
基于Pro/E的二次开发
2010-11-28 05:00胡育辉
制造技术与机床 2010年8期
胡育辉
(沈阳职业技术学院,辽宁沈阳 100043)
目前,基于Pro/E二次开发的参数管理部分,都是查询到数据后,再由手工填写到指定位置。而Pro/E现有参数管理对话框中是英文参数,如主轴转速为SPINDLE SPEEDE,切削速度为CUT FEED,背吃刀量为STEP_DEPTH(步长深度)等。即便是查询到数据,向指定位置填写对技术工人来讲也有一定难度。针对这一现象,笔者把参数管理这部分做成能够生成一个Pro/E可读的文件,直接通过检索就可把参数自动写入Pro/E中,无需再找对应英文参数去写,而且在每次设计优化刀路时,前置参数的所有设置就只需检索一个已设置好的文件就可以,大大减少了重复输入过程,提高了新产品研发功能。
本系统是基于Pro/E下的榴弹自动编程子系统,使用Visual C++6.0开发工具及Pro/Toolkit,开发了榴弹CNC系统,实现了基于Pro/E下的数控车、铣、钻、镗等加工方法的加工参数手册查询、经验查询、删除、修改、保存及G代码的管理功能,加强了数字化管理能力,提高了工作效率。
1 系统的功能模块
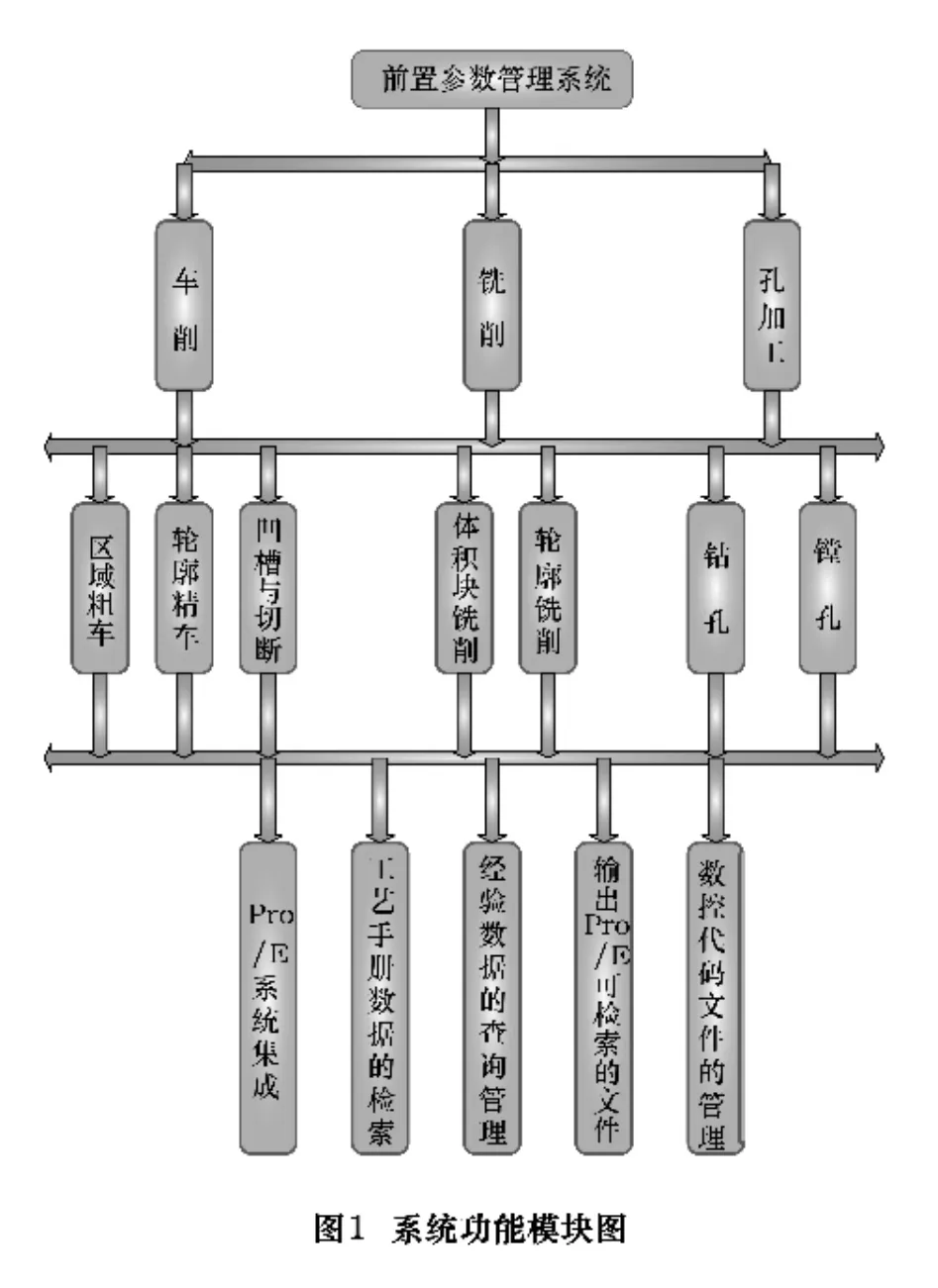
本系统参数管理可以实现对车、铣、钻、镗等加工类型的加工参数的查询,依据加工零件的材料、表面粗糙度等质量要求,所选刀具等因素,查询到合适的加工参数(推荐范围),也可依据经验数据库查询,并可供用户修改此参数,最后确认生成一个Pro/E可检索的文件,以供Pro/E生成刀位文件。本系统在车削加工中提供了粗车、精车、切断与切槽三部分的工艺参数管理,在铣削和镗削中分别提供了粗加工和精加工的工艺参数管理,在各部分所实现的功能基本相似。本系统主要实现的功能有Pro/E系统集成、工艺手册数据的检索、经验数据的查询及管理、生成Pro/E可检索的文件及数控代码文件的管理等。系统的功能模块图如图1所示。
2 库结构设计
2.1 工艺手册数据库
