
一种大功率柴油发动机连杆、齿轮喷丸强化设备
2011-01-06 05:16宋有军魏丽华吴寿喜
中国铸造装备与技术 2011年3期
宋有军,魏丽华,吴寿喜
(1.青岛海纳重工集团公司,山东青岛市 266032;2.青岛开世密封工业有限公司,山东青岛市 266033)
一种大功率柴油发动机连杆、齿轮喷丸强化设备
宋有军1,魏丽华1,吴寿喜2
(1.青岛海纳重工集团公司,山东青岛市 266032;2.青岛开世密封工业有限公司,山东青岛市 266033)
介绍一种大功率柴油发动机连杆、齿轮喷丸强化装备,包括主要结构、工作原理、技术参数等。
连杆;齿轮;喷丸强化
喷丸是以压缩空气带动弹丸通过喷丸器高速喷射于零件表面,利用弹丸冲击时产生的机械能使工件表面产生塑性变形[1]。大多数的疲劳破坏仅发生在拉应力状态,所以喷丸强化就是使受喷物体产生压应力,实际上相当于一种预载荷,其方向与使用中施加的应力方向相反。因此,通过喷丸强化产生的与加载的相反作用能把实际的使用应力降低到安全的水平,可大大提高金属零件的疲劳寿命,节省大量优质金属材料。
有些零部件因为受形状、产量和加工部位特殊等要求,喷丸比抛丸更灵活、更经济。大功率柴油发动机连杆、齿轮喷丸强化设备即为满足连杆、齿轮表面强化要求而开发的。
1 大功率柴油发动机连杆、齿轮主要特点和工艺要求
1.1 连杆
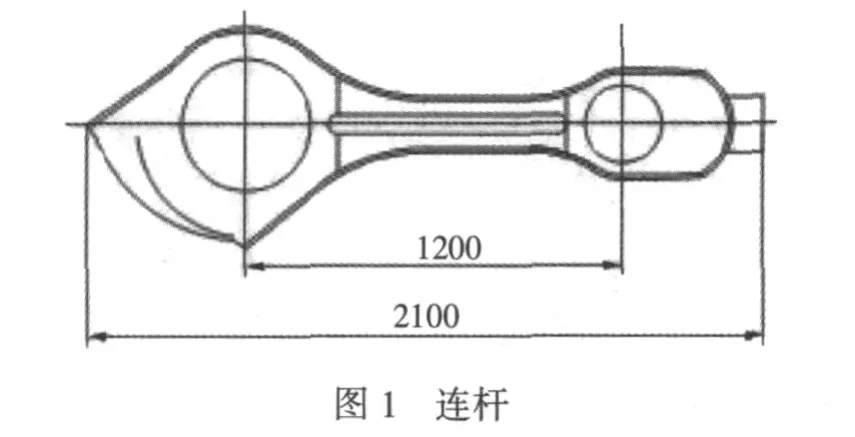
连杆的尺寸比较大,连杆总长度超过2000mm,如图1;要求杆部和内孔喷丸强化处理,大端两侧面不强化,需要进行保护。
喷丸强度:0.2A-0.5A;覆盖率:100%;使用铸钢弹丸:S230与S390。
1.2 齿轮
齿轮直径ø180.5mm。要求对齿面与齿根进行喷丸强化处理。
喷丸强度:0.2A-0.5A;覆盖率:200%;使用弹丸:S230与 S390。
