
Y型杆接头车床夹具设计及应用
2010-11-28 05:00张莹
制造技术与机床 2010年6期
张 莹
(大连机床集团金益机械有限公司,辽宁大连 116021)
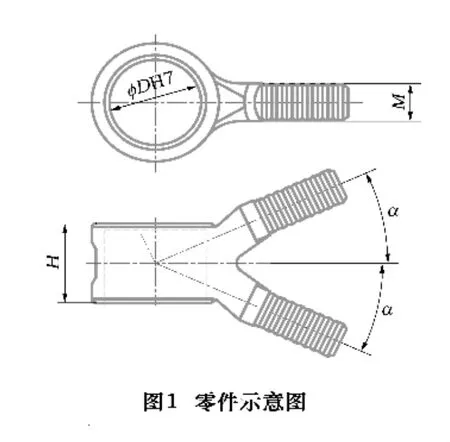
我公司前期承揽了安达公司汽车Y型杆接头的加工业务,该工件(图1)材质为45#铸钢,结构特殊,属异型加工件,各部分尺寸加工精度要求较高,且测量困难。
1 零件分析及夹具设计方案的确定
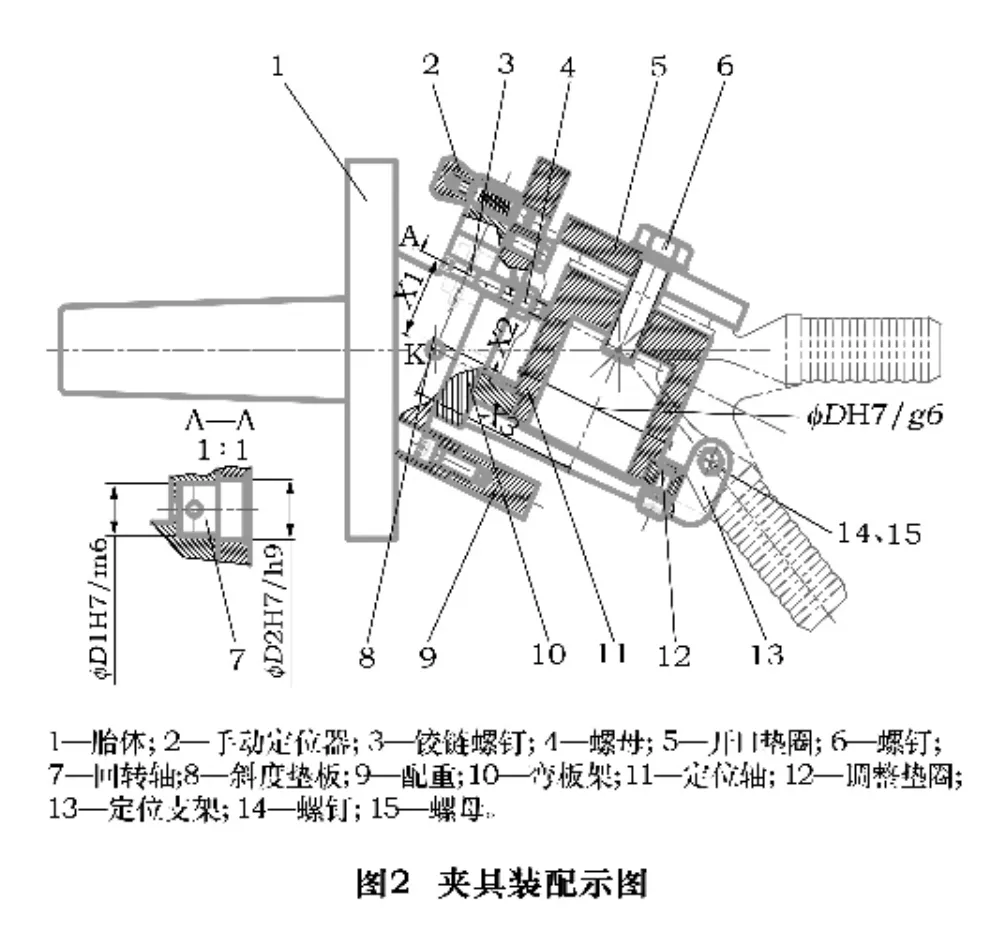
通过产品零件图可知,该工件右端的两相交轴在同一平面内,各部分尺寸相同相对于O-O'轴对称,且相交于左端ΦDH7孔的轴线上。加工中需要保证右端两轴与左端ΦDH7孔之间的尺寸。根据工艺要求,先将左端ΦDH7孔及端面加工出来,然后在数控车床CKA6150上利用已加工好的ΦDH7孔、H尺寸下端面、及M尺寸左侧面作为定位基准,再加工两交叉轴上各部。由于车床上被加工的两轴与定位基准不在同一回转轴线上,使用普通三爪卡盘装夹无法完成以上加工要求,需要设计一套专用车床夹具。为保证工件尺寸及位置精度,要求夹具具有转位分度装置,通过一次定位装夹在加工完一个轴后,利用夹具体的转位分度来调整工件位置,再完成另一轴的加工。该夹具主要有定位轴、定位支架、弯板架、手动分度定位器、铰链螺栓、胎体及斜度垫板等组成(图2)。
2 夹具定位、夹紧方案及元件设计
根据工艺要求以已加工好的ΦDH7孔、H尺寸下端面及M尺寸左侧面作为定位基准,在ΦDH7孔内用定位轴11定位,定位轴下端固定在90°弯板架10上。工件H尺寸下端面与弯板架10上的调整垫圈12贴紧,工件上端采用螺旋夹紧机构利用螺钉6、开口垫圈5将工件夹紧。为防止工件绕定位轴11轴线方向转动,在工件下方设计定位支架13,利用螺钉14,螺母15在M尺寸左侧设可调支承利用毛坯面调整定位,从另一侧锁紧(图中未画出)。
3 转位分度装置设计