工艺手册数控库中含有数控车削、铣削、钻、镗等加工参数的表,表的结构图一般都包括刀具材料、加工类型、刀具直径、主轴转速、切削速度、进给量等参数,用户可根据刀具材料、直径、加工的类型(粗、精加工)查询出相应的主轴转速、切削速度、进给量等加工参数。每张表结构都不完全一致,但大体相同,表1为工艺手册铣削加工参数表结构。
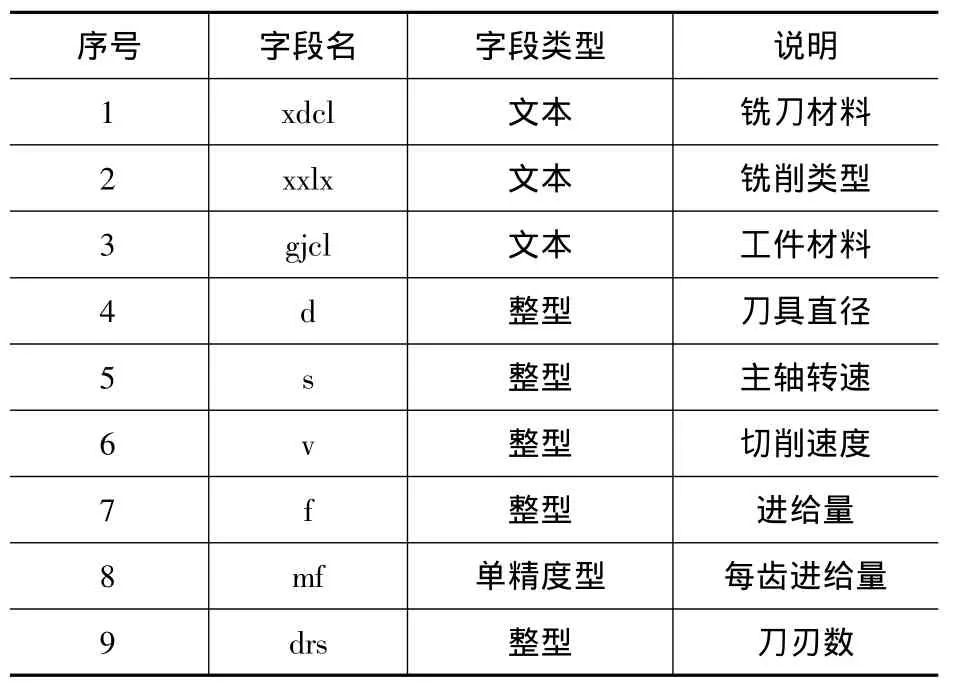
表1 工艺手册数据库铣削加工参数结构表
2.2 经验数据库
对经验数据,这里将其按所属的弹种、产品代码、工序名进行存储,并提供了按这三种方式进行检索的功能。
3 功能的实现
本系统主要实现的功能有Pro/E系统集成、工艺手册数据的检索、经验数据的查询及管理、生成Pro/E可检索的文件及数控代码文件的管理等。
3.1 Pro/E系统集成
该部分利用Pro/Toolkit技术将所开发的参数管理子系统集成到Pro/E软件中(图2),在利用Pro/E软件进行数控加工编程时可很方便地调用本系统进行参数的管理及向CAM中输入参数。

3.2 工艺手册数据的检索
此项功能基本是按照手工检索工艺手册的思路进行算法的设计。例如在车削加工时,用户根据工件材料、刀具材料、工件直径、车刀刀杆尺寸等条件可检索出当前工序加工的加工参数。这里其参数为一定范围的值,用户可根据具体加工情况进行选择。
3.3 经验数据的查询及管理
对经验数据,这里将其按所属的弹种、产品代码、工序名进行存贮,并提供了按这三种方式进行检索的功能。如图3为车削经验数据的查询及管理界面。另外,对该数据库中的内容提供了数据管理的界面,可进行录入操作,其它数据库操作由集成平台进行管理。

3.4 输出Pro/E可检索的文件
通过输出按钮将界面中的工艺参数及刀具号等信息形成Pro/E的刀具信息文件,该文件中包含该工序所采用的刀具信息及相关的工艺信息,进而完成工艺信息向CAM中的输入;针对车间数控机床的不同,设置了相应的后置处理文件,从而生成应用于不同数控机床的数控加工程序。图4为输出区域车削文件。

