
安川变频器在板坯连铸应用中参数的优化
2011-01-04 06:51赵太平天津天铁冶金集团有限公司炼钢厂河北涉县056404
天津冶金 2011年3期
赵太平(天津天铁冶金集团有限公司炼钢厂,河北涉县 056404)
安川变频器在板坯连铸应用中参数的优化
赵太平(天津天铁冶金集团有限公司炼钢厂,河北涉县 056404)
结合变频技术的发展,论述了安川变频器在板坯连铸自动化控制系统中,通过对计时功能自由运行停止模式和应用点动功能的选择,V/F控制参数的最优设置,使变频器功能得到最大发挥,满足了板坯连铸工艺的需要。该变频器的应用既有利于生产,又保护了设备。
板坯 连铸机 变频调速 参数 控制 转矩
1 前言
随着变频技术的飞速发展,通用变频器在各行业广泛应用,通用变频器的特点是其通用性,通用性指的是通用变频器可以对几乎所有的普通异步电动机进行调速控制。天铁集团炼钢厂板坯连铸机采用安川电流矢量控制通用变频器,该变频器具有上百种功能,不仅通用性强,而且控制功能强大。板坯投产初期,变频器按常规使用,参数设置在出厂默认状态下,不能充分发挥其独特的功能。经过对工艺、设备的长期跟踪,结合生产实践,摸索出一些参数优化的经验,使变频器的功能在天铁板坯连铸机上达到了最大发挥。
2 变频器控制方式的发展
变频器经历了从模拟式到数字式的发展,早期变频器的控制方式大多数为开环恒压比控制,对输出到电机的频率和电压同时进行控制,使其比值(V/F的值)保持一定而得到所需的转矩特性。其优点是控制电路设计简单,制造成本低,缺点是系统控制性能不高,调速时的机械特性曲线随着负载的变化而变化,电机转矩响应慢,低速时的稳定性变差,比较适合应用在风机、泵类负载的调速场合。异步电机带负载运行时输出轴的转速与定子同步转速存在一定的偏差,随着负载的增加,差值会逐渐增大,作为对V/F控制的改进出现了转差频率控制,采用这种方式控制时,需要根据电动机的特性在电动机轴上安装速度传感器来调节转差,通常多用在与变频器配套的专用电动机,通用性较差。矢量控制方式是比较先进的控制方式,可以实现转矩、磁场独立控制的需要。过去也用在专用电动机上,使用前需准确地输入对象电动机的各种参数。目前新型的矢量控制变频器增加了自动调整功能,可以在异步电动机投入运转之前自动地对有关参数进行自检识辨,使得对普通异步电动机进行高性能的矢量控制成为可能。天铁板坯连铸机应用的安川变频器就属此类。
3 连铸变频传动的意义
在各种异步电机调速控制系统中,目前效率最高、性能最好的是变压变频调速控制系统。根据连铸机各设备传动控制的要求,钢包回转台必须具有平稳启停、快速旋转的功能,避免钢水晃动,减轻对设备的冲击,缩短钢水受周围环境影响的时间。因其是大转动惯量负载,一般的直接交流驱动异步电机很难做到这一点。只有应用具有直接转矩控制功能的变频器,才能实现设备的快速加减速,满足低速时有足够的启动转矩。拉矫机是连铸的主体设备,拉坯速度的控制精度影响到铸坯产品的质量,电气传动控制的灵活性和对设备的保护与连铸生产的作业率有直接的联系。过去的直流传动,设备造价高,而且维护量大。基于电流矢量控制的变频器驱动是最佳选择。所以连铸生产线上的主体设备从钢包回转台到在线定尺火焰切割,全部采用交流变频传动,从钢水上台到产品下线,围绕工艺对铸坯在不同阶段的控制要求,控制各段设备的变频器应采用不同的控制方式。
4 实际应用中变频器参数的改进
4.1 停止方式的改进
变频器的停止方式参数b1/03有四种选择:①减速停止;②自由运行停止;③全域直流制动停止;④带计时功能的自由运行停止。
变频器出厂默认是减速停止,一般场合的应用很有好处,通过对减速时间的调整,可以实现平稳停车,避免了溜车或急刹车对设备的冲击。然而用在板坯拉矫机上就存在着弊端,因为送到板坯扇形段里的引顶杆需要机械制动,所以部分扇形段电机带有电磁吸盘式抱闸。
若变频器选择减速停止模式,当给出停止指令时,抱闸即时失电,电机被抱死,变频器仍有电压输出,经减速时间才能逐渐降到零,在这段时间内,主控电脑监视画面里电机电流瞬时猛增。抱闸摩擦片急剧发热,加速磨损和老化,反映到变频器的电源输入侧,交流电抗器嗡嗡作响,变频器损耗增加,电气性能下降。见图1。

若变频器参数b1/03选择带计时功能的自由运行停止模式,当给出停止指令时,抱闸和变频器同时失电,变频器不再有输出,电机很快停止,既满足了工艺对设备的要求,也使电机电流明显得到了改善。对抱闸、电机及变频器起到了保护作用,抱闸使用寿命延长,变频器输入侧电抗器不再有电流冲击的响声。见图2。

