超声波对铝合金熔体的有效细化区域
2010-12-23 00:20:20谢恩华李晓谦
材料科学与工艺 2010年2期
谢恩华,李晓谦
(中南大学机电工程学院现代复杂装备设计与极端制造教育部重点实验室,长沙410083,E-mail:xieenhuacsu@163.com)
超声波对铝合金熔体的有效细化区域
谢恩华,李晓谦
(中南大学机电工程学院现代复杂装备设计与极端制造教育部重点实验室,长沙410083,E-mail:xieenhuacsu@163.com)
为了探讨凝固组织的超声细化区域范围,在液相线温度至575℃区间内对铝合金熔体施加超声振动,待铸锭冷却至室温,经腐蚀处理后观察其宏观和微观组织.试验结果表明,在工具杆端面位置处靠近铸锭边缘有一明显的作用区域分界线,分界线两端组织呈现截然不同的特征,端面以下组织均得到了有效的细化,而端面以上组织晶粒粗大,呈枝晶状分布.超声在熔体中产生空化和声流效应,理论计算表明,熔体中的有效空化范围为端面下30 mm区域内,超声在熔体中产生的声流效应遍及整个熔体可流动区域,通过声流和空化的双重作用,工具杆端面以下的组织均受到超声的作用,并得到细化.
功率超声;声压分布;空化范围;声流效应;凝固组织;有效作用区域
凝固组织细化是提高铝合金材料性能的有效手段之一[1-4].传统的组织细化技术是在铝合金材料中添加晶粒细化剂,但是,通常促进等轴晶生成的元素一般都容易生成偏析,造成铸造组织缺陷,同时,这些元素的添加会使合金的化学成分产生变化,从而导致产品的物理性能和化学性质发生变化[5].外加物理场是一种既能明显细化组织又不会造成合金污染的方法[6],有研究结果表明,在金属铸造过程中外加超声场能产生明显的晶粒细化效果,超声在熔体中传播时会产生一系列的非线性效应,如空化效应、声流效应等[7-8],空化效应引发的次级效应对周围熔体产生巨大作用,铝合金熔体中的初生晶被打碎,异质结晶核数目增多,结晶核与固相间的润湿角减小,在声流的带动下,这些形核微粒散播到熔体的各个区域,使熔体中等轴晶的形核几率大大提高,从而使组织得到明显细化.国内外学者已经对超声场在熔体中的作用机理、现象以及效果进行很多研究,但对超声作用熔体时具体的作用区域并没有太多的涉及.本文主要研究施加到铝合金熔体中的超声所引起的晶粒细化作用范围.
1 试验
1.1 试验装置及材料
试验材料为7050铝合金,取自半连铸成型的Φ 300 mm铸锭.试验装置示意图如图1所示.使用的超声设备包括GCH-Q型他激式超声波发生器和超声振动系统,其中,超声振动系统由PZT压电陶瓷换能器、变幅杆和钛合金工具杆组成.为了缓解高温工作环境及摩擦损耗产生的发热效应,在换能器端部安装散热风扇,提高超声振动系统的冷却能力.其他辅助装置有:电阻丝加热炉及配套的温度控制记录仪、热电偶、石墨坩埚、位移控制操作台、Leica5000台式金相显微镜.
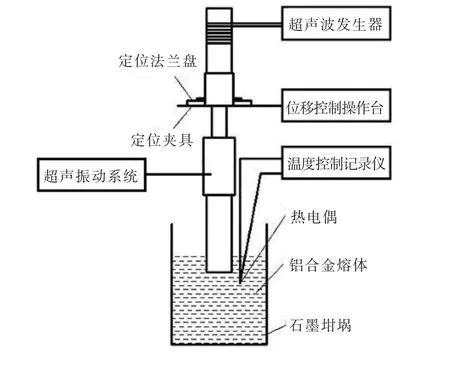
图1 超声铸造试验装置示意图
1.2 工具杆端面振动位移振幅的测量
超声振动系统把从超声发生器中产生的高频电振荡信号转换为超声频机械振动,继而传递给工作介质.超声振动系统在工作时,与熔体接触的是其最前端的超声工具杆,它把变幅杆产生的振动传递给铝合金熔体.测量超声波在高温熔体中的声压分布十分困难,可先测量出工具杆端面在空气中的振动位移振幅,然后通过计算得到超声振动系统在熔体中的声压分布.采用高精度的PSV-400-M2高频激光多普勒测振仪测定工具杆端面的位移振幅,实验装置如图2所示.测量结果表明,超声振动系统在空载和170 W的输出功率工作时,工具杆端面的位移振幅为5.7923 μm.
