混流制造系统的Petri网建模与仿真研究
2011-01-23 05:32唐秋华王盛龙
武汉科技大学学报 2011年3期
易 磊,唐秋华,王盛龙
(武汉科技大学机械自动化学院,湖北武汉,430081)
现代制造企业需要生产多种类型的产品,以满足客户多样化需求,同时还希望采用大规模生产模式,以降低单位产品的制造成本。混流制造系统应运而生,它在不改变现有生产条件和能力的前提下,通过改变生产组织方式,在同一个车间内就可以生产出多种不同型号、不同数量、特性相近或相似的产品,从而能够快速响应市场需求的变化,降低库存,进而提高企业的竞争力。
对混流制造系统建模与仿真,目的是寻求系统的最优/较优决策,包括预测制造系统在非正常状态下的潜在性能,找出影响系统性能的敏感因素,选择合适的控制规则或变量,从而使系统运行状态平稳,具有鲁棒性。
目前,国内外制造系统建模与仿真的主要方法有排队网模型和仿真模型等,但这些方法在描述非生产形式特征(如堵塞、异步、并发等)及对系统进行数学描述方面存在一定的局限性,而Petri网能较好地克服这些问题,便于对系统进行结构和行为特性分析与评估。
Petri网是德国学者Carl A dam Petri于1962年首次提出来的。由于Petri网能较好地表达离散事件动态系统(DEDS)的静态结构和动态变化[1],并以特定的规则和形式简洁、直观地模拟离散事件系统所在的状态及其在不同状态之间的变化,较好地描述实时控制系统中的并发和同步行为,并能够对制造系统的动态性能进行分析,己成为最有前景的实时控制系统的建模工具[2]。目前,基于赋时Petri网(TPN)的建模仿真技术已被广泛应用于智能制造系统、柔性制造单元、敏捷制造单元、自动生产线及单件生产等复杂制造系统的过程性能分析中[3]。张君一等[4]在基于Petri网的复杂制造系统建模方法的基础上,针对非串行制造系统中的加工单元分块建模。何鹏等[5]根据物流配送业务流程的动态性和离散性与随机Petri网一致的特点,对制造企业采购配送流程进行建模。但以上研究均未涉及到混流制造系统的建模。
考虑到混流制造系统内在的复杂性,本文应用赋时库所Petri网(TPPN),引入赋有时间信息的token,动态地模拟实际制造系统中的逻辑关系,建立混流制造系统的Petri网模型,研究建模过程中的关键技术,并对其进行分析。
1 赋时库所Petri网模型
1.1 赋时库所Petri网定义
赋时库所Petri网定义为一个6元组[1]:

