
两种生铁对可淬硬凸轮轴金相组织和硬度的影响
2011-01-06 05:16沈保罗岳昌林白维均徐家富
中国铸造装备与技术 2011年3期
沈保罗,李 莉,岳昌林,白维均,徐家富
(成都金顶凸轮轴铸造有限公司,四川郫县 611732)
两种生铁对可淬硬凸轮轴金相组织和硬度的影响
沈保罗,李 莉,岳昌林,白维均,徐家富
(成都金顶凸轮轴铸造有限公司,四川郫县 611732)
研究了四川钒钛生铁和河北球墨生铁对491Q可淬硬凸轮轴金相组织和硬度的影响。研究表明:四川钒钛生铁的金相组织由细小点状石墨+A型石墨+碳化物+珠光体组成;河北球墨生铁的金相组织由A型石墨+C型石墨+珠光体组成。由Ⅰ组配料(230kg四川钒钛生铁+100kg废钢+220kg回炉料+其它合金)铸造的凸轮轴的金相组织为4-6级A石墨+少量E型石墨+95%珠光体+5%渗碳体,基体硬度为252~255HB;由Ⅱ组配料(150kg河北球墨生铁+80kg四川钒钛生铁+100kg废钢+220kg回炉料+其它合金)铸造的凸轮轴的金相组织为4-6级A型+少量E型石墨+100%珠光体,基体硬度为210~229HB。作者初步分析了产生上述现象的原因。
凸轮轴;合金灰铸铁;生铁;金相组织;硬度
1 前言
铸铁的组织在一定程度上受到炉料的影响,当由一种炉料换成另一种炉料时,虽然铁液的化学成分(碳,硅,锰,磷,硫等)并未改变,但铸铁的组织,包括石墨化程度、白口倾向以及石墨形态和基体组织等都发生了某种变化,铸铁冶金学上称这种现象为炉料的“遗传性”[1]。铸铁的遗传是极为复杂的现象,是由组织、微量元素及缺陷三个方面综合作用的结果。许多年来,国内外的材料专家从1927年开始对冶金遗传性进行了比较深入的研究[2-51],增加了对冶金遗传性的了解。本文对比研究两种生铁对可淬硬凸轮轴金相组织和硬度的影响。
2 试验方法及结果
2.1 合金熔炼及凸轮轴铸造
熔炼在GW型500kg无芯中频感应电炉中进行,炉衬材料为硅砂。用四川钒钛生铁、河北Q10球墨生铁、废钢、75硅铁、锰铁、铬铁、钼铁、电解镍、回炉料和石墨增碳剂等调整化学成分,用德国OBLF光谱分析化学成分。熔炼温度为1560~1580℃,铁液出炉温度为1520~1540℃。用75硅铁合金作孕育剂。炉前三角试片白口宽度控制在4~4.5mm之间。孕育处理后,铁液转入150kg的浇包进行二次孕育处理,随后浇入壳型之中,起始浇注温度为1360~1380℃,浇注后约60min打箱。
2.2 生铁的化学成分及金相组织
两种生铁的化学成分见表1。由表1可见,四川钒钛生铁中的碳较低、硅较高,此外还含有较高的Cr和Ti;河北球墨生铁中的碳较高,硅较低,Cr和Ti的含量都较低。
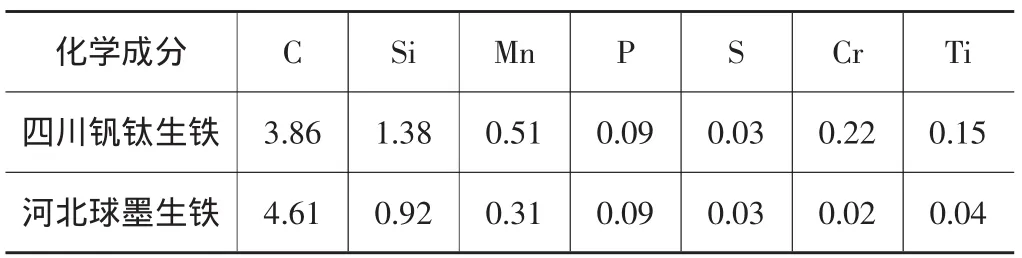
表1 两种生铁的化学成分(%)
用日本4610型Olympus光学显微镜观察到的两种生铁的金相组织见图1~6。由图1~3可见,四川钒钛生铁的金相组织有:石墨为大量点状和少量A型石墨,基体组织中还含有30%左右的渗碳体;由图4~6可见,河北球墨生铁的金相组织有:A型石墨+C型石墨+珠光体。
2.3 两组配料的凸轮轴的化学成分及金相组织
两组配料(表2)分别为:Ⅰ组配料,230kg四川钒钛生铁+100kg废钢+220kg回炉料+其它合金;Ⅱ组配料,150kg河北球墨生铁+80kg四川钒钛生铁+100kg废钢+220kg回炉料+其它合金。
用两组配料生产的凸轮轴的化学成分见表3。由表3可见,两种配料凸轮轴的化学成分没有显著差别。