1.3 试验方案
将盛有铝合金块的石墨坩埚置入电阻丝炉中进行熔炼,待铝块完全融化后,充分搅拌熔体,持续加热至750℃,关闭电阻丝炉的电源,坩埚不移出,待熔体温度降至液相线温度635℃时,对其进行超声振动处理.超声振动系统的工作参数如下:频率为(20±0.5)kHz,输出功率为170 W,工具杆端面直径为50 mm.将工具杆伸入熔体施加振动之前,为了防止冷工具杆浸入高温熔体时熔体粘附在工具杆上面引起系统过载失谐,先对工具杆进行预热处理,工具杆从熔体顶部中心处导入,伸入液面下约25 mm.当熔体温度降至575℃时,停止超声振动系统的工作,将工具杆移出熔体,坩埚继续置于炉内,冷却直至熔体凝固.
铸锭冷却至室温后,沿纵向从中间对称切开,取对称面的一半进行分析.整个面约呈倒梯形,如图3所示,工具杆位置用虚线标出,伸入液面下约25 mm.为了便于腐蚀处理和金相观察,将整个面切成6块,经研磨、化学抛光后用专用的铝合金腐蚀剂进行腐蚀处理,冲洗干净后观察其宏观组织特征,并采用金相显微镜对其进行金相观察.
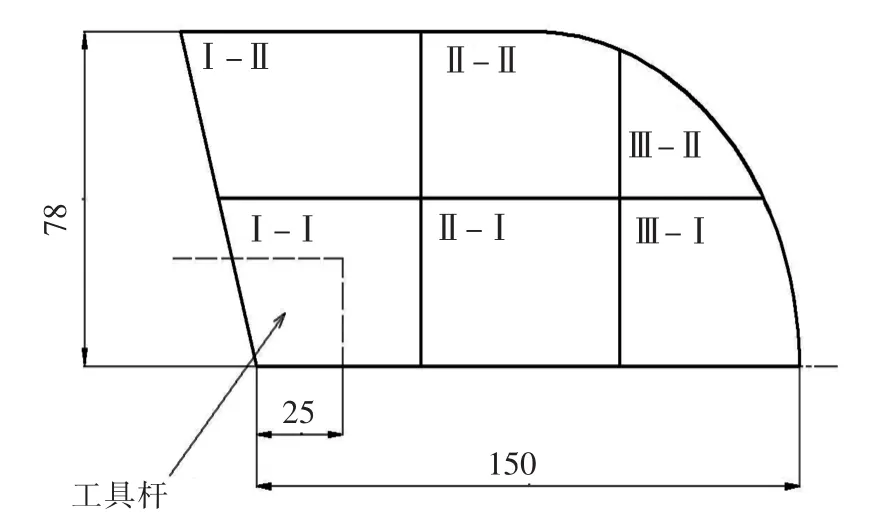
图3 铸锭纵向截面示意图(单位:mm)
2 结果与讨论
2.1 熔体中的声压分布与空化范围
超声波沿着工具杆传递给作用介质,在端面处发生反射,如图4所示.假设超声波在空气和熔体的界面处都是垂直入射,不考虑熔体中超声波在坩埚底和壁上的反射,只考虑超声波在工具杆端面的入射和透射,则透射声压幅值P0为[9]

式中:f为声波频率;ρ0c0为介质的声阻抗;ρ为密度,c为声速,不同的传播介质其量值见表1[1].已测得空气中工具杆端面的位移振幅A= 5.7923 μm,将它和其他已知量代入式(1),可得到空气中工具杆端面的透射声压幅值.透射公式为

式中:P1为入射声压幅值,t为透射系数[11],ρ1c1为工具杆的声阻抗.将透射声压幅值代入式(2),可得工具杆中的入射声压幅值.