2 设备的技术规格和主要技术参数
回转台车:直径ø2000mm,转速范围:2~10r/min,无级变速;
喷枪:组合喷枪4支,独立喷枪1支;
喷丸器:
数量:3台
空气压力:0.6MPa
直喷嘴直径:4mm,6mm,8mm,10mm,12mm
反射喷嘴直径:6mm,8mm,10mm;
使用弹丸规格:S230,S390;
弹丸一次加入量:S230,2000kg;S390,1000kg;
提升量:6t/h;
通风量:抛丸室:2000m3/h
分离器:2000m3/h;
总功率:约125kW(含除尘)。
3 设备的主要结构及工作原理
3.1 主要结构
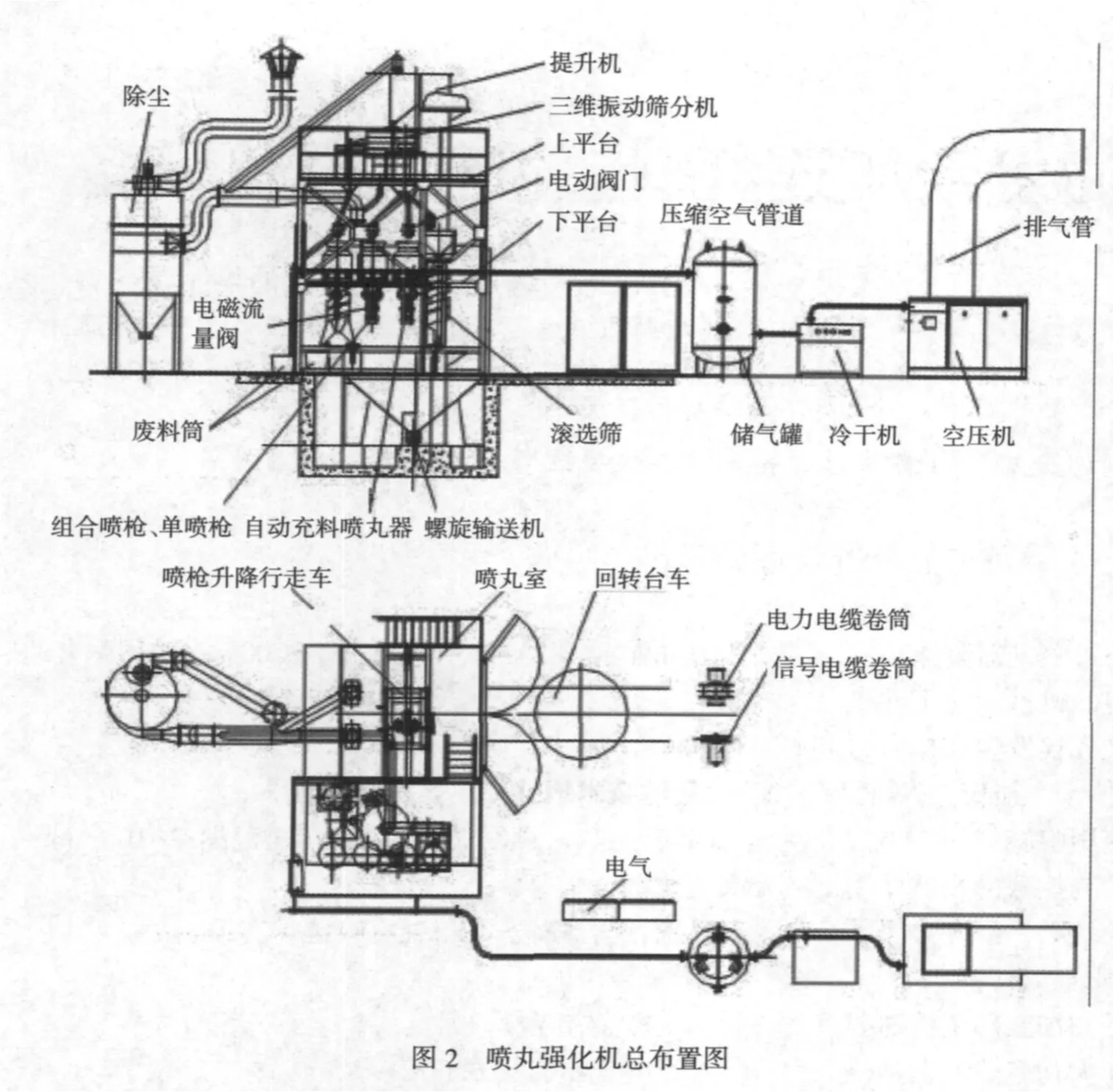
设备主要由工件输送与旋转机构、喷枪与升降行走机构、电磁流量阀、弹丸回收循环与分选机构、气源与压缩空气处理系统、自动充料喷丸器、电气系统等组成。喷丸强化设备配置如图2所示。
3.2 工作原理
喷连杆杆部时,连杆直立旋转,杆部(需喷丸强化位置)分成四段,四支喷枪同时升降工作,每支喷一段。喷连杆轴孔时,连杆水平装夹,绕轴孔轴线旋转,一支喷枪升降工作。
喷齿轮时,齿轮轴线垂直旋转,视齿宽高度用一支或多支喷枪同时升降工作。
3.3 主要技术特点
3.3.1 工件输送与旋转机构
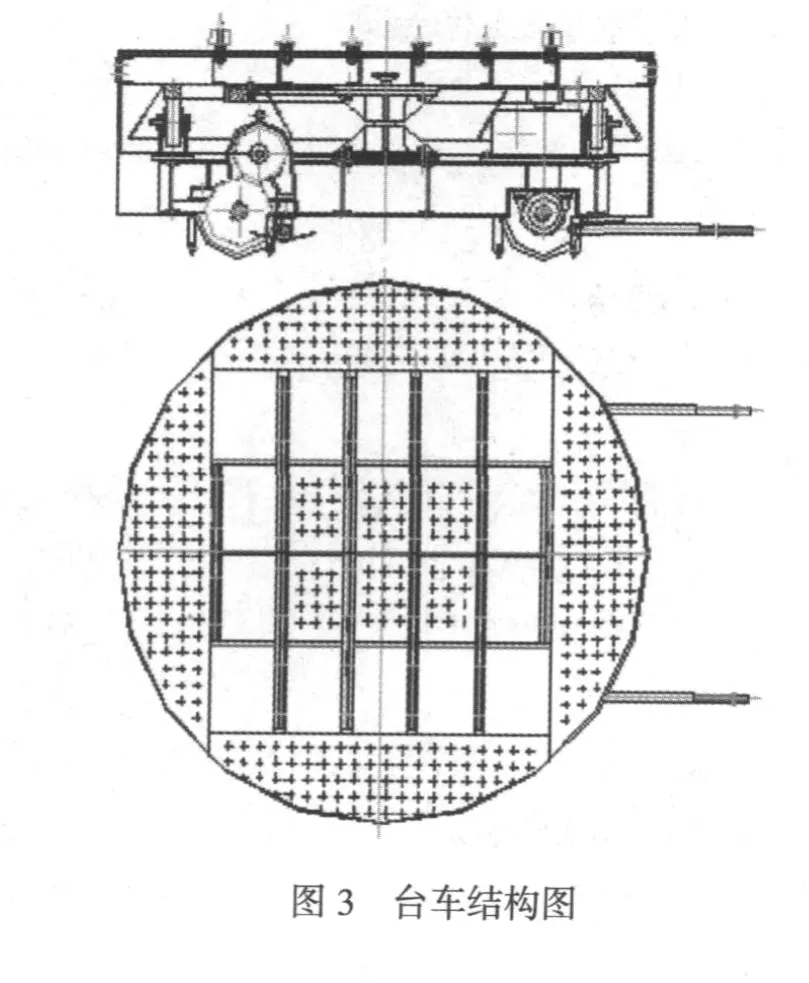
工件输送采用回转台车。回转台车直径ø2000 mm,高700mm,载重量≥500kg。工作时,回转台车把工件运送进出喷丸室,使工件旋转接受喷丸。行走到喷丸位置有定位,极限位置有限位。旋转速度2~10r/min,无级变速,旋转角度有记忆,可重复,重复精度≤2°。