这种带计时功能的自由运行停止模式,比一般自由运行停止还有一个优点,就是刚得到停止指令时,将忽略运行指令,直到经过了运行等待时间T为止,运行等待时间T由停止指令被输入时的输出频率和减速时间来决定,这样就躲过了抱闸的磁滞时间,避免了岗位工短时间频繁操作时,设备的频繁动作对设备的冲击。
4.2 V/F控制参数的优化
板坯应用的是不带PG的V/F控制,需在E1/03参数中设定V/F曲线的种类,V/F曲线的设定方法有两种:①从预先设定的15种V/F曲线(设定值:0~E)选择一种;②设定任意的V/F曲线(设定值:F),(0~E)15种固定曲线适合一些特定的应用场合,板坯作为一般应用选择的是F,同时要对部分电机参数(E参数)作适当修改,以满足生产。
安川变频器有两种型号:CIMR-F7A和CIMRF7B,A型号是针对日本、欧美等国家工频60 Hz的应用场合,B型号是针对中国、亚洲等国家工频50 Hz的应用场合,所以V/F曲线相关参数的一些出厂设定值略有不同。
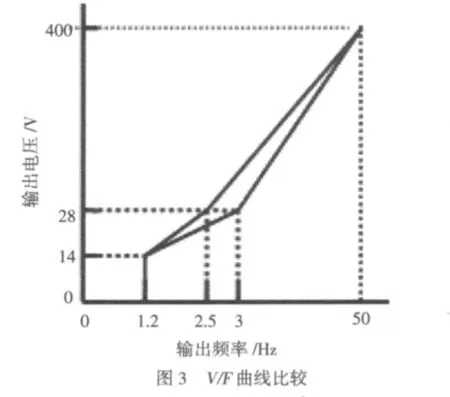
当板坯用到B型号变频器,设定V/F曲线为F时,出厂值:E1/07中间输出频率2.5 Hz;E1/08中间输出频率电压28 V;E1/09最低输出频率1.2 Hz;E1/10最低输出频率电压14 V就不适用,因为该设定趋向于远距离启动高转矩设备,而板坯驱动扇形段辊子旋转是恒转矩,变频器到电机间的接线距离也不超过150 m。
若使用该设定,容易使变频器报OL1过载故障,特别是在开浇起步或停浇降速,变频器输出频率极低的情况下,变频器输出电流明显升高,直至报故障,无输出,原因是使用了高转矩特性的V/F曲线,低频时输出电压高,导致电流升高。当把E1/07中间输出频率设定为3.0 Hz,其它不变,启动时,输出电压降低,电流下降,不再报OL1故障,满足了生产要求。V/F特性曲线见图3。
4.3 应用点动功能快速处理生产事故
多数变频器都有点动功能,它是利用变频器操作面板上的一个按键,实现设备按预设频率点动运行的一个简单操作。该功能在板坯设备上发挥了很大作用,控制扇形段18个电机的9台变频器必须同步启停,同步调速,每台变频器的参数预先设定一致,由PLC通过网络传输集中控制。当需要单独运行某一台设备的时候,必须把变频器的参数改为面板操作,此方法适合用在检修或调试时。当正常拉钢时,PLC一旦出现故障,与变频器的通讯中断,变频器不能实现集中操作,坯子滞留在扇形段里。要想手动操作只能逐个修改变频器的参数后,同时按下2~9段变频器的“RUN”键,人工操作很难实现同步启动,造成启动早的变频器跳闸。
具体的改造实施也很简单,把从变频器引出的继电器常开点集中到一起,通过一个主令开关选择同时给定继电器线圈电压DC24 V,这样就实现了当PLC或网络出现故障时,可以选择主令开关手动运行,省去了人工修改变频器参数的繁琐,而且能够以预设的点动频率同时启动,把滞坯拉出扇形段。施工改造见图4。

5 结束语
应用在天铁板坯连铸的变频器,经参数有针对性的修改后,收到了良好的效果。工艺操作得心应手,设备运转更加平稳;减少了电流对设备的冲击,延长了设备的使用寿命;避免了生产事故的发生,也缩短了处理事故的时间;为设备有计划的进行检修提供了保障,为下一步品种钢的开发以及满足中厚板的需要奠定了基础。
[1]曾毅.变频调速控制系统的设计与维护[M].2版.山东:科学技术出版社,2003.
Parameter Optimization of Yaskawa Frequency Converter at Slab Casting Practice
Zhao Taiping
In combination with the development of frequency conversion technology,the paper elucidates that Yaskawa frequency converter gives converter functions to the fullest play and well meets the requirement of slab casting process by selection between timing function free run stoppage mode and jogging function,and by V/F control parameter optimization setting in the automation control system of slab casting.This frequency converter not only facilitates production,but also protects the equipment.
slab,caster,variable frequency speed regulation, parameter,control,torque
变频器的点动功能,经过很小的设置改造,能够解决这个问题。FJOG/RJOG指令是通过端子的ON/OFF动作,以点动频率使变频器运行的功能,如使用FJOG/RJOG指令,无需输入运行指令,当FJOG/ RJOG指令ON时,以点动频率d1-17进行正转/反转运行,而且FJOG/RJOG指令上的频率指令优先于其它频率指令,在这里我们只使用点动正转功能,选择多功能接点输入端子S3~S8的任一接点,外接一个继电器常开点,对应设定参数H1-01~H1-06的值为12(FJOG指令),点动频率指令d1-17的值,按电机所在扇形段上弧半径的不同,分别设定1~4段为15.21 Hz;5~9段为13.69 Hz,对应0.8 m/min的固定拉速。
(收稿 2011-03-27责编崔建华)
赵太平,男,工程师,1995年毕业于天津大学机电分校电气自动化专业,现在天津天铁冶金集团炼钢厂板坯车间从事低压电器设备维护工作。
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
商品与质量(2021年17期)2021-04-23
防爆电机(2020年3期)2020-11-06
重型机械(2020年3期)2020-08-24
山东冶金(2019年6期)2020-01-06
山东冶金(2019年5期)2019-11-16
电子制作(2017年7期)2017-06-05
新疆钢铁(2015年2期)2015-11-07
自动化博览(2014年12期)2014-02-28