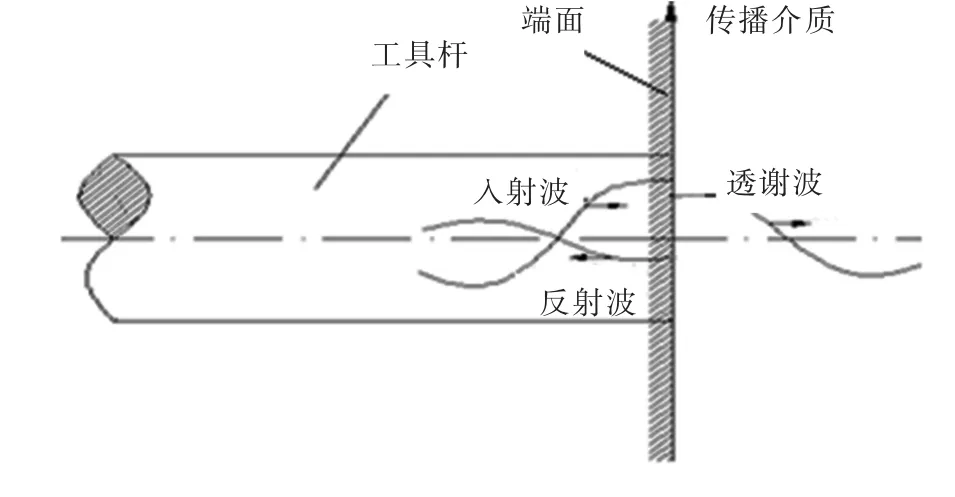
图4 声压在界面上折反射示意图
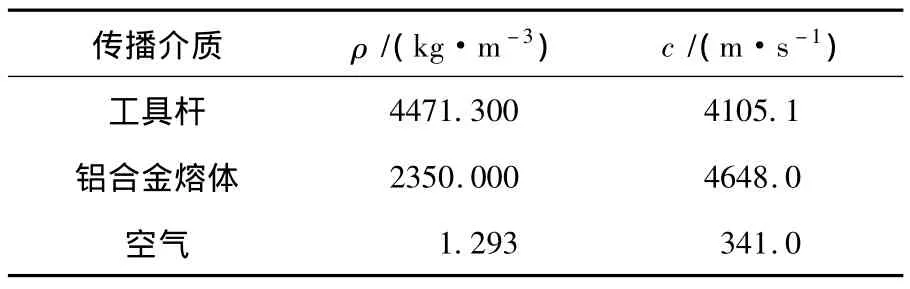
表1 介质物性参数
工具杆浸入熔体时,声波透射入熔体.将工具杆和熔体中的声阻抗值以及工具杆中的入射声压幅值代入式(2)、(3),可得铝合金熔体中工具杆端面的透射声压幅值.工具杆浸入熔体时,由于熔体的负载作用,会引起从压电陶瓷到工具杆端面传递途中的功率损耗,计算声压值时要考虑这种损耗,约为6.5%[10],最后得到工具杆进入熔体时端面的声压幅值为4.68 MPa.
首先考虑沿着工具杆端面圆心轴线上熔体内的声压值,不考虑介质对声波的衰减,工具杆端面上各微小面元都可看作是一个单声源,把所有这些单一点声源辐射的声波声压叠加可以得到合成声波的声压,如图5所示.在液体中声压可以线性叠加而不必考虑声压的方向,则轴线声场中任意一点处的声压振幅为[12]

式中:Pz为轴线r上距离工具杆端面a处的声压幅值;a是轴线上任一点至点源的距离;λ为波长;Pq为工具杆浸入熔体时端面处的声压幅值;Rs为工具杆的端面半径.取铝合金熔体中超声振动系统谐振频率为19 kHz,则波长 λ为0.2446 m.将 Pq= 4.68 MPa,Rs=0.025 m和λ=0.2446 m代入式(4),得到工具杆中心轴线上的声压分布如图6所示.由图6可以发现,沿轴线离工具杆端面约20 mm处,声压幅值已下降至起始值的近一半,在离工具杆端面约30 mm处,声压幅值已下降至约1 MPa.可见,在近场区声压幅值随距离的增加快速衰减,当距离增加到一定值时,声压幅值的下降趋势趋于平缓.