转位分度装置采用回转式转位方式,胎体1及固定在胎体上的斜度垫板8作为分度装置的固定部分与机床相连接,90°弯板架10作为分度装置的回转部分充当回转盘相对于胎体上的斜度垫板8回转。加工时先按图2中所示位置加工完第一个轴后,将手动定位器2从第一个分度孔中拔出,使弯板架连同工件绕回转轴7的轴线相对于斜度垫板回转180°后,再将手动定位器2对定插入另一分度孔内完成转位。最后利用螺母4将链接在胎体斜度垫板两侧的2个铰链螺钉3锁紧在弯板架的两U型槽中,使胎体1和弯板架10固定在一起。
4 胎体设计及与机床的连接形式
车床夹具对机床主轴的连接精度对夹具的回转精度具有很大影响,因此夹具的回转轴线与机床主轴轴线有很高的同轴度要求。本套夹具胎体通过莫氏锥柄安装在车床主轴锥孔内,用螺栓拉紧。为保证工件定位后被加工面回转轴线与主轴的回转轴线同轴解决夹具在制造、装配中的测量问题。该夹具在设计时在胎体的斜度垫板上设置了工艺孔K。夹具的制造、装配过程中可通过控制工艺孔到各装配面的尺寸(X1、X2、X3)对夹具进行调整,以保证夹具的定位精度。
另外,为避免工件加工中数控车床回转不平衡而产生振动,夹具在胎体上还设置了平衡配重块。
5 应用效果
经过我公司机工车间现场使用,利用该夹具加工定位精度高,装夹可靠,工件拆装方便,加工出的工件能满足产品质量要求,已得到安达公司的认可。
[1]陈立德.工装设计[M].上海:上海交通大学出版社,1999.
[2]张建中,朱瑛,于超.机械制造工艺学[M].北京:国防工业出版社,2009.
[3]杨黎明.机械零件设计手册[M].北京:国防工业出版社,1993.
猜你喜欢
轮胎工业(2022年7期)2022-11-25
中国金属通报(2020年4期)2020-07-04
学生导报·东方少年(2019年16期)2019-07-02
钻探工程(2019年3期)2019-03-22
钻探工程(2019年1期)2019-02-13
小猕猴智力画刊(2018年6期)2018-07-08
奥秘(创新大赛)(2018年3期)2018-07-03
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
天津科技大学学报(2015年6期)2015-04-16