式中:P={p1,p2,p3,…,pn}为库所集,其中n(n>0)为库所的个数;T={t1,t2,t3,…,tm}为变迁集,其中m(m>0)为变迁的个数;I、O分别为输入、输出函数;M为赋有隐含信息的标志,它是一个一维列向量(M0,M1,…,Mn)T,其第i个元素表示第i个库所中的托肯数目,每个托肯赋有其隐含特征属性和库所时间信息,库所时间信息为一维行向量TK={d1,d2,…,dn),TK中第i个元素表示第i个库所的时延;D为库所的时延集,为一个k×n阶矩阵,其中k(k>0)为托肯的个数,矩阵第j行{dj,1…,dj,n)中第i个元素表示第i个库所中第j个托肯赋予该库所的时延。
1.2 赋时库所Petri网的运行规则
赋时库所Petri网用库所表示历经一定的时间或操作,其变迁激发规则与基本Petri网相同。变迁一旦使能就立即激发,并在相应的输出库所中新增一定数量的token,但库所中通过变迁激发消耗和新增的token必须等待一定的时间才可用,该时间等于所在库所的时延。
赋时库所Petri网的运行规则如下:
(1)赋时库所Petri网的变迁输入库所中所包含的可利用token数量不少于变迁输出函数所规定的数量时,变迁才能激发。
(2)激发某变迁所需的输入库所中可利用的token总是从最先到达的token中依次选取,即遵循先进先出(FIFO)原则。
2 混流制造系统赋时Petri网建模
2.1 混流制造系统实例描述
混流制造系统中,加工时间和工艺路线随着产品种类的变化而变化,且其往往由一系列具有特定功能、有序的生产子线构成,每条生产子线节拍可以相同或者不同,按特定的工艺关联协调各子线,能批量生产出结构或功能具有相似性的多种产品类型,从而减少因生产不同品种产品的调整准备时间,以便在节约资源和时间的前提下,快速满足市场多样化需求。
某发动机制造公司总装车间生产两种不同型号的产品A和B,其产品主要工艺流程如图1所示。由图1中可知,两种产品都需要装配、测试、喷漆和环境件加工4道工序,每道工序各由一条生产子线完成。由于两种产品自身结构、几何尺寸等差异极大,需使用专用设备装配,故装配环节不可采用混流生产;而测试、喷漆、环境件加工3个环节由于工艺要求相似,可采用混流生产。该车间混流生产模式如图2所示。
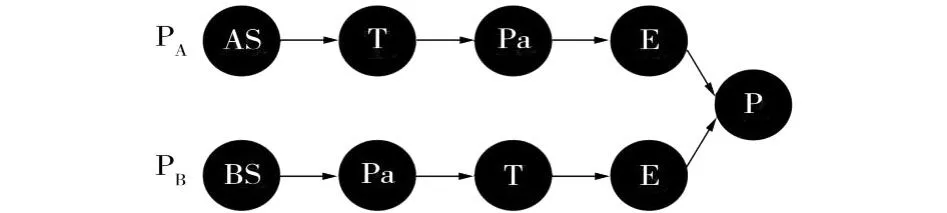
图1 产品工艺流程Fig.1 Product process flow
