
球铁曲轴圆角滚压强化工艺
2010-11-29 00:54李海国袁树岚徐庆杰路俊峰滨州海得曲轴有限责任公司山东56606中海沥青股份有限公司山东5660
中国重型装备 2010年4期
李海国 袁树岚 徐庆杰 张 东 路俊峰(.滨州海得曲轴有限责任公司,山东56606;.中海沥青股份有限公司,山东5660)
工艺
球铁曲轴圆角滚压强化工艺
李海国1袁树岚2徐庆杰1张 东1路俊峰1
(1.滨州海得曲轴有限责任公司,山东256606;2.中海沥青股份有限公司,山东256601)
圆角滚压工艺可大幅度提高曲轴的疲劳强度和运行可靠性,通过控制液压凸起缺陷,补偿滚压涨量可以生产出满足性能要求的高质量球铁曲轴。
曲轴;圆角滚压;强化
随着发动机向增压、大功率、高可靠性、低排放方向发展,发动机企业为了提高发动机的功率对发动机进行了强化,如在原发动机上增压、扩缸、提高转速,由汽油机发展为柴油机等。随着发动机功率的提高,曲轴的负荷也会加大。如何保证曲轴在高负荷下的使用性能,是我们急需解决的问题。提高曲轴强度的方式通常有两种:改变结构尺寸或者改变材质。结构尺寸变化会引起整机结构发生变化,改变材质,如由QT800-2改为42CrMo会使原材料和加工成本大幅增加。所以,这两种方式都不是最佳方式。如何在不改变结构尺寸的情况下,让球铁曲轴达到钢轴的性能,是我们的研究目标。
球铁曲轴之所以不能满足大功率发动机的性能要求,一个最主要的原因就是疲劳强度较低,运行过程中极易发生曲轴疲劳断裂,造成整个发动机损坏。可见要想实现曲轴“以铁代钢”,必须提高球铁曲轴的抗疲劳强度。提高曲轴疲劳强度常用的强化工艺大致有以下五种:
(1)氮化。曲轴氮化包括气体软氮化、离子氮化和盐浴氮化等。氮化能提高曲轴疲劳强度20%~60%,适用于各类曲轴。
(2)喷丸。曲轴经喷丸处理后能提高疲劳强度20%~40%,但因喷丸时须保护轴颈表面,故较少采用。
(3)圆角与轴颈同时感应淬火。该强化方式应用于球铁曲轴时,能提高疲劳强度20%,而应用于钢轴时,则能提高100%以上,故在钢轴中应用比较普遍。
(4)圆角滚压。球铁曲轴经圆角滚压后寿命可提高80%~200%,钢轴经圆角滚压后寿命可提高70%~150%。
(5)复合强化。就是应用多种强化工艺对曲轴进行强化处理,例如曲轴轴颈氮化加圆角滚压工艺等。
由以上介绍可知,圆角滚压对提高曲轴疲劳强度有显著作用,因此它成为曲轴“以铁代钢”的关键工艺。
1 曲轴疲劳断裂原因和圆角滚压强化机理
1.1 曲轴疲劳断裂的原因
曲轴在发动机中工作时承受很大的弯曲应力和扭转应力。曲拐顶部受压力P时,曲拐两内侧圆角过渡处表现为拉应力,主轴圆角过渡处则为压应力,如图1所示。另外,曲轴还承受惯性力矩、输出扭矩、扭振力矩,受力情况十分复杂。
曲轴在工作中承受交变载荷,圆角过渡处属于薄弱环节,尤其是主轴颈和连杆颈的过渡处更为严重。由于轴颈经过磨削加工后留下的刀痕引起的应力集中,再加之过渡圆角处本身就存在较强的应力集中,在长时间的循环后便会产生裂纹,最终发生疲劳断裂。

图1 曲轴受压力P时的应力分布图Figure 1 Crank shaft stress pattern suffered by pressure P
1.2 曲轴圆角滚压强化机理
曲轴的圆角滚压(见图2),就是利用滚轮的压力作用,在曲轴的主轴颈和连杆颈过渡圆角处形成一条滚压塑性变形带,这条塑性变形带具有以下特点:
(1)产生了残余压应力,可与曲轴在工作时的拉应力抵消或部分抵消,从而提高疲劳强度。
(2)硬度提高。滚压使圆角处形成高硬度致密层,使曲轴机械强度和疲劳强度得到提高。