用两组配料生产的凸轮轴的金相组织见图7~10。由图7~8可见,用配料Ⅰ生产的凸轮轴的石墨为4-6级A型+少量E型,基体组织为珠光体+5%渗碳体;用配料Ⅱ生产的凸轮轴的石墨为4-6级A型+少量E型,基体组织为100%珠光体。前者的硬度为252~255HB,后者的硬度为 210~229HB。


表2 配料方案与凸轮轴硬度的关系
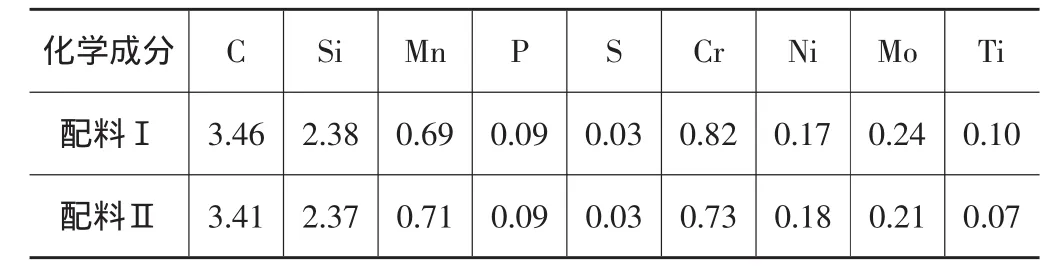
表3 两种配料凸轮轴的化学成分(%)

3 讨论
金属材料遗传性的提出比生命科学中遗传性问题的提出晚100多年,法国学者Levi成为研究金属材料遗传性的先驱[2]。他提出假设:原料生铁中粗大的片状石墨在某种条件下保留至铁液中,没有足够的时间充分溶解,长时间维持其凝固状态,最后仍以大的颗粒存在于已经凝固的固体中,这可以说是金属材料遗传性的雏形。到本世纪30年代,机械制造行业日益发展起来,使得前苏联的研究者们对金属遗传性问题产生浓厚兴趣,并开始了这方面的研究。与此同时,H.W.Gillett也发表了题为“Heredity in cast iron,Metals and Alloy”的论文[3],而鲁勃佐夫等研究者认为:铸铁的组织特性
经受重熔后能在铸件中重现是铸铁遗传性的表现。那时,人们便推荐根据石墨析出物的种类和数量评价生铁锭的质量并认为:生铁锭原料中的粗大直片状石墨在通常条件下仍保留在以后的铸件中,当时的冶金学家及高炉工作者曾试图使生铁锭在冷却时得到对铸造最适宜的组织,他们建议考虑铸铁炉料的热过程,考虑遗传性和最大限度地利用这些性质。20世纪30~50年代,关于液态钢和液态金属与已凝固金属性能间的联系的学说已经开始在冶金学者和铸造工作者们的一些著作中形成。70年代,法国的冶金学者在铸铁生产中发现,使用不同原料铸造成的相同成分铸件,其显微组织和力学性能差别很大并发现铸造生产中的某些缺陷,如白口、热裂与收缩倾向、气孔等都具有遗传性[5]。
此后,人们对金属材料的遗传性问题开始密切关注,尤其是俄罗斯的专家学者对此问题表现出更大的热情。在1987年5月和9月召开的“铸造合金遗传性”两次学术研讨会上,与会专家提出要把铸件的使用性能再提高10%~30%,金属消耗量降低10%~20%,只能依靠在液体金属结构方面取得新的研究成果,利用金属的组织遗传性和采取对熔体有影响的各种工艺措施等手段来实现。1993年5月召开的第五次“铸造合金的遗传性”学术研讨会上发表的100多篇文章中涉及到液态黑色和有色金属的结构理论、炉料和熔体组织遗传性问题,介绍了有关“固-液-固”系统中组织遗传的规律、机理及应用方面的成果。
科学工作者认为,金属在熔化过程中是以原子集团为单位采取逐渐分裂的方式进行的;即在熔化过程中,原子集团由大到小逐渐分裂,当外部条件使分离终止并保留一部分较小的原子团时,原始炉料中的一些结构信息就有可能被保留下来并传递给后来的晶体。
在通常的过热温度范围内,Fe-C系熔体存在与固态相近的近程有序结构,这种结构甚至随成分和温度而不同,发生体心立方和面心立方的相互转化。任何合金被加热时,即使各组元都已经熔化,宏观上是均匀的,但在熔体中仍然存在着由炉料组元不同类型的近程有序结构向另一种有序性更强、更均匀的构成合金的原子结构去转变。与此同时质点间的相互作用和原子的分布发生变化,可以认为合金处于非平衡状态。熔体向平衡状态转变的速度受温度、扰动和外界作用的影响[16]。