台车的回转停止位置设定:T形槽与道轨垂直,台面上有T形槽和T形螺栓,用以固定工装,装夹工件。连杆垂直装夹强化杆部,水平放置强化内孔。强化齿轮时,齿轮端面水平放置。台车结构如图3所示。
3.3.2 弹丸回收循环与分选机构
用旋振筛和滚选筛分选弹丸,滚选筛分离排除畸形弹丸。
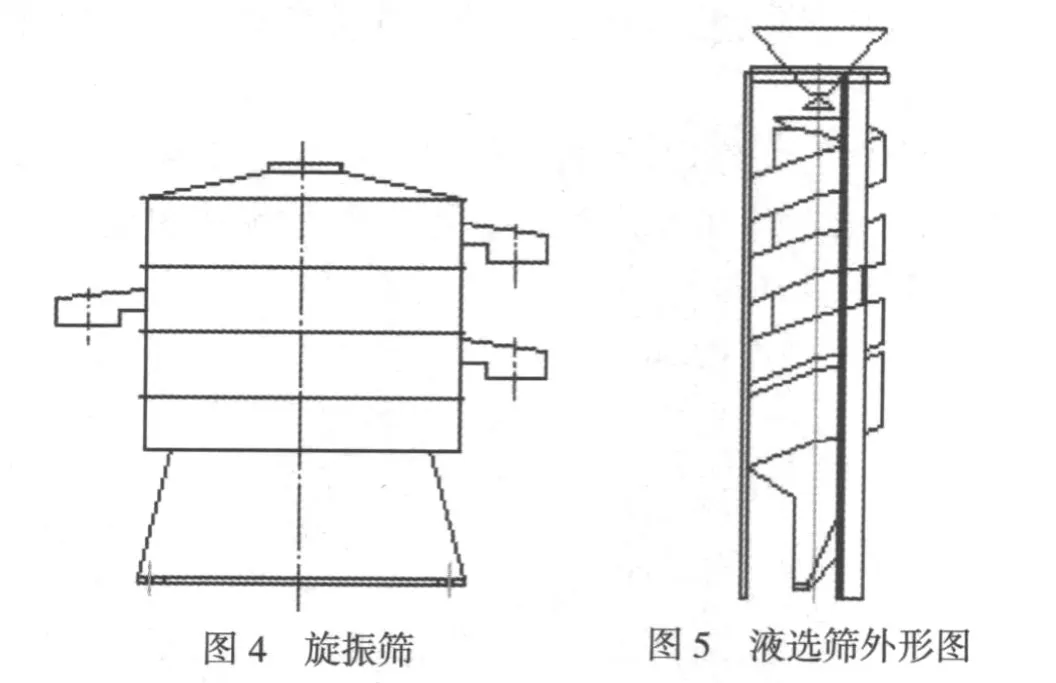
针对不同的工件及其特殊的工艺要求,需采用S230、S390两种钢丸。为了筛选准确,采用三维振动筛分机筛选弹丸,而不用风选弹丸。旋振筛第一层与最下一层是废弃物,第二层为ES390钢丸,第三层为ES230钢丸。旋振筛外形如图4所示。
此外,为了保证弹丸的圆整度,还加了两台滚选筛,把不圆的弹丸分离排除,确保符合一种名义尺寸的丸粒按重量计≥70%,而带夹角的、畸形的弹丸被排除。滚选筛外形如图5所示。
3.3.3 电磁流量阀
目前,国内乃至国外抛喷丸设备的弹丸流量大多都是通过电流间接显示,这种方式不能准确控制弹丸流量。为保证每支喷枪喷射量稳定,本设备采用了进口的电磁流量阀,用数字控制弹丸流量;选用五套579-24 MagnaValve阀(50kg/min)和FC-24控制器,每支喷枪设一只MagnaValve电磁流量阀自动控制供丸,确保喷射量误差≤5%,保证工件喷丸强化工艺的稳定性。
3.3.4 喷枪与升降行走机构
为使喷丸稳定,保持工作连续,使用了自动充料喷丸器。同时,对喷丸器料位计的选择与设计进行了改进,对钟罩阀结构进行了优化。
因为最长连杆喷丸长度达1800mm,为保证效率,采用4喷枪分段喷大型连杆。共设有5支喷枪,4支同时工作,每支喷一段,四支喷枪同时升降,升降有定位,从0位上升到终点位置。
四支喷枪中,有一支喷枪可以单独升降,最大升降高度950mm,电气控制和指示升降高度。这支喷枪的喷嘴可更换成弯喷嘴,喷连杆的内孔。这支喷枪也用于S230铸钢丸喷射齿轮。