(3)表面粗糙度降低。圆角滚压可使圆角表面粗糙度达到Ra0.2 μm以下,从而大大减小圆角处的应力集中,提高了疲劳强度。
为了保证经圆角滚压强化后的曲轴符合使用要求,我们进行了疲劳试验验证。以朝柴4105球铁曲轴为例,经圆角滚压强化后,其安全系数n(50%)≈1.9,n(99.9%)≈1.81,完全满足安全系数大于1.8的技术要求。
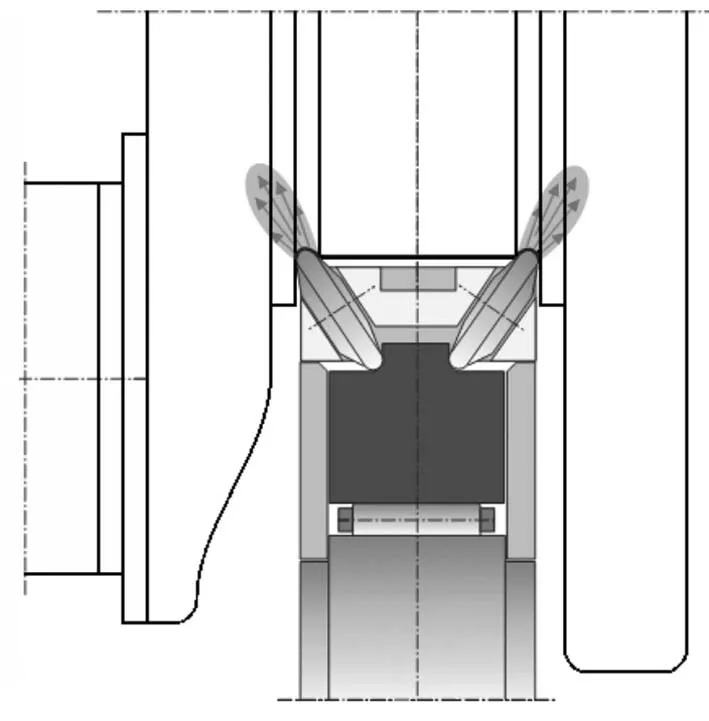
图2 曲轴圆角滚压示意图Figure 2 Schematic diagram for crank shaft fillet rolling
2 圆角滚压变形工艺分析
虽然曲轴圆角滚压强化工艺是提高曲轴疲劳强度最有效的手段之一,是实现曲轴“以铁代钢”的关键工艺,但经圆角滚压后的曲轴产品,由于内部应力的重新分布,必然存在较大的物理变形,如果不对工艺参数进行优化,很容易造成批量产品不合格。所以要认真研究圆角滚压工艺,最大程度地发挥曲轴圆角滚压工艺的优势。
2.1 曲轴圆角滚压凸起问题
对于爆发压力在12 MPa以下、经疲劳试验满足疲劳弯矩要求的发动机,可采用外圆角滚压工艺(滚压前不切沉割槽)。该工艺简单易行,成本低。其滚压工艺一般排在精磨抛光之后,由于轴颈经过精磨后滚压,滚压后在圆角与轴颈过渡处会产生滚压凸起。由于滚压冷作硬化的缘故,该凸起部位硬度较高,不易修复,成为圆角滚压的一个副产品——滚压工艺缺陷。主机厂一般很难接受这一“缺陷”,因此,该工艺较难推广。随着圆角滚压工艺的推进以及工艺人员对圆角滚压工艺的深入认识,有的发动机厂已经开始接受这一“缺陷”,但接受的前提是通过计算和试验,保证滚压缺陷在发动机长期工作中不致产生轴瓦接触边缘负荷现象。
图3是滚压凸起示意图。如图所示:最大滚压凸起τ是滚压力P、滚压圆角R、曲轴基体硬度H的函数:f(τ)=f(P)+f(R)+f(H)。
试验表明,只要轴颈上轴瓦边缘处即距轴侧面(B1-B2)/2处凸起τb不超过0.003 mm,就不会发生轴瓦负荷现象。

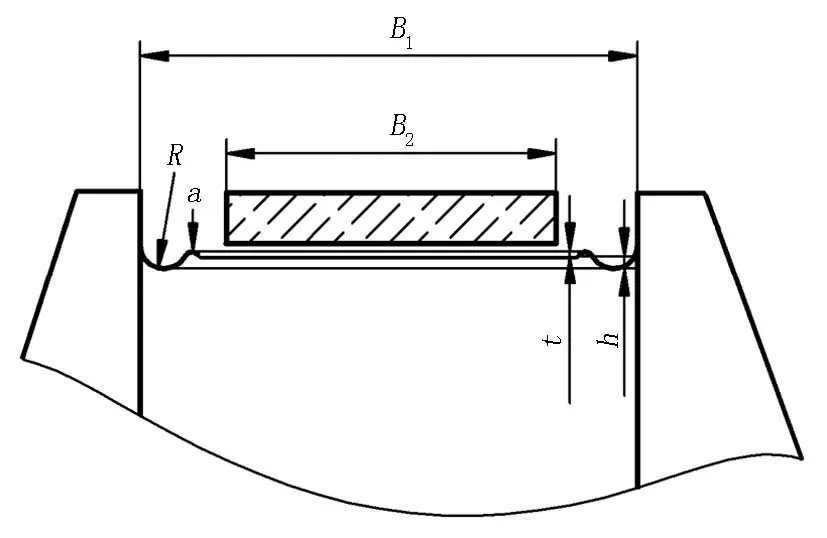
图3 滚压凸起示意图Figure 3 Schematic diagram for rolling bulge
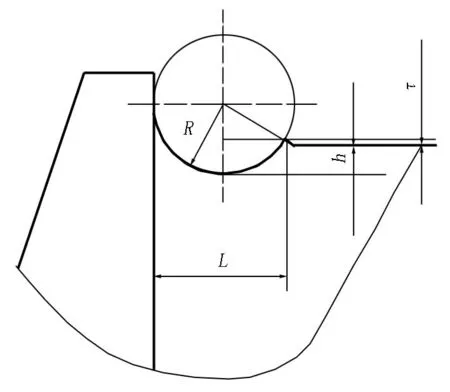
图4 放大图Figure 4 Enlarged drawing
其中,R为滚轮半径;h是曲轴基体硬度H的函数;h=f(H),可通过试验得到;τ为滚压凸起量。
2.2 曲轴圆角滚压轴向变形问题
柴油机曲轴一般采用的强化工艺是曲轴轴颈表面氮化+圆角滚压的复合强化工艺。生产线上先是将曲轴圆角沉割加工成型(此时轴颈也已加工到成品尺寸),再送氮化工序,氮化后再抛光处理,最后进行圆角滚压强化。检测滚压后的曲轴发现长度尺寸发生了变化,也就是说滚压使得曲轴变长了。由于此时的曲轴分档和档宽尺寸已是最终尺寸,无法再进行加工,因此造成了大批的不合格品,部分曲轴甚至报废。
轿车曲轴的强化工艺多为圆角深滚压工艺。只不过圆角切槽和滚压工序属于粗加工工序,经检测也同样存在滚压使曲轴变长的现象。虽是粗加工工序,但是滚压涨量造成了曲轴轴颈侧面的偏磨,也造成部分产品不合格,甚至报废。

图5 某型号曲轴部分分档和档宽尺寸Figure 5 Step division and step width of crank shaft
我们对某型号曲轴(材料QT800-4,尺寸见图5)进行了工艺试验,对滚压前后的主轴分档和档宽尺寸变化进行了对比。
