲轴主轴的旋转是匀速的,所以磨削点绕连杆颈中心O″的旋转也是匀速的,可见,连杆颈上的每一点被磨削时,其磨削的时间是均匀的,即磨削点在连杆颈上匀速运动。连杆颈的半径可近似看作是恒定的,因此磨削点M绕O″旋转的速度vw也是恒定的。
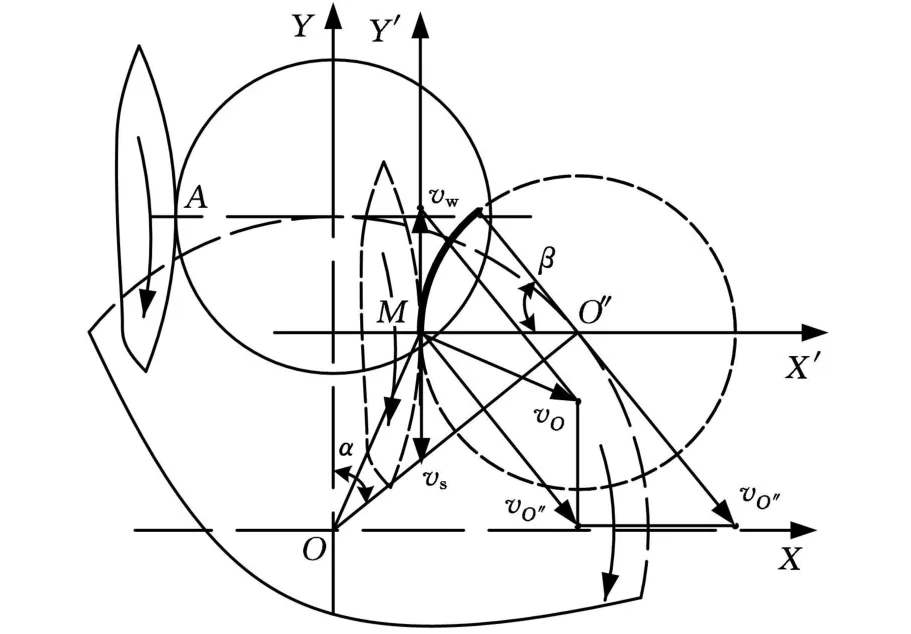
图4 磨削点速度分析图
对连杆颈上磨削点M处的速度进行分析,vO为磨削点M相对于坐标原点O的绝对运动速度,其方向垂直于OM,可以把vO看成两个运动速度的合成速度,其一为磨削点M绕连杆颈中心O″旋转的速度v w,其方向始终垂直于X′轴,其二为连杆颈中心O″绕坐标原点O旋转的速度vO″,其方向垂直于OO″,将其平移至磨削点M处。v w的大小和方向是确定的,vO和vO″的方向是确定的,根据速度合成的平行四边形法则,从图4中可以看出v w与vO″的合成速度即为vO。
在相对坐标系中,砂轮在磨削点M处的速度v s是恒定的,其方向始终垂直于X′轴。磨削点M绕O″旋转的速度v w与砂轮在磨削点M处的速度v s的合成速度即为相对磨削速度,由此可见,连杆颈上的每一点被磨削时,其相对磨削速度也是恒定的。
根据磨削基本原理可知,当量磨削厚度h eq是控制磨削质量的基本参数[7],对外圆磨削有

式中,a为径向进给量。
磨削力是磨床设计的基础,也是磨削研究的主要因素,磨削力的计算经验公式[8]为
式中,K0、K1、K2、K3、λ均为系数;Ft、Fn分别为切向和法向磨削力。
由此可知当量磨削厚度和磨削力均与工件速度和砂轮速度有关。可见,采用基于三轴联动的切点跟踪磨削法可以实现恒定的磨削力,通过对砂轮的径向进给量进行控制,亦可实现恒定的当量磨削厚度,从而提高了连杆颈的加工精度和表面质量。
3 检测补偿
采用切点跟踪磨削法磨削曲轴连杆颈时,由于运动过程中各参数相互关联,故磨削过程是复杂的运动过程,曲轴回转轴与砂轮轴的联动误差、曲轴在磨削力的作用下沿磨削点法向的弹性位移、砂轮实际半径与砂轮理论计算半径的差值、磨削力对曲轴回转中心的力矩随曲轴转角的变化等因素,都会为磨削加工后的连杆颈带来误差[9]。为此,在加工过程中,采用了在线测量装置,把磨削工艺分为粗磨和精磨,粗磨时将大余量磨削掉,在磨削过程中允许产生的圆柱度误差为6~8μm。粗磨后进行在线检测,采用意大利MARPOSS测量仪(含轴径测量、轴向定位、在线自动平衡、消空程、防碰撞等功能),机械手将测试探头接触曲轴颈,转动几周,得到圆柱度误差信息,并计算出不同角度范围内的误差值,对跟踪的两个坐标进行脉冲补偿(由控制系统自动进行补偿),补偿过程在精磨过程中进行,多次实验后的数据显示,这样加工后的连杆颈表面粗糙度Ra可以达到0.4μm,圆柱度达到2μm。
图5和图6所示分别为采用圆度仪定标确定基圆,MARPOSS测量仪动态检测记录得到的补偿前后曲轴连杆颈的磨削轮廓曲线,可以看出,检测补偿在基于三轴联动的切点跟踪磨削原理基础上,提高了连杆颈的加工精度和表面质量。

图5 补偿前的磨削轮廓曲线
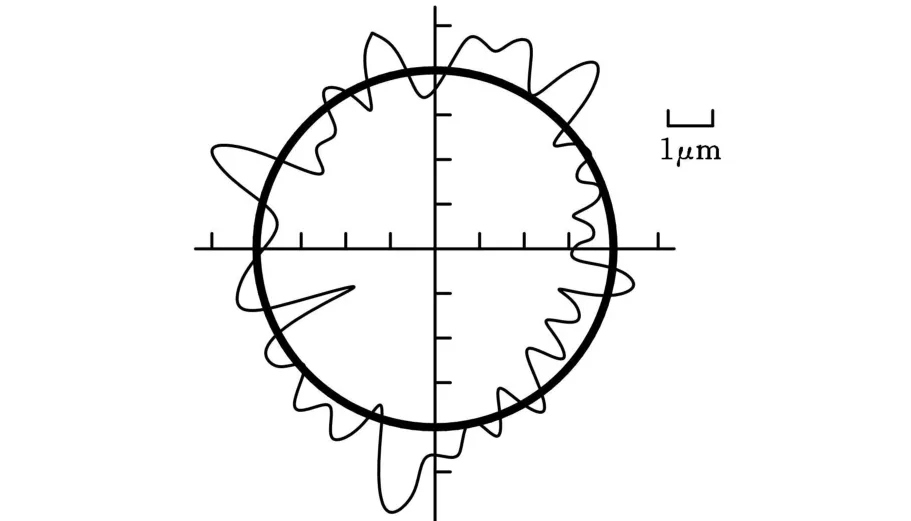
图6 补偿后的磨削轮廓曲线
4 结论
与基于两轴联动的曲轴连杆颈切点跟踪磨削法相比较,采用基于三轴联动的曲轴连杆颈切点跟踪磨削法主要有两个优点:
(1)连杆颈与砂轮的各接触点(磨削点)处的磨削时间相同。
(2)曲轴位于不同转角时,连杆颈上各磨削点处的磨削速度的大小和方向均不变,从原理上实现了曲轴连杆颈的恒线速度磨削。
再辅以在线测量装置,可以使加工后的连杆颈圆柱度达到2μm,表面粗糙度Ra达到0.4μm,从而提高曲轴的使用寿命,改善润滑条件。与基于两轴联动的切点跟踪磨削法相比,大大提高了加工的精度和表面质量,具有重要的实际应用价值。
[1] Fu jiwara T,Tsukamoto S,M iyagawa M.Analysis of the Grinding Mechanism w ith Wheel H ead Oscillating Type CNCCrankshaft Pin G rinding[J].Key Engineering Materials,2005,291/292:163-168.