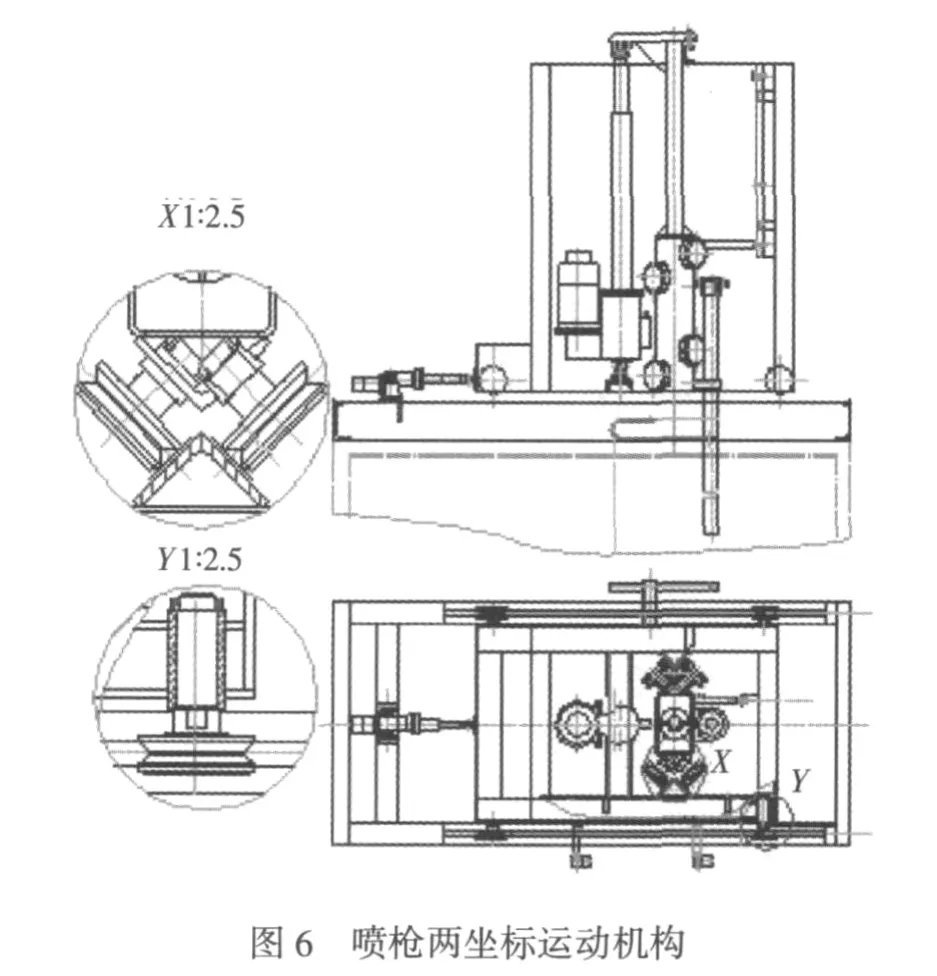
每支喷枪可作升降和横向两个坐标方向的运动,喷枪升降行走车动力来自电动推杆,性能可靠;同时升降行走采用V型轮结构,避免钢丸堆积在导轨上而影响性能。喷枪两坐标运动机构如图6所示。
3.3.5 压缩空气与处理
压缩空气必须干燥无油污,压力必须稳定。本设备采用的空压机经过冷冻式干燥机去除水分油污、储气罐稳压,然后供应喷丸系统。
4 设备负荷试车检测情况
本设备在制造厂和用户厂进行了负荷试车,进行了喷丸强度与覆盖率检测。
喷丸强度用弧高度试片的弧高值来表示。为了得到有效的强度值,试片必须喷到饱和状态。选取双倍的喷射时间引起弧高值增加等于或小于10%的那个点定为喷丸饱和点。饱和点对应的弧高值代表喷丸强度值。在达到了要求喷丸强度的试片上覆盖率最小应为100%。
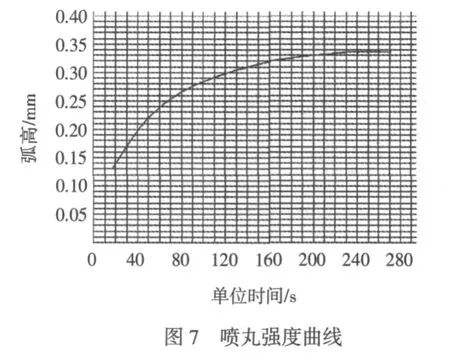
采用弧高度试片,使用足够数量的试片,把它们放在能够模拟连杆全部受喷表面的各种位置上,并以不同的喷射时间(约20s一个循环),置于弹流中进行喷丸,以便绘出一条曲线。第一点应选在低于90%覆盖率的区域,若饱和点上的弧高值不在要求的界限范围内,必须重新调整设备并建立新的曲线,一直重复这个程序到产生规定的喷丸强度为止。喷丸强度曲线如图7所示。由曲线可以看出,喷丸强度达到了设计要求。
5 结束语
这种大功率柴油发动机连杆、齿轮喷丸强化设备,无论是从结构上还是从喷丸工艺上,都满足了连杆、齿轮喷丸质量要求,也为对喷丸工艺要求(弹丸粒度、弹丸分选质量、喷丸强度、喷丸表面质量等)比较高的情况提供了一种很好的解决方案。
[1]吴寿喜.抛喷丸技术的应用[J].中国铸造装备与技术,2009(3):5-6.
A Shot Peening Machine for Large Link-levers and Gear-wheels
SONG YouJun1,WEI LiHua1,WU SouXi2
(1.Qingdao Haina Heavy Industry Group Corporation,Qingdao 266032,Shandong China;2.Qingdao Kaishi Sealing Industry Vo.Ltd.,Qingdao 266033,Shandong China)
The sho-peening technology and equipment for link levers,gear-wheels of high-power diesel engine have been introduced,including main structure,work principle and technological parameters.
Link-lever;Shot Peening;Gear-wheel
TG234+.4;
A;
1006-9658(2011)03-3
2011-03-21
2011-031
宋有军(1976-),男,工程师,从事抛喷丸工艺及设备开发
猜你喜欢
机械制造与自动化(2022年4期)2022-08-18
机械工业标准化与质量(2022年6期)2022-08-12
焊管(2022年6期)2022-06-23
机械工程材料(2022年2期)2022-03-02
腐蚀与防护(2021年8期)2021-09-07
石油学报(石油加工)(2021年3期)2021-05-14
表面技术(2021年4期)2021-05-08
装备制造技术(2020年11期)2021-01-26
北京航空航天大学学报(2020年3期)2021-01-14
热力发电(2020年9期)2020-12-05