试验清楚地表明,经圆角滚压后的曲轴分档长度都有了增长,而且是四分档尺寸增长的幅度高于任何其它分档尺寸。这是因为四分档尺寸涨量累计了所有主轴颈(包括连杆轴颈)滚压后的涨量,而从档宽的尺寸增长来看,也验证了这一点。
因此我们在编制工艺文件时必须考虑这一因素,在相关工序将滚压涨量作为参数补偿反映到工序卡片中。
实践证明,各种曲轴圆角滚压的涨量情况比较复杂,它跟曲轴的形状结构、材料的延伸率、滚压力的大小等有着密切的关系,是各种因素综合作用的结果。在实际生产中,只有在稳定的生产条件下,通过工艺试验,摸索出滚压增长的规律,制定合理的工艺参数,才能正确的指导生产。
3 结束语
圆角滚压对提高曲轴疲劳强度有显著作用,是曲轴“以铁代钢”的关键工艺。近年来,海得曲轴公司利用圆角滚压这一核心技术共生产了近50万条曲轴,仅东风朝柴公司装机量就接近20万台,累计节约成本6 000万元以上,创造了巨大的经济效益。
[1] 唐琦,等.用深滚压技术提高曲轴疲劳强度的应用研究.2007全国发动机曲轴及材料强度研讨会论文集.2007.
[2] 王守河,等.球铁曲轴圆角滚压工艺研究及推广.2007全国发动机曲轴及材料强度研讨会论文集.2007.
[3] 李海国.曲轴圆角滚压形变工艺研究.汽车制造业,2009,1.
[4] 程绍桐,等.氮化+圆角滚压复合强化球墨铸铁曲轴的应用研究.内燃机配件,2006,1.
[5] 程绍桐,等.柴油机曲轴可靠性辩析.2007全国发动机曲轴及材料强度研讨会论文集.2007.
[6] 余先涛,等.曲轴圆角滚压强化系统设计.机械制造,2001,10.
[7] 刘长吉.当代曲轴机械加工工艺探讨.机械工业部第三设计院,1995.
[8] 罗瑞立,等.试验论证465Q-1A发动机曲轴的疲劳强度.装备制造技术,2008,9.
Fillet Rolling Strengthening Technology for Magnesium Iron Crank Shaft
LiHaiguo,XuQingjie,ZhangDong,LuJunfeng
Fillet rolling technology can improve the fatigue strength and operational reliability of crank shaft. The high qualified magnesium iron crank shaft meeting the performance requirement can be produced by controlling hydraulic bulge defect and compensating rolling increasement.
crank shaft; fillet rolling; strenghen
U464.133+.3
B
2010—06—11
李海国(1969—),男,滨州海得曲轴有限责任公司主任工程师,主要从事曲轴工艺装备和专用机床的设计。
编辑 杜青泉
猜你喜欢
新能源进展(2022年3期)2022-07-02
电子技术与软件工程(2021年8期)2021-06-16
陶瓷学报(2021年1期)2021-04-13
粉末冶金技术(2021年1期)2021-03-29
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
热处理技术与装备(2019年1期)2019-03-14
制造技术与机床(2018年10期)2018-10-13
柴油机设计与制造(2018年3期)2018-10-13
电子制作(2018年12期)2018-08-01