[2] Fujiw ara T,Tsukamoto S.Analysis of the Cam G rinding Mechanism with a CNC Cam G rinder[J].Key Engineering Materials,2004,257/258:81-86.
[3] 吴钢华.曲轴非圆磨削轨迹控制关键技术研究[D].上海:上海大学,2006.
[4] 许第洪.切点跟踪磨削法核心技术的研究[D].长沙:湖南大学,2005.
[5] 周志雄,罗红平,宓海清,等.切点跟踪磨削法磨削曲轴零件的若干问题探讨[J].中国机械工程,2002,13(23):2004-2007.
[6] 许第洪,孙宗禹,周志雄,等.切点跟踪磨削法运动模型的研究[J].机械工程学报,2002,38(8):68-73.
[7] 郑善良.磨削基础[M].上海:上海科学技术出版社,1988.
[8] 王德泉.砂轮特性与磨削加工[M].北京:中国标准出版社,2001.
[9] 沈南燕.曲轴非圆磨削中的误差分析及补偿方法研究[D].上海:上海大学,2007.
Research on Crankshaft Tangential Point Tracking Grinding M ethod Based on Three-axis
Xu Zhiyang Huang Xinghong
Zhejiang Instiute o f Mechanical&Electrical Engineering,H angzhou,310053
By analyzing the deficiency o f current crankshaft tangential point tracking grinding method based on tw o-axis,crankshaft tangential point tracking grinding method based on three-axisw as p roposed.The grinding w heel can move in X and Y axis direction.Their motion m odels were studied.The results show that thisgrindingmethod can achieve constant speed grinding.A fter experiments,the crankshaft pin can bem achined w ith the cy lindricity of2μm and the surface roughness Ra of 0.4μm.And it providesan effectivemethod to obtain high machining accuracy and surface quality of the crankshaft pin.
crankshaft;tangential point tracking;grinding;constant velocity
TG580.1
1004—132X(2011)05—0518—04
2010—04—30
国家高技术研究发展计划(863计划)资助项目(2008A A042504)
(编辑 袁兴玲)
徐志扬,男,1959年生。浙江机电职业技术学院现代制造研究所副教授。主要研究方向为模具设计与制造和CAD/CAM技术应用。发表论文2篇。黄兴红,男,1955年生。浙江机电职业技术学院机电实训中心高级讲师。
猜你喜欢
上海航天(2024年1期)2024-03-08 02:52:28
电子设计工程(2022年24期)2022-12-23 12:03:28
光学精密工程(2021年8期)2021-10-04 11:46:28
中学生数理化(高中版.高考数学)(2020年12期)2021-01-13 09:12:16
失效分析与预防(2020年1期)2020-06-17 04:17:14
制造技术与机床(2019年3期)2019-02-27 07:14:22
中等数学(2018年7期)2018-11-10 03:29:04
制造技术与机床(2017年7期)2018-01-19 02:29:59
福建中学数学(2016年4期)2016-10-19 05:09:02
四川建筑(2015年4期)2015-06-24 14:08:40