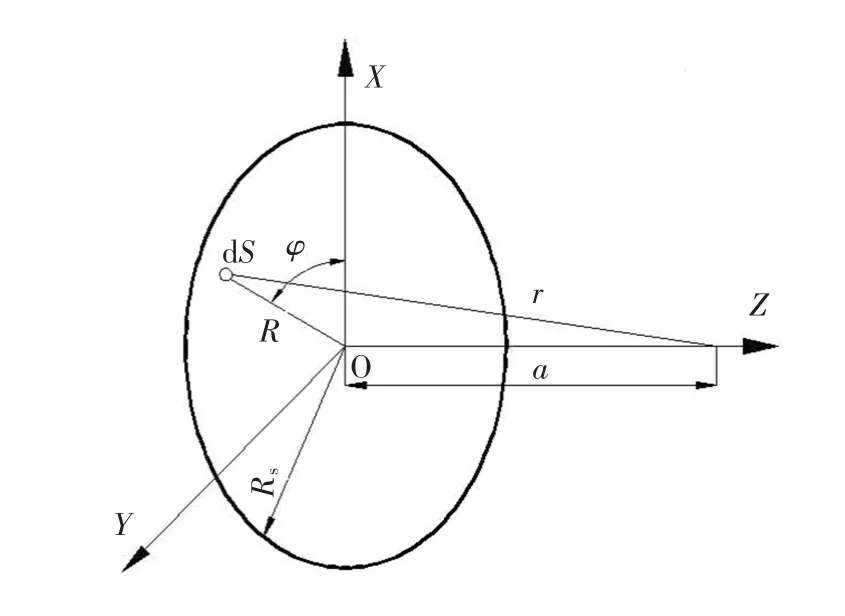
图5 工具杆轴线声压叠加计算示意图
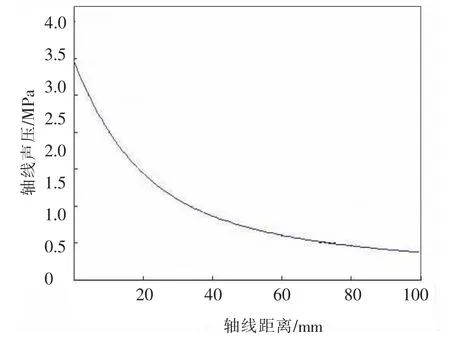
图6 工具杆中心轴线声压分布图
设定a≥2Rs的区域为工具杆辐射声场的远声场,根据指向特性可得远声场区域任一点处的声压振幅为
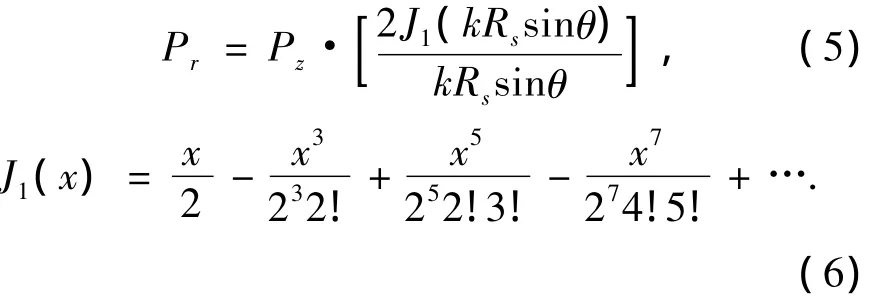
式中:k为波数,θ为声场中任意点与端面中心的连线和中心轴线的夹角,J1(x)为一阶贝塞尔函数.将各已知参数代入式(5),得到远声场区任意点处的声压幅值Pr随轴线距离a和夹角θ的变化趋势,如图7所示,任意点处的声压幅值都小于1 MPa,声压幅值随轴线距离和夹角的增加而减小,且随轴线距离的减小速率较大.在a<2Rs的区域(近声场区域),任意点处的声压幅值计算非常复杂,经数值计算发现,近声场区辐射的声场声压平均值近似等于同距离轴线上的声压值[13].由图6可知,在轴线距离约大于30 mm的位置处,声压幅值已低于1 MPa.铝合金熔体中的空化值约为1 MPa[14].根据以上计算结果,可得熔体中的空化范围为工具杆下约30 mm的区域内.