3.5 数控代码文件的管理
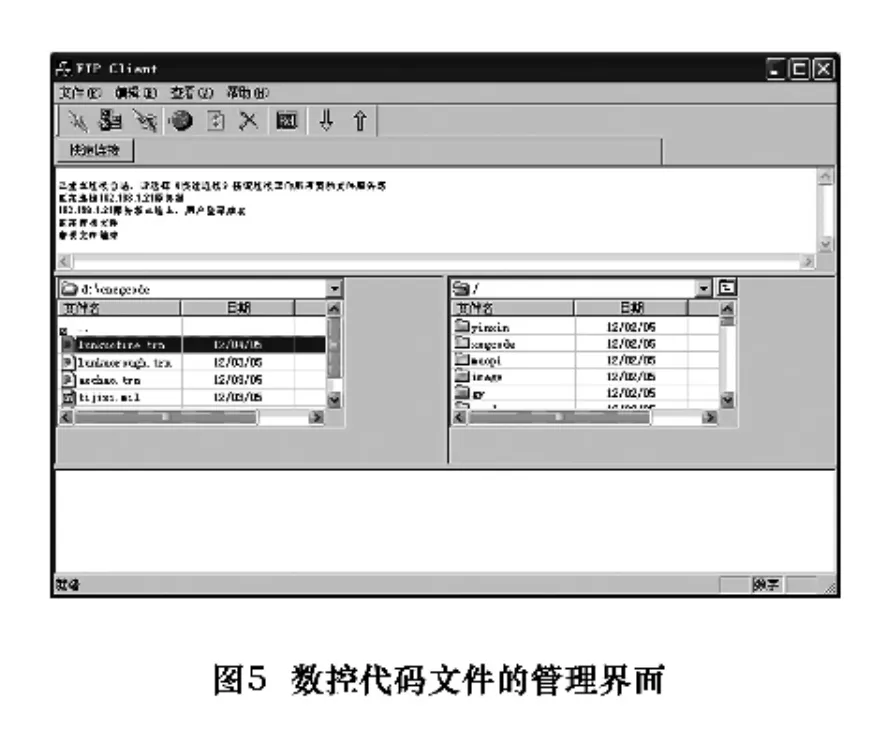
通过ftp将生成的数控代码文件向服务器进行上传,从而实现资源的集中管理,各终端计算机可从服务器将需要的数控程序下载到本地机,进而通过传输系统向相应的数控机床进行传输来实现零件的数控加工。点击车削经验数据的查询及管理界面的上传文件图标,就可以调出数控代码文件管理界面(如图5),实现上传(如图6)和下载G代码。

4 结语
本系统主要针对加工参数管理做了细致的研究。加工参数管理是利用数据库对加工参数进行有效的管理,包括车削、铣削、钻削及镗削一些典型加工方法的切削参数、进给量、切削速度、加工余量、刀具参数及有关特殊加工参数等。通过简捷的界面,全方位的汉化,可以大大减少工程技术人员的工作量,提高加工参数的规范化和统一性,有利于CAM与CAPP的无缝集成以及网络化制造技术的实现。本系统在研制新产品环节上,减少了相应的操作环节,缩短了研发周期,增强了产品的改型能力,加强了数字化管理能力,提高了工作效率,并在企业中得到检验与应用,为企业带来巨大效益。
[1]张滢.Pro/E在NC加工中的二次开发技术研究[J].机械设计与制造,2005(8).
[2]刘超,陈海峰,范晓斌.基于Pro/E二次开发的参数化零件的研究与实现[J].组合机床与自动化加工技术,2009(6).
猜你喜欢
制造技术与机床(2019年11期)2019-12-04
动漫星空(2018年11期)2018-10-26
动漫星空(2018年2期)2018-10-26
动漫星空(2018年9期)2018-10-26
动漫星空(2018年5期)2018-10-26
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
制造技术与机床(2014年1期)2014-03-11
中学生英语·阅读与写作(2008年4期)2008-12-22
文苑·感悟(2008年4期)2008-07-07