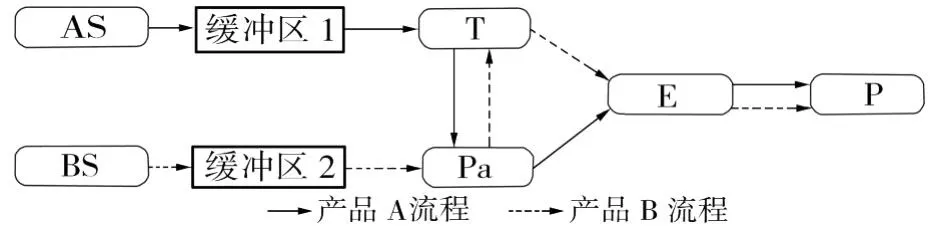
图2 车间混流生产模式Fig.2 Hybrid production mode of workshop
产品A和B各子线的加工时间(生产节拍)如表1所示。

表1 各子线生产节拍(单位:m in)Table 1 Production cycle time of subsystems
2.2 基于Petri网的混流制造单元建模
围绕该发动机制造公司的总装车间生产流程,采用模块化方法[4]建立该车间制造单元各构成部分(包含子线、缓冲区、标签等)的Petri网模型。
2.2.1 生产子线
相对整个车间和其他子系统,各子线表现出的状态集为{“空闲”、“工作”},且在任一时刻有且仅有一种状态;对该子线上的在制品来说,可能状态有:{“准备加工”、“加工”、“进入缓冲区”}。由于各子线除功能不同外,工作状况相似,故可建立相同的Petri网模型,如图3所示。当子线M空闲(库所p1中有token)且物料准备在M上加工时,变迁t1激发,消耗p1中一个token,并在p2中增加一个token,M开始加工物料。完成加工后,变迁t2激发,消耗p2中一个token,并在p1中增加一个token,子线M恢复空闲状态,等待加工下一物料。
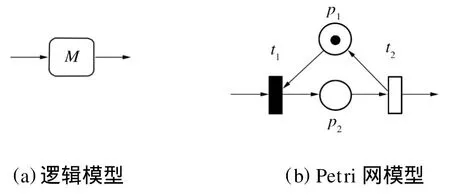
图3 生产子线的逻辑模型和Petri网模型Fig.3 Logical model and Petrinetmodel of subsystems
2.2.2 缓冲区
缓冲区用于暂时存放半成品或在制品,以协调相邻两个工序之间的生产不平衡,其逻辑模型和Petri网模型如图4所示。抑制弧的一端连接着变迁的输入库所p,当库所p中所容纳的token数大于抑制弧的权数k(若抑制弧上无数字,则默认其权数为1)时,变迁t将被抑制激发,即表示缓冲区容量已耗尽,此时其前端机器将出现堵塞[6-7]。
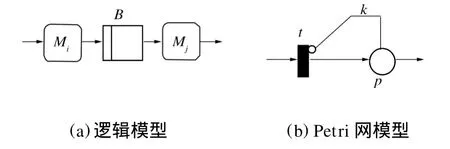
图4 缓冲区的逻辑模型和Petri网模型Fig.4 Logical model and Petri net model of buffers
2.2.3 虚拟产品标签与工艺路径