粗大石墨结的遗传效应与过热温度有关,熔体被加热至1500℃以上,部分大尺寸的石墨结溶解到熔体中,在1510℃左右仅保持5min,这些石墨结不能完全溶解,它们在熔体冷却过程中仍遗留下来,随后长大,所以1510℃过热的铸铁熔体中仍然存在石墨结[29]。
耿浩然等人发现[22],低温普通铁合金液中的碳主要以石墨相的形式存在,碳含量较高时以较大的片状形式存在;亚共晶和过共晶Fe-C合金,随着过热温度升高,石墨相逐渐减少,向碳化物转移的同时,所剩石墨相逐渐细化和球化。铸件中的石墨减少且变细,碳化物的数量增多,白口倾向增大,造成合金的硬度升高,冲击韧性下降。
综上所述,过热温度超过1500℃,生铁中的粗大石墨可能消失而生铁的白口倾向可能加大。我们熔化的过热温度高达1560~1580℃,因此河北球墨生铁中粗大的石墨已经在凸轮轴中消失并变成4-6级A型石墨;而四川钒钛生铁中的碳化物却强烈地在凸轮轴中遗传下来并导致用配料Ⅰ生产的凸轮轴含有较多的渗碳体。值得注意的是,如果将四川钒钛生铁和河北球墨生铁混合使用(配料Ⅱ),则两种生铁的组织遗传性都得到抑制。这种结果正是我们在生产中所希望的。
4 结论
由230kg四川钒钛生铁+100kg废钢+220kg回炉料+其它合金的配料铸造的凸轮轴的金相组织为4-6级A石墨+少量E型石墨+95%珠光体+5%左右渗碳体,基体硬度为252~255HB;由150kg河北球墨生铁+80kg四川钒钛生铁+100kg废钢+220kg回炉料+其它合金的配料铸造的凸轮轴的金相组织为4-6级A型石墨+少量E型石墨+100%珠光体,基体硬度为210~229HB。
[1]李平,魏伯康,蔡启舟,等.原材料对冷激铸铁凸轮轴组织和性能的影响[J].中国铸造装备与技术,2004(5):7-11.
[2]Andre Levi.Heredity in cast iron.The Iron Age.1927(6):960-965.
[3]Gillett H W.Heredity in Cast Iron[J].Metals and Alloys AFA,1934:15.
[4]Mountford F A.The Influence of Nitrogen on The Strength,Soundness and Structure of Gray Cast Iron.The British Foundrymen,1966(4):141-151.
[5]Margerie J C.Some Advances in the Science of Cast Iron Solidification[C].Trans Amer Foundrymen's Soc,Proc 74th annual meeting,1970,78:281-286.
[6]Margerie J C.The notice of heredity in cast iron[J].The Metallurgy of cast iron,1974,15(3):546-549.
[7]Parent-Simonin Simone,Parisien,Jean.Permanent Mold Casting of Cast Iron.Gray Iron Castings Machinable As Cast.[J].Fonderie.1974,331(29):71-81.
[8]Margerie,J C.Notion of Heredity in Cast Iron Metallurgy[C].Proc of the Int Symp on the Metall of Cast Iron.1975:545-560.