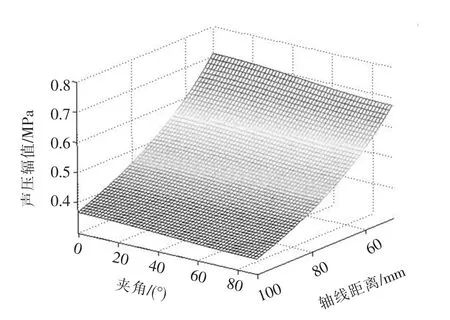
图7 远声场任意点声压分布图
2.2 铸锭凝固组织分析
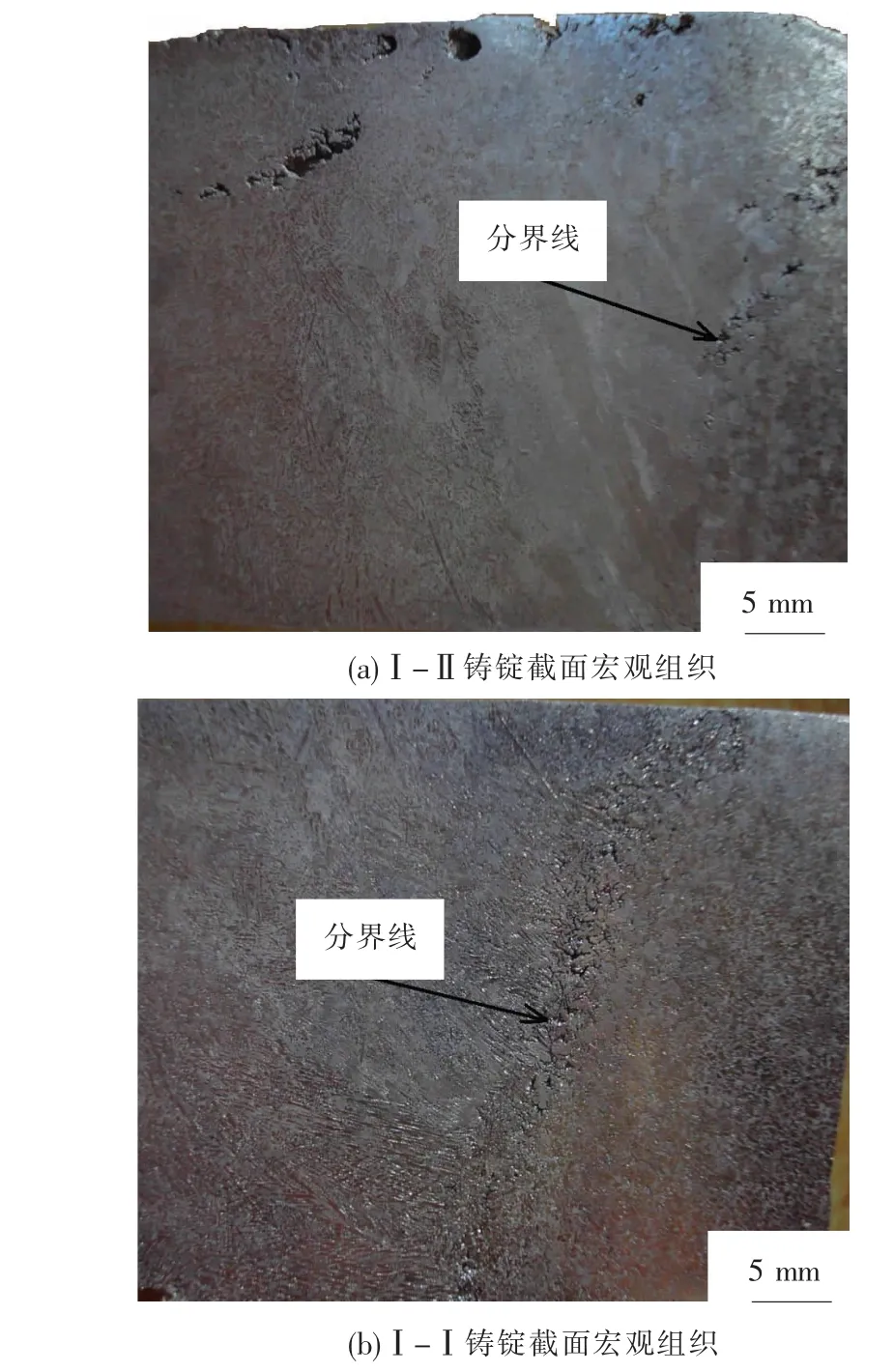
图8 铸锭宏观组织
铸锭宏观组织如图8所示,处于工具杆下端的凝固组织全部得到细化,晶粒在整个面内呈均匀分布,在工具杆端面位置处靠近铸锭的边缘有一条明显的分界线,即图3中Ⅰ-Ⅰ和Ⅰ-Ⅱ两块样品面上有一条自工具杆端面位置向铸锭边延伸的分界线,分界线两端的组织呈现完全不同的样貌.在分界线的左端,组织粗大,枝晶非常发达,并且连成一体,局部存在着夹杂以及缩孔的缺陷;在分界线的右端,组织细密均匀,与左端的组织呈现强烈的对比.微观金相图也反映了类似的现象,图9(a)和图9(b)分别为分界线左端和右端组织的金相图,可以看出,分界线左端组织呈枝晶状分布,分界线右端为等轴晶组织,两者形成明显的对比.