由于A、B两种产品的工艺路径在测试和喷漆两子线的顺序不同,故在Petri网模型中涉及路径的选择,因此在本文的建模中,引入虚拟产品标签的思想,虚拟产品标签在Petri网模型中表现为一个token,通过虚拟产品标签与抑制弧的作用实现不同产品选择不同的路径。虚拟产品标签的逻辑模型和Petri网模型如图5所示。t1被激发后,在p1中产生一个token,此时抑制弧起作用,t3被抑制,但t2不受影响,故代表产品的token只能选择t2后续路径运动。
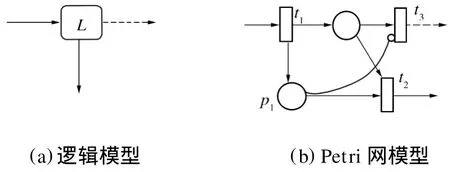
图5 虚拟产品标签的逻辑模型和Petri网模型Fig.5 Logical model and Petri net model of virtual labels
2.3 基于赋时Petri网的混流制造系统建模
2.3.1 混流制造系统Petri模型
利用前面描述的生产子线、缓冲区、标签等的Petri网模型,图2所示混流制造系统的Petri网模型就可以逐步完成。首先构建A装配、B装配、测试、喷漆和环境件加工等各生产子线;再利用缓冲区控制A、B两种产品的加工数量;最后采用虚拟标签,标识出当产品类型为A时,先测试再喷漆;当产品标签为B时,先喷漆再测试。遵循各产品加工工艺约束、各产品加工数量约束以及各缓冲区位置关系和逻辑关系约束,最终得到该混流制造系统的Petri网模型如图6所示。图6模型中库所和变迁的含义分别如表2和表3所示。
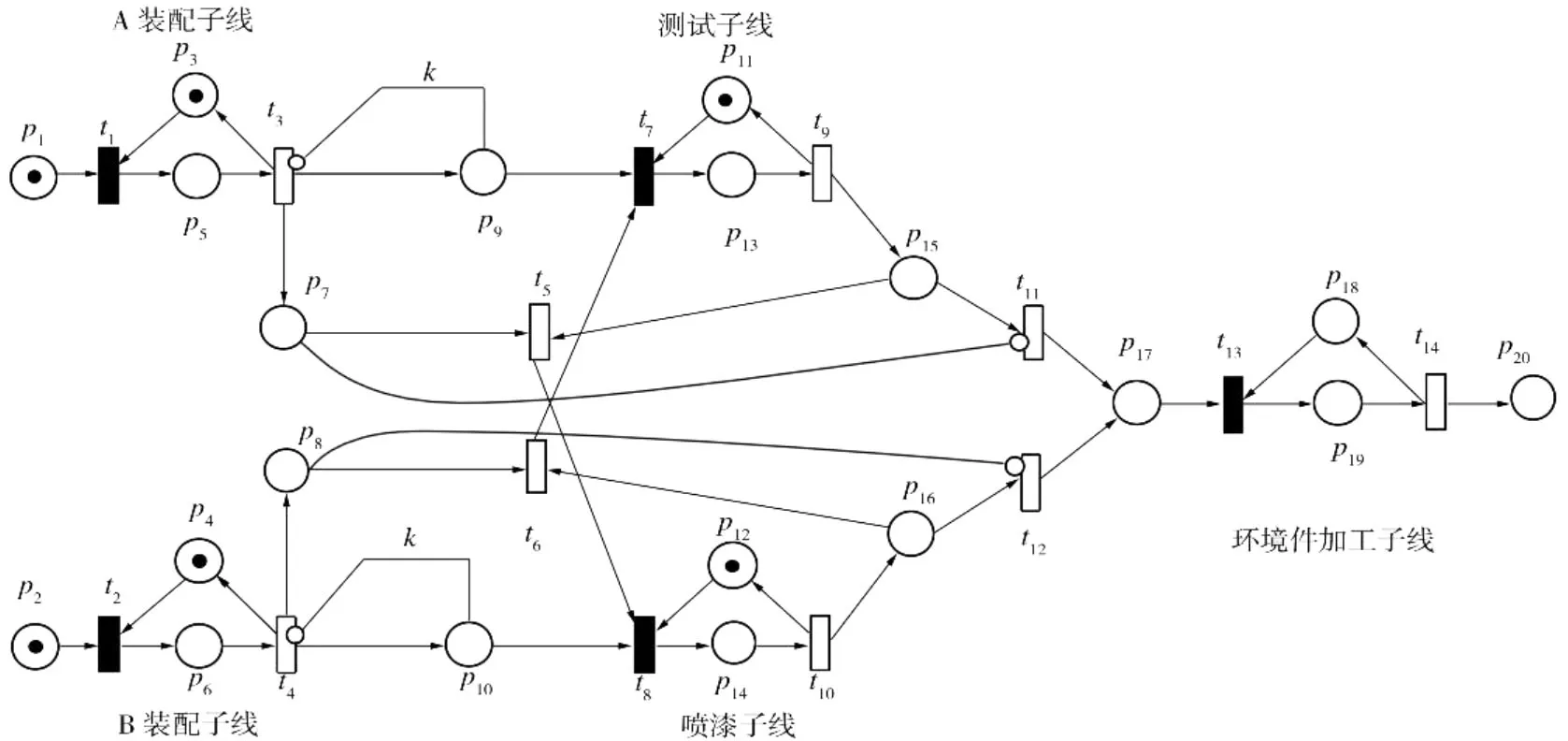
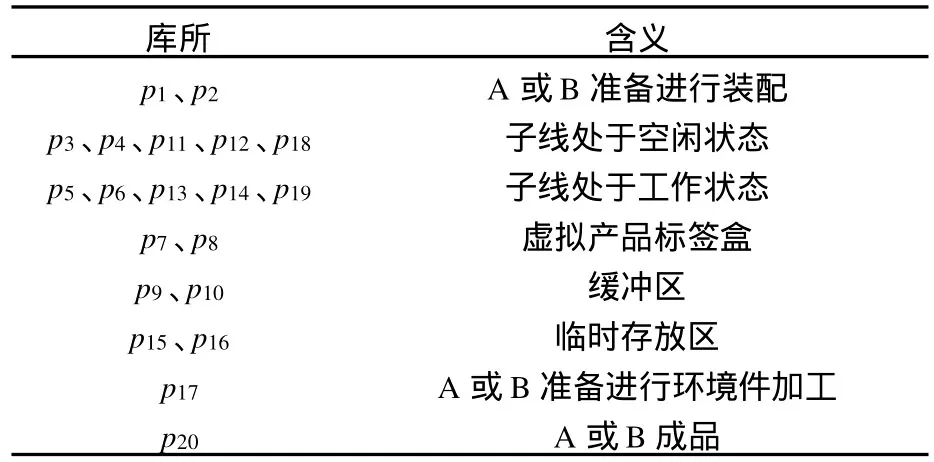
表2 库所含义表Table 2 Implications of places in Petri net model
为了便于分析,结合实际生产情况,针对该模型提出如下假设条件[2]:
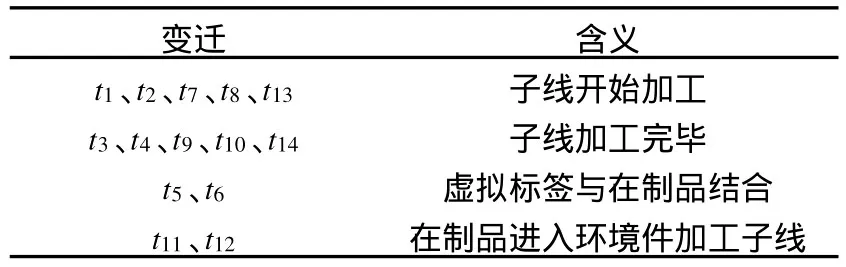
表3 变迁含义表Table 3 Implications of transitions in Petri net model
(1)机器出现故障后可以及时得到修理,修复后即可正常工作。
(2)在制品在子线间传递时不受其他因素干扰,故不会出现运输中断现象。
(3)在制品在子线间的运输时间相对于加工时间可以忽略不计。
(4)最前端的子线不会待料,而最后端子线无阻塞。
(5)任一子线在空闲时都保持其现有状态,不会发生故障或失效。
(6)任一子线在不同状态之间的转换时间极短,故忽略不计。
