
JGC-30型称重给煤机在混喷输煤系统中的应用
2011-01-04 06:51李阿楠天津天铁冶金集团动力厂河北涉县056404
天津冶金 2011年3期
李阿楠(天津天铁冶金集团动力厂,河北涉县 056404)
JGC-30型称重给煤机在混喷输煤系统中的应用
李阿楠(天津天铁冶金集团动力厂,河北涉县 056404)
天铁动力厂在高炉送煤粉混喷改造工程中,输煤系统新装3台JGC-30型称重给煤机,结合其实际应用情况,介绍了称重给煤机的工作原理及控制系统。阐述了如何通过变频器及PLC精确控制皮带输送恒质给料,从而达到最佳配比实现节能环保,提高经济效益。
混喷 控制系统 称重 给煤机 变频器 传感器
1 前言
天铁动力厂承担着为炼铁高炉送粉的主要任务,但随着生产工艺要求的不断提高,送粉量的不断增加和降低生产成本等要求,原给煤系统过于陈旧,只能用一种燃煤原料进行喷吹,由于无配比作用,不能对煤料进行合理的分配和利用,耗煤量比较大,生产成本高,且整个设备占地面积大,空间利用率低,严密性较差,漏煤量大,易撒煤,既污染环境、浪费能源,又无形中增加了运行人员的劳动量。
为了更好地满足生产工艺、降低成本和节能环保的要求,在混喷改造工程中特在输煤系统中新装3台JGC-30型电子称重给煤机,能够均匀、连续、定量地将燃煤输送到磨煤机中,并在给煤运行过程中对燃煤进行精确计量。在此过程中,通过人工设定值燃烧控制系统的反馈信息调节给煤率,自动调节皮带的运行速度,使输入锅炉的燃煤热值与锅炉自身所需要的热值相匹配,实现了白煤和烟煤的合理配比。在很大程度上既提高了燃煤利用率,降低了生产成本,又减轻了操作工人的负担,同时又引进了大量的自动控制技术。
2 给煤系统的工艺简介
燃煤由原煤斗经过进煤口进入3台给煤机,分别由3台给煤机内部的传送皮带将燃煤输送到卸料端,落入出煤口,进入落煤斗,最终到皮带,再由101#皮带、102#皮带、103#皮带最终输送到磨煤机,其中1#和3#给煤机主要负责输送白煤,2#给煤机负责输送烟煤。给煤机内部的传送皮带下安装有称重托辊、称重杠杆和称重传感器装置,当燃煤在输送过程中产生重力作用时,会使称重传感器产生一个正比于皮带载荷的电压信号并入积算器,同时给煤机装有的测速装置可将输送带的速度转变成电脉冲信号,通过对重量电信号和速度电信号进行放大及A/D转换成数字信号,再将两种数字相乘,对时间进行积分,从而得到瞬时流量值和累计重量值,还可将结果以0~20 mA或4~20 mA的电源信号输出。
在实际测出给煤率的同时,将此信号与预先设定的给煤率信号或来自锅炉燃烧控制系统要求的给煤率信号相比较。当实测给煤率比设定值偏小时,通过变频提高主电动机的转速即改变给煤机的带速,从而加大给煤机的给煤率,使给料机的实际给煤率与要求的给煤率相同;当实测给煤率比设定值偏小时,则通过变频降低主电动机的转速来改变给煤机的带速,从而减小给煤机的给煤率,以满足锅炉燃烧的需要。图1为该控制系统工艺图。其中3台给煤机的工艺相同,仅以1台为例。

3 控制系统的控制原理及组成
3.1 控制原理
称重给煤机控制系统的原理是将测得的皮带单位长度的燃煤重量m(kg/m)和皮带的运行速度v(m/s)两个数值相乘得到实际的给煤率,再将此乘积值对时间t(s)进行积分,进而得到以吨为单位的实际给煤总重量。控制系统在此过程中起着非常至关重要的作用,其连续不断地对实际的给煤率与DCS的预设值进行比较,并将比较后的结果送入PID进行运算,并根据偏离大小输出相应的信号值,通过变频器改变电动机转速的快慢以改变给煤量,使之与设定值一致,以达到最佳的给煤率。给煤机称重原理见图2。

3.2 控制系统的组成
为保证可靠地实现工艺要求,并尽可能节省资金和安装空间,本控制系统采用的硬件部分包括EV1000-4T0022G型艾默生变频器配合西门子S7-400系列PLC作PID闭环控制,还包括给煤机测速机构、给煤机控制器、压力传感器及各种执行机构。EV1000-4T0022G变频器型号见表1。
变频器作为变频调速驱动装置有很广泛的应用领域,操作面板和通讯模块无任何工具,更换方便。变频器根据接收到的给煤机控制器的4~20 mA速度给定信号相应调节电动机的运行速度,从而调节给煤率。同时,还能发出工作/故障信号给PLC。本系统采用西门子S7-400系列PLC,其程序根据输入的控制信号相应传输给控制器、变频器、继电器等。