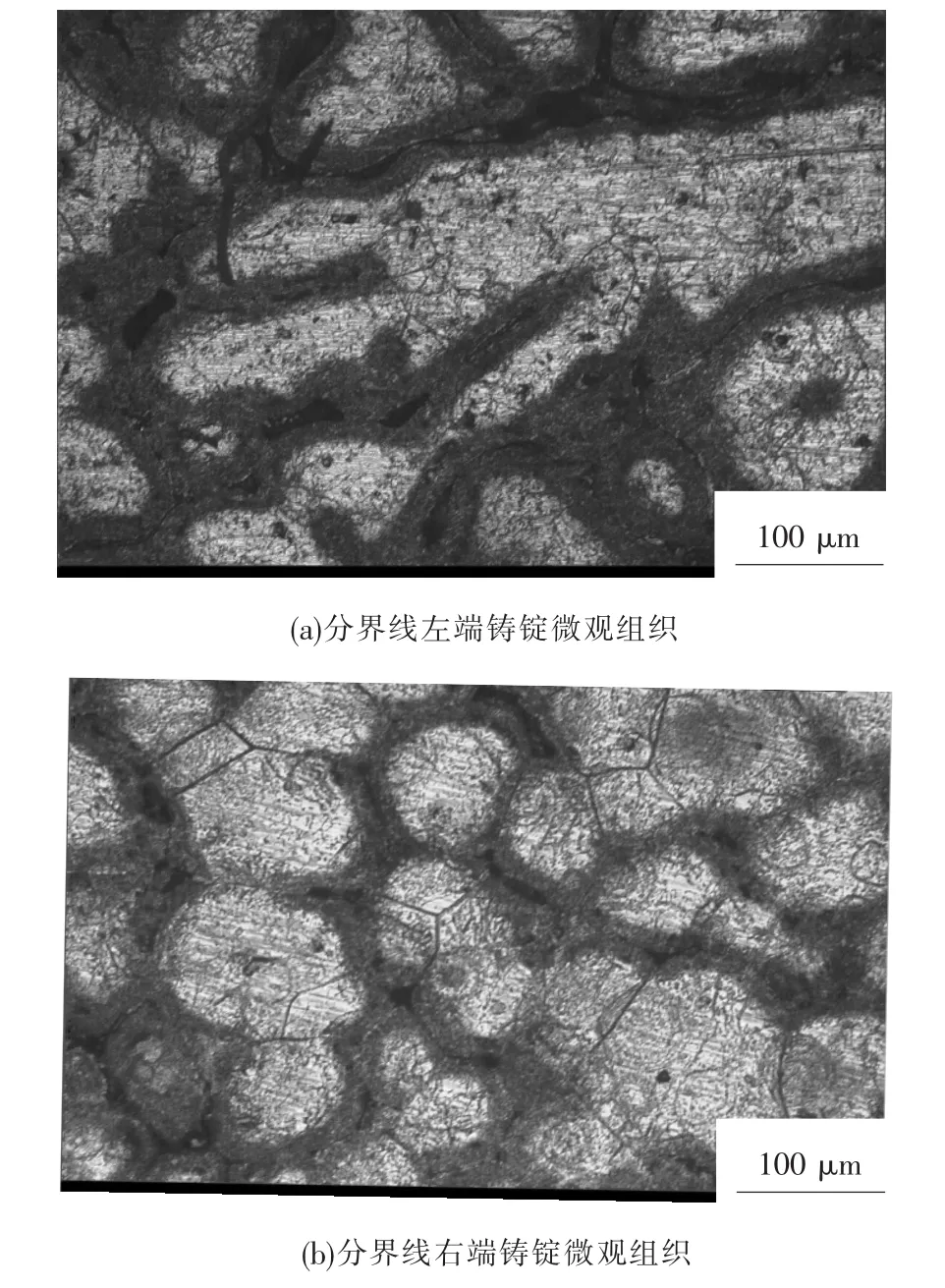
图9 铸锭微观组织
超声的开始作用温度为液相线温度,此时熔体中已开始有液相转为固相的趋势.当强超声作用于熔体时,由于纵波的作用,金属溶液中的液体分子受到周期性的交变声压作用,当声压超过一定值时,在熔体的脆弱点处由负声压作用形成空化泡和空穴,之后,正声压使前期受拉应力作用形成、又由于惯性继续长大的空化泡和空穴以极高的速度闭合或崩溃,在气泡崩溃瞬间将形成强烈的冲击波,导致液体内产生局部的高温高压,这就是所谓的空化现象.长大中的空化气泡从周围的熔体中大量吸收热量,造成周围熔体的局部深度过冷,过冷度是晶体形核的动力,因此在局部区域内形成了大量的晶核.在气泡崩溃破灭的过程中,释放出的巨大冲击波会使刚形成的晶核进一步细化,并且击碎凝固过程中正在长大的枝晶,形成更多的晶核,为接下来等轴晶的形成创造好的条件.
由前面的计算可知,在本次试验条件下,熔体中的空化范围为工具杆端面下约30 mm的区域范围内,但从试验结果得到的凝固组织发现,整个铸锭组织除了工具杆端面以上至液面的区域内没有得到细化外,其他区域都得到了均匀的等轴晶组织,即整个工具杆端面以下区域内的组织在凝固过程中都受到了超声的作用.当超声对坩埚内的熔体作用时,坩埚处于炉内冷却凝固的条件下,电阻丝炉的保温效果好,熔体中的温度梯度较小,熔体中的热对流作用不强烈,超声在熔体中作用时所引发的人工对流规模远远大于其自然对流.超声在熔体中作用时,由于声压与熔体的粘滞力相互作用,导致超声振幅随着作用距离的增加而衰减,形成了一定的压力梯度,熔体介质吸收了波的动量,使其本身产生了流动,即形成了所谓的声流效应[15-16],如图10所示.声流既把空化范围内形成的等轴晶及有效形核质点转移到其他区域,又把其他区域内的熔体带到空化范围内,使其形成等轴晶和更多的形核质点,这样通过声流以及空化的双重作用,工具杆端面下的组织都受到了超声的作用得到细化.同时可以发现,工具杆端面之上的区域并没有得到超声的作用,这意味着声流并没有到达这些区域,与Eskin的观点[9]一致.