[9]Ilyushin V V,Peregudo L V,Fominykh I P.Influence of Ladle Additions on Heredity Properties of Blast-Furnace Pig Irons[J].Steel in the USSR,1980(10):3.
[10]Nickel W,Jansen H.Nitrogen-an alloying element[J].Casting Engineering and Foundry World,1982(1):49-60.
[11]Borghigiani E,Casimiro R.,Marino F,Sarti A.Heredity in Cast Iron:the Physical Aspect of the Phenomenon.(Heredity in Cast Iron:the Physical Aspect of the Phenomenon.)[J].Metallurgia Italiana,1982,74(12):823-829.
[12]章光安,唐其生,徐玉柱.本钢生铁性能的研究[J].钢铁,1983,18(3):1-8.
[13]Holden W W,严启光.原铁水-炉料及成分对铸铁显微组织与性能的作用[J].现代铸铁,1983(1):42-45.
[14]Zhukov A A,Abdullaev E V,Kostyleva L V.“Heredity”phenomena in the crystallization of Fe-C melts[J].Melts Moscow,1988,1(4):341-345.
[15]Chestnykh V A,Zakharov Yu N.Influence of pig iron heredity factors on castings shrinkage defects[J].Soviet Castings Technology,1989(6):8-9.
[16]周尧和.铸造科学发展展望[J].中国铸机,1989(1):6-9.
[17]Kuznetsov,B.L.Heredity in cast iron Litejnoe Proizvodstvo,1991(4):5-6.
[18]Chernyshevich E G.,Ryabov V V,Andreev D.E et al.Blast furnace graphitized conversion cast iron designed for foundry practice[J].Litejnoe Proizvodstvo,1995(4-5):13.
[19]Gulyaev,B.B.Heredity in cast alloys (review of book)[J].Litejnoe Proizvodstvo,1996(6):29.
[20]李卫东.铸铁组织遗传性影响化学成分调整[J].柴油机,1995(3):37.
[21]叶以富,张林,荣福荣,等.铸铁组织获得性的遗传[A].材料加工和研究新技术IV[C].北京:化学工业出版社,1995:278-282
[22]耿浩然,叶以富,马家骥,等.铸铁合金的遗传效应及其应用[J].钢铁研究学报,1996,8(4):37-41.
[23]Nikitin V I.New technologies using the heredity phenomenon[J].Litejnoe Proizvodstvo,1997(5):12.
[24]Sorokin V I,Ryabov A V.Possibilities for improvement of casting properties of blast furnace conversion pig irons[J].Litejnoe Proizvodstvo,1997(5):28.
[25]Krest,yanov V I.Structural heredity in ductile iron castings production[J].Heavy Machinery,1998(4):18-20.
[26]彭少清.铸铁遗传机理的分析[J].南通职业大学学报,1999,13(3):53-54,64.
[27]彭少清.微量元素“碲”对灰口铸铁的影响[J].南通职业大学学报,1998(2):18-19.
[28]熊晗,韩育成.铸铁熔化方案的选择[J].铸造设备研究,1997(2):19.
[29]杨华,孙益民,张均艳等.原料生铁与铸件组织遗传性研究[J].钢铁研究学报,1999,8(4):37-41.
[30]边秀房,刘相法,马家骥.铸造金属遗传性[M].济南:山东科学技术出版社,1999:1-31.
[31]许峰,张永君.类石墨增碳在工频电炉熔炼铸铁中的应用[J].机械工人.热加工,2000(6):10-11.
[32]Pisarenko L Z,Lukashevich S F.On cast irons'heredity[J].Litejnoe Proizvodstvo,2002(7):14-16.
[33]Nikitin V I.Heredity and genetic engineering technology in cast alloys[J].Litejnoe Proizvodstvo,2002(10):8-10.
[34]Lovtsov,D P,Zaboeva,N N.Review of materials of the 1st International scientific-and-technical conference'Genesis,theory and technology of cast materials'(Vladimir,May 20-24,2002)[J].Litejnoe Proizvodstvo,2002(8):37-39.
[35]辜祖勋.对影响灰铸铁件质量的一些问题的探讨[J].铸造,2003,52(5):356-360.
[36]侯艳嫔,刘根生,贾鹏.重熔对高铬白口铸铁遗传性的影响[J].河北工业大学学报,2004,33(1)33-35.
[37]侯艳嫔.原材料中针状碳化物在低铬白口铸铁中的遗传效应[D].天津:河北工业大学,2004.
