
铁路车辆用大螺栓除锈生产线的设计
2010-11-28 05:00牛金霞白连杰
制造技术与机床 2010年8期
牛金霞 白连杰
(①青海大学机械系,青海西宁810016;①青海华鼎重型机床公司,青海西宁 810000)
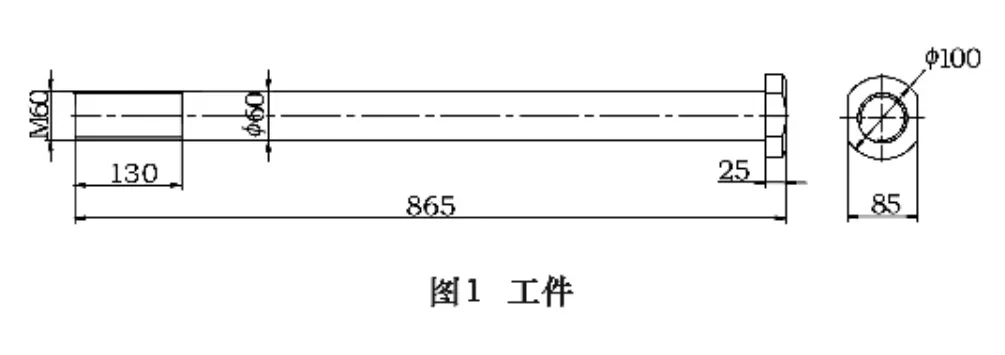
铁路车辆中所使用的大螺栓,公称直径M60 mm,全长865 mm,重量20 kg,经过一段时间使用后就会在表面产生锈蚀,可除锈后再次使用。因此大螺栓的除锈是铁路车辆段上的一项长期工作。但除锈工作生产现状是采用人工方法,将大螺栓靠在旋转的钢丝刷上,人为地旋转工件来进行抛光除锈处理。由于工件重,人工操作劳动强度大,锈尘大,对环境和人体健康不利,并且是单件生产,效率低,大螺栓外圆表面坑纹明显。为改变这种落后工艺,我们设计了大螺栓除锈生产线降低了工人的劳动强度,不会造成环境污染和人员伤害,并且是多件生产,提高了生产效率,大大降低螺栓的磨损度,符合现代化生产要求。
1 大螺栓除锈生产线的总体设计
1.1 生产线的工序安排
提出大螺栓的除锈生产线,就得改变过去的手工作坊式工作方法,以降低工人劳动强度和提高效率为前提进行工序安排。把由人员直接在抛光砂轮机上对大螺栓进行除锈改为机械自动化加工,其工序安排如下:浸泡—除锈—清洗共三步,工序之间的转换实现自动化的运输。要求在生产过程中各溶液不能对工件造成腐蚀等其它损坏,以避免损害工件的使用性能。在除锈时要降低对螺纹部分的磨损,在生产过程中不能对人员和环境产生伤害,在工序转换的过程中实现无人化生产管理模式。
1.2 生产线的设计分析
工件的浸泡是为了溶解铁锈,溶液不能对工件有腐蚀作用,出于保护工人身体健康和减少环境污染的考虑,我们选择煤油作为浸泡液。在除锈过程中,我们还是采用毛刷来进行,但毛刷的材质由以前使用的钢丝改为较软的不锈钢丝。以前是由人工手持工件进行加工,是单件生产,现在要求多件生产,过程无人工手动操作。根据大螺栓的结构特点(图1)及生产工艺流程要求,在设计过程中重点要解决的问题主要有以下几点:第一是工件的合理摆放,装置的设计要体现多件生产能力;第二是根据生产线要求,对运输设备的设计要体现出自动化和工作可靠性;第三也是最重要的设计是除锈主机的设计,它的设计重点是工件的夹持方式,工件与毛刷的工作位置关系等。
2 生产线典型设备的设计
大螺栓除锈生产的过程设计如下:
工件放入螺栓架中(4件为一组)—螺栓架通过磁力吊转入浸泡池中浸泡—螺栓架通过磁力吊转入除锈工作位置—主机从起始位前进至工作位置—主机下降,在活动接头与工件端部接触的同时毛刷将工件夹持,主机慢速旋转自动找正—工作位置正确后主机转速正常—除锈完成后主机旋转停止—主机上升—主机退回原位—螺栓架转入螺栓清洗池中—边走边清洗—转入吹风工序—最后转入螺栓等转区。
下面就除锈主机的设计、螺栓架的设计、毛刷的设计以及运输生产线的设计进行阐述。
2.1 除锈主机的设计