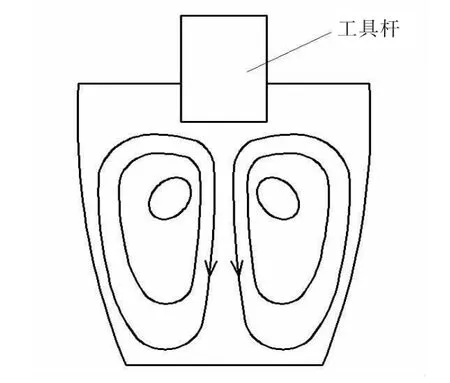
图10 声流分布示意图
3 结论
1)在铝合金熔体中导入超声波,其凝固组织明显细化,且呈等轴晶状均匀分布.
2)超声波引起的铝合金熔体中空化范围为工具杆端面下约30 mm的区域内.
3)虽然超声波在熔体中的有效空化区域不是很大,但在声流效应的作用下,工具杆端面下的凝固组织都得到了均匀细化,而工具杆端面以上组织并不能受到超声的作用,在工具杆端面往铸锭边上有一明显的作用区域分界线,分界线两边呈现截然不同的组织特征.
[1]张小明,张廷杰.多向锻造对改善7075铝合金性能的作用[J].稀有金属材料与工程,2003,32(5):372 -374.
[2]ESKIN G I.Broad prospects for commercial application of the ultrasonic(cavitation)melt treatment of light alloys[J].Ultrasonics Sonochemistry,2001,8(3):319-325.
[3]LI Y L,FENG H K,CAO F R,et al.Effect of high density ultrasonic on the microstructure and refining property of Al-5Ti-0.25C grain refiner alloy[J].Materials Science and Engineering A,2008,487(2):518-523.