[38]侯艳嫔,刘根生,夏召兵,等.消除低铬白口铸铁中针状组织遗传性的研究[J].铸造,2004(3):197-199.
[39]周继扬.影响铸铁凝固组织的隐形因素[J].现代铸铁,2005(2):20-25.
[40]Bartocha D,Janerka K,Suchon J.Charge materials and technology of melt and structure of gray cast iron[J].Journal of Materials Processing Technology,2005,162-163:465-470.
[41]边秀房,孙保安.铸铁遗传性和本溪人参铁研究[C].中国铸造活动周论文集,2006:162-168.
[42]李平,熊庆辉,霍煊,等.炉料对灰铸铁活塞环组织和性能的影响[J].热加工工艺,2008,38(17):45-47.
[43]赵岩,杨华.原料遗传性对球墨铸铁显微组织的影响[J].铸造,2009(5):502-504.
[44]刘金海,赵雪勃,王磊,等.高强度灰铸铁生产中不可忽视的技术问题[C].2008中国铸造活动周论文集[C],2008:127-131.
[45]卢勤杰,葛辉,宁葆长.冷激铸铁凸轮轴变形的原因和消除方法[J].现代铸铁,2008(4):65-69.
[46]梁金成.柴油机多缸连体缸盖缩松缺陷原因浅析[J].铸造,2009(4):41-43.
[47]邹荣剑,谢寨川.生铁选用对灰铸铁缸体质量的影响[J].现代铸铁,2009(6):76-81.
[48]金永锡.推广合成铸铁应用的若干工艺技术问题 [J].现代铸铁,2009(5):15-19.
[49]华帅.原料生铁对球墨铸铁的遗传性影响[J].热加工工艺,2009,38(7):37-42.
[50]邹荣剑,谢寨川.缸体生产选用球墨生铁的几点意见[J].铸造,2009(7):744-746.
[51]邹荣剑,谢寨川.缸体生产选用球墨生铁的几点意见[J].中国铸造装备与技术,2010(1):41-43.
Effect of Two Pig Irons on the Metallurgical Structure and Hardness of the Hardened Camshaft
SHEN BaoLuo,LI Li,YUE ChangLin,BAI WeiJun,XU JiaFu
(1.Chengdu Jinding Camshaft Foundry Co.Ltd.,Pixian County 611732,Sichuan China)
Sichuan V-Ti pig iron and Hebei ductile iron have been used to manufacture 491Q type hardened camshaft and the effect of both iron on the microstructure and hardness of the camshaft been researched.Studies have shown that the microstructure of Sichuan vanadium-titanium pig iron consists of as tiny dot graphite+A type graphite+carbide+pearlite while the microstructure of Hebei ductile iron consists of A-type graphite+C-type graphite+pearlite.The microstructure in the camshaft manufactured from the group-Ⅰingredient(230 kg Sichuan V-Ti pig iron+100 kg scrap steel+220kg back charge+other alloys)consists of the 4-6 grade A-type graphite+small amount E-type graphite+95%pearlite+about 5%cementite,and his matrix hardness is 252-255HB.The microstructure in the camshaft manufactured from the group-Ⅱingredient(150 kg Sichuan V-Ti pig iron+80 kg Hebei ductile iron+100 kg scrap steel+220 kg back charge+other alloys)consists of the 4-6 grade A-type graphite+small amount E-type graphite+100%pearlite,and its matrix hardness210-229HB.Theabove-mentionedphenomenonhasbeengivenpreliminaryanalysis.
Camshaft;Alloyed grey cast iron;Pig iron;Microstructure;Hardness
TG143.6;
A;
1006-9658(2011)03-4
2011-02-02
2011-011
沈保罗(1945-),教授,博士生导师,近年来一直从事铸造凸轮轴生产与新产品开发
猜你喜欢
中国钢铁业(2022年1期)2022-05-11
中国钢铁业(2022年2期)2022-05-11
中国金属通报(2021年19期)2021-12-24
宝钢技术(2021年1期)2021-12-03
Baosteel Technical Research(2021年1期)2021-11-29
昆钢科技(2020年6期)2020-03-29
世界有色金属(2019年10期)2019-07-22
中国钢铁业(2019年10期)2019-06-11
世界有色金属(2019年4期)2019-05-11
山东工业技术(2017年9期)2017-05-16