除锈主机是此次设计的重点,主机结构如图2。
主机采用齿轮传动,机械一级减速,主电动机为变频电动机。主电动机带动4个行星轮传动,行星轮带动工件旋转,同时主机可进行整体的上下移动和前后移动来保证与工件的工作位置。
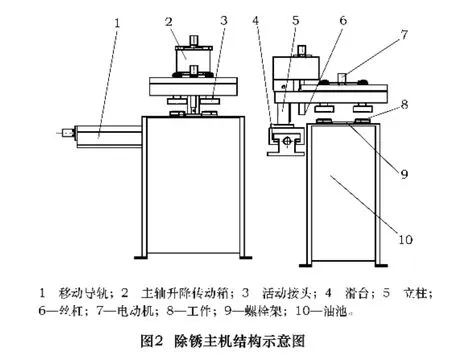
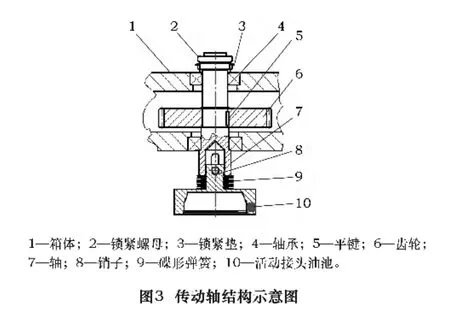
它主要解决的难点是,工件的自动夹持和毛刷与工件的夹持位置的调整。由于工件的头部带扁头,4个工件由于摆放的随机性,其端头位置不会保证一致,所以接口设计采用了带有导向结构的活动接头,使导向套在下压的过程中随着工件的旋转自动找正卡压位置;同时为缓解动力头对螺栓架的刚性压力,在导向套上安装有多对碟形弹簧对其压力进行缓解和保护。同时,活动接头材质比工件软,以保护工件不受损坏;活动接头便于更换。传动轴结构示意如图3所示。
2.2 螺栓架的设计
螺栓架上摆放4个工件,工件与螺栓架通过推力球轴承进行定位,工件插入螺栓架中,露出的要清洗部分在下面,螺栓的带扁头部在螺栓架的上部。这就可以达到工件旋转而螺栓架不动,同时在4个工件孔的中间有一吸盘吸放平面,在螺栓架的下方两侧设有调整毛刷夹持工件松紧的限位板。
2.3 除锈毛刷的设计
毛刷对工件的夹持力的控制是依据连杆原理进行控制的。当动力头下压时,连杆被压,工件两侧的毛刷就向中间靠拢,与工件接触;其夹持工件的力量,依靠调整螺栓架上的限位板的长短来控制。由于工件的去锈部分较长,毛刷设计为小尺寸的,将它成组插入毛刷靠模中,这样可以根据毛刷的磨损程度进行位置调整及更换,以提高毛刷零件的利用率。
毛刷架结构如图4。

2.4 运输生产线的设计
为提高工件的位置摆放准确性,运输生产线采用轨道运输。由于在各液体池中的转换,又采用了吸盘定位、航车升降的设计。能够解决生产过程中的工位转换要求,并能使位置摆放准确。
3 结语
大螺栓除锈生产线是一种自主研发的全新设计,它充分考虑了生产过程中各环节的自动化来减少人工操作,提高了工件加工的稳定性,为大螺栓的除锈质量提供了保证措施。大螺栓除锈生产线的主要优点是:减少对工件的磨损,降低工人的劳动强度,提高生产效率,降低了对环境的污染,保证操作人员安全。
大螺栓除锈生产线是解决铁路车辆大螺栓的除锈生产需要,它为解决大螺栓除锈提供了先进的工艺手段,一定会在实际应用中得到普及和推广。
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
今日农业(2021年13期)2021-11-26
装备制造技术(2020年11期)2021-01-26
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年6期)2018-01-19
汽车实用技术(2015年8期)2015-12-26
有色金属设计(2015年2期)2015-02-28