2.3.2 模型时间设置
在模型中,将待制造的产品分别看做一序列token,并对其赋予特定的时间信息。根据某一工作日实际生产情况,取2个批次共72件产品作为混流制造对象进行研究与分析,其中产品A、B数量之比为2∶1,按一定的序列投入生产,产品加工时间信息如表4所示。
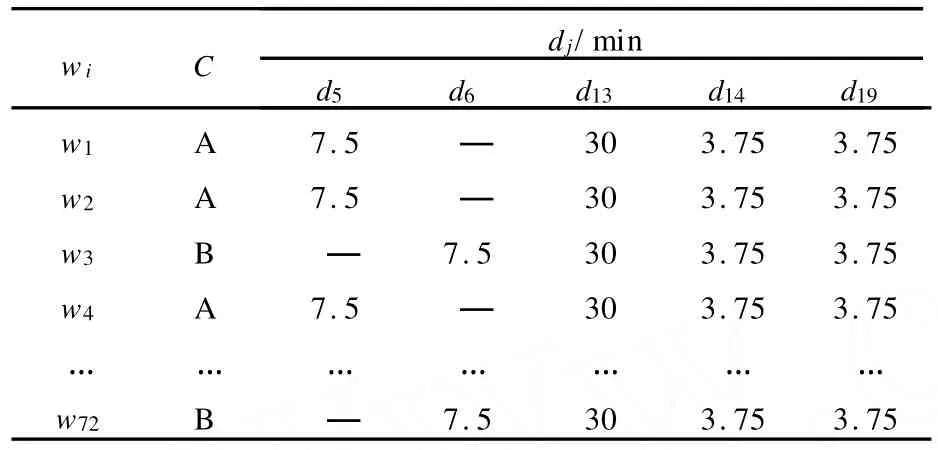
表4 产品加工时间Table 4 Product processing time
表4中wi(i=1,2…,72)表示加工产品序列,C表示产品种类(A或B),dj(j=5,6,13,14,19)为模型中对应的库所时延,亦即该工序的加工时间。
而产品投产的时间序列为一列向量:(ts1,ts2,ts3,…,ts72)T=(0,7.5,15,22.5,…,540)T。显然,在Petri网模型中,库所延迟时间代表产品在各子线的加工时间,而投产时间序列则决定了A、B装配子线以恒定的节拍(7.5 min)装配产品。
3 仿真结果分析
由图6所示的Petri网仿真模型,按表4中的各子线生产节拍设置处理器加工时间,并按该车间某天实际生产计划驱动仿真模型,模拟一天的实际生产运行。统计仿真运行数据,得到如图7和表5所示的仿真结果。
从图7中可以看出,与单产品生产相比,混流生产时,A装配、B装配、测试、喷漆、环境件加工5个子线的设备利用率有了较大幅度的提高,表明在合理的投产序列下,混流生产能张紧各个生产环节,有效减少机器停工待料时间和调整准备时间等,增强了生产的连续性,提高了设备利用率。
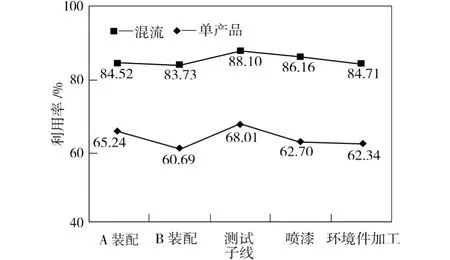
图7 设备利用率Fig.7 Equipment utilization ratio
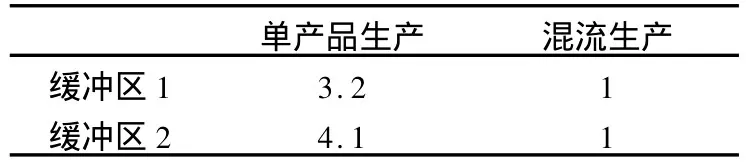
表5 在制品库存(单位:件)Table 5 Work-in-process inventory
从图7中还可看出,单产品生产情况下,各子线设备利用率的波动范围较大,最大相差7.32%,存在一定程度的忙闲不均现象,实现混流生产时,设备利用率波动范围降至4.37%,生产线不平衡现象得到一定的改善。
从表5中可以看出,与单产品生产相比,混流生产时,在合理的投产序列下,缓冲区1、2中的库存水平维持在1,可有效减少在制品的库存。
4 结语