表1 EV1000变频器型号
3.3 调速指令信号输入与测速反馈信号输出
变频器的控制信号为0~10 VDC电压信号或0~20 mA电流信号。为了更好地将30~1 500 Hz/10 VDC脉冲信号转换为0~10 V的模拟信号,特在本系统加装了信号转换装置,此装置能将转换后的信号作为调速指令输入变频器从而调节电动机转速。同时,本系统内部的转换电路将压力传感器采集到的实际重量信号经过转换送至微机控制器进行PID(比例积分)形成闭环控制,从而调节速度,使电动机转速稳定在给定值。
4 系统的工作方式
4.1 就地运行方式
给煤机控制系统流程见图3。
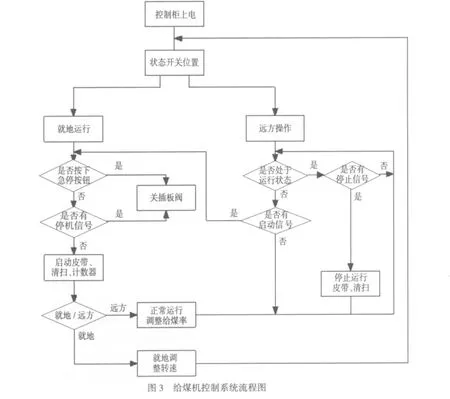
主控室发出给煤机启动信号,确定控制柜急停按钮没有按下,且无保护停机信号,此时程序将启动给煤机运行,然后经过判断决定进入就地运行方式或是远程控制。
4.2 远程控制方式
远程控制是给煤机控制系统的主要工作方式,在该工作方式下,给煤机接受来自主控室的启动停止信号和请求给煤率信号并实现煤量控制,即当操作人员选择远程控制方式时,给煤机将按要求的给煤率实现恒流量控制。
4.3 停止方式
当需要停机时,主控室发出给煤机停止信号,逐渐停下皮带,给煤率逐渐降低为零,最后停清扫链,进入停机状态。
5 系统功能及故障解决
本系统具有堵煤报警功能、漏煤报警功能及皮带跑偏报警功能。例如当系统发出堵煤或皮带跑偏报警时,变频器显示屏上就会显示出故障代码E014,经查阅EV1000变频器使用手册,电动机有过载现象发生,原因为电动机过载保护系数设置不正确、电动机堵转或负载突变过大。经研究对策,重新调整电动机过载保护参数并调整负载后,给煤机正常运行。当出现输出侧缺相时,变频器显示屏显示故障代码E009,检查变频器与电动机之间的接线情况后,发现有断线情况,经妥善处理后,恢复正常。
6 结束语
称重给煤机自混喷投产运行以来,一直处于稳定运行状态,给煤能力达到12~120 t/h,计量精度达到± 0.5%,控制精度达到±1%。该系统很好地适应了设定值变化范围大的情况,并且当皮带秤上物料忽然变化很大时,依然能确保很精确地控制和计量精度,也使得整个输煤系统的可靠性能和自动控制水平都有了一定的提高,减轻了操作和检修人员的劳动强度。同时,变频调速与原有的调速设备相比约节电40%,该系统一年内就节省燃煤能源达4 000万元,经济效益相当可观,满足了特殊的环境和生产工艺要求,真正实现了节能环保。
Application of JGC-30 Weighing Coal Feeder to Conveying System of Coal Mixed Injection
Li Anan
Three new JGC-30 weighing coal feeder were installed in coal conveying system during BF coal mixed injection modification at Tiantie Power Plant.The paper explains the working principle and control system of coal feeder in combination with practice and expounds how to precisely control the belt to supply coal in constant flow with frequency converter and PLC,so as to achieve optimal distribution ratio, save energy,and protect the environment and increase economic benefit.
mixed injection,control system,weighing,coal feeder,frequency converter,sensor
(收稿 2011-03-09责编崔建华)
李阿楠,2005年7月毕业于鞍山科技大学自动化专业,现从事电气控制技术管理工作。
猜你喜欢
能源工程(2022年1期)2022-03-29
湖北农机化(2021年7期)2021-12-07
仪器仪表用户(2020年9期)2020-09-01
启迪与智慧·上旬刊(2019年5期)2019-09-10
作文·初中版(2019年8期)2019-09-09
机电信息(2018年9期)2018-03-29
电力与能源(2017年3期)2017-07-01
公民与法治(2016年4期)2016-05-17
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17