[4]LIU X,OSAWA Y,TAKAMORI S,et al.Microstructure and mechanical properties of AZ91 alloy produced with ultrasonic vibration[J].Materials Science and Engineering A,2008,487(1):120-123.
[5]大野笃美.金属的凝固理论、实践及应用[M].邢建东,译.北京:机械工业出版社,1990.
[6]范金辉,翟启杰.物理场对金属凝固组织的应用[J].中国有色金属学报,2002,12(1):11-17.
[7]JIAN X,XU H,MEEK T T,et al.Effect of power ultrasound on solidification of aluminum A356 alloy[J].Materials Letters,2005,59(2):190-193.
[8]马立群,舒光冀,陈锋,等.金属熔体在超声场中凝固的研究[J].材料科学与工程,1995,13(4):2-7.
[9]ESKIN G I.Ultrasonic treatment of light alloy melts[M].Amsterdam:Gordon&Breach,1998.
[10]刘荣光.超声波在铝熔体中的声场分布和空化效应及其对凝固过程影响[D].长沙:中南大学,2007.
[11]冯伟骏.功率超声对Pb-Sn合金凝固行为的影响[D].大连:大连理工大学,2004.
[12]《超声波探伤》编写组.超声波探伤[M].北京:水利电力出版社,1985.
[13]杜功焕,朱哲民,龚秀芬.声学基础[M].南京:南京大学出版社,2001.
[14]ESKIN G I.Principles of ultrasonic treatment application for light alloys melts[J].Advanced Performance Materials,1997,4(2):223-232.
[15]李新涛,赵建强,宁绍斌,等.功率超声对水平连铸Al-1%Si合金凝固的影响[J].稀有金属材料与工程,2006,35(增2):284-287.
[16]KUMAR A,KUMARESAN T,ANIRUDDHA B P,et al.Characterization of flow phenomena induced by ultrasonic horn[J].Chemical Engineering Science, 2006,61(22):7410-7420.
Efficient refining zone of ultrasonic sonication on the industrial aluminum alloy melt
XIE En-hua,LI Xiao-qian
(Key Laboratory of Modern Complex Equipment Design and Extreme Manufacturing of Ministry of Education,School of Mechanical and Electrical Engineering,Central South University,Changsha 410083,China,E-mail:xieenhuacsu@163.com)
In order to discuss the extent of grain refinement on the solidification structure,ultrasonic vibration was imposed on aluminum alloy melt during the liquid temperature and 575℃.The experimental results show that there is an obvious borderline in the area from the radiator′s face to the boundary of the ingot.The structure of one side of the borderline is absolutely different from the other′s.Structures below the radiator′s face are all well refined while those of the other side are coarse and of dendritic.Ultrasound induces cavitation and acoustic streaming in the melt.Calculation results indicate that the area of 30 mm below the radiator′s face is the efficient cavitation area in the melt.The acoustic streaming tranferes the effective nuclei and equiaxed grains from the cavitation area to other areas and brings the melt in those areas back,thus forming equiaxed grains and more effective nuclei.Subjected by the duple action of cavitation and acoustic streaming,the structures below the face are all refined at last.
power ultrasound;acoustic pressure distribution;cavitation area;acoustic streaming effect;solidification structure;efficient extent
TB559;TG249.9文献标识码:A文章编号:1005-0299(2010)02-0149-05
2008-09-03.
国家重点基础研究发展计划资助项目(2005CB23707).
谢恩华(1984-),男,硕士研究生;
李晓谦(1958-),男,教授,博士生导师.
(编辑 程利冬)
猜你喜欢
钢铁钒钛(2023年5期)2023-11-17 08:48:34
铝加工(2023年2期)2023-05-09 06:04:24
数学物理学报(2022年4期)2022-08-22 04:09:20
湖南有色金属(2021年2期)2021-04-25 00:55:34
有色金属加工(2021年1期)2021-02-23 12:50:18
热处理技术与装备(2020年2期)2020-06-29 06:16:40
汽车工程(2018年12期)2019-01-29 06:46:36
厦门理工学院学报(2016年1期)2016-12-01 04:50:53
水利科技与经济(2016年7期)2016-04-25 13:03:00
电测与仪表(2016年9期)2016-04-12 00:30:02