本文针对某发动机制造公司总装车间混流制造系统的动态性和离散性特点,进行了基于赋时Petri网的建模与仿真。用模块化建模方法,较为完整地表达混流制造系统的静态结构和动态变化。通过模型的仿真运行,得到混流制造系统的设备利用率、在制品库存等性能指标,并与单产品生产状况进行了比较,为系统性能分析和优化提供了依据。
[1] 江志斌.Petri网及其在制造系统建模与控制中的应用[M].北京:机械工业出版社,2004.
[2] Jin Y C,Reveliotis S A.A generalized stochastic Petri netmodel for performance analysis and control of capacitated reentrant lines[J].IEEE Tram On Robotics and Automation,2003,19(6):474-480.
[3] 谢楠,李爱平,徐立云.基于广义随机Petri网的可重组制造单元建模与分析方法[J].计算机集成制造系统,2006,12(6):828-834.
[4] 张君一,谢里阳,李兵,等.基于Petri网的非串行制造系统的可靠性分析[J].机械工程学报,2009,45(12):95-100.
[5] 何鹏,李文锋.基于随机Petri网的物流配送流程建模与分析[J].武汉理工大学学报:信息与管理工程版,2010,32(6):434-436.
[6] 吴哲辉.Petri网导论[M].北京:机械工业出版社,2006.
[7] Murata T.Petri nets:properties,analysis and applications[J].Proceedings of the IEEE,1989,77(4):541-580.
猜你喜欢
大电机技术(2022年4期)2022-08-30
大电机技术(2022年2期)2022-06-05
实验室研究与探索(2020年11期)2020-12-11
中国粮食经济(2018年12期)2018-12-30
中国粮食经济(2018年10期)2018-12-30
中国粮食经济(2018年11期)2018-12-27
人大建设(2017年6期)2017-09-26
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
组合机床与自动化加工技术(2014年12期)2014-03-01
天津科技大学学报(2014年4期)2014-02-27