G1613型剑杆织机的技术改进
2010-11-27 02:15:04肖强
河南工程学院学报(自然科学版) 2010年3期
肖 强
(恒天重工股份有限公司,河南 郑州 450053)
G1613型剑杆织机是恒天重工股份有限公司在现有G1611型剑杆织机的基础上开发生产的一款低价位高性能的剑杆织机,该机与G1611型剑杆织机相比,入纬率有较大提高,实际入纬率达到500 m/min左右,织物品种适应性强,是比较适合纺织企业有梭织机无梭化改造的一款理想机型.但它也存在一些不足,主要表现为运转不稳定、可靠性低.本研究对传动、引纬、打纬机构等部分进行了技术改进.
1 G1613型剑杆织机主要性能特点与不足
G1613型剑杆织机引纬形式为挠性剑带引纬,纬纱中央交接, 幅宽有200 cm、280 cm,其综框标准配置12页(最多16页);幅宽200 cm,其曲轴转速为230~260 r/min;幅宽280 cm,其曲轴转速为160~200 r/min; 最多可提供六色选纬, 织轴盘片直径为600 mm, 卷布辊最大直径为400 mm, 断经、断纬等均由电气自动控制, 自动化程度较高.与G1611型剑杆织机相比,它主要在以下四个方面进行了改进.第一,在机架方面,加大加厚了大墙板、上墙板,增强了织机高速运转的抗震性,上墙板与大墙板使加工面密切接触,增强了上墙板的稳定性.第二,采用了六连杆引纬机构,六连杆引纬机构可以有效利用筘座运动,剑头运动的空动程小,左右剑头进出布边的时间可单独调节,剑头动程调节方便,能适应不同织物的工艺需要.第三,采用短牵手短筘座脚四连杆打纬形式,左右筘座脚和4组辅助筘座脚与筘座相连能确保筘座的打纬刚性,摇轴采用无缝钢管结构,结构稳定,能适应厚重织物的织造.第四,该机采用连续式卷取装置,通过曲轴的转动,带动齿轮、链条转动,通过链条齿轮的运动传递,带动刺毛辊做连续卷取运动,卷取运动连续平稳,故纬密均匀.
但G1613剑杆织机在生产实践和织造过程中也暴露了许多问题,主要是部分装置设计结构不尽合理、部分零件质量达不到设计要求等.这些问题造成了织机开车不稳定、停车率高,从而降低了改机型织机的生产效率,影响了生产进度和产品质量,阻碍了其推广发展.为此,围绕增强织机运转的可靠性进行了设计和装配质量的改进.
2 设计改进
针对G1613型剑杆织机存在的问题,设计改进主要包括以下方面.
2.1 打纬部件的优化设计
G1613型剑杆织机打纬采用短牵手、短筘座脚的四连杆打纬形式,见图1.曲轴1做圆周转动,通过牵手2将运动传递到筘座脚3,使筘座脚3做往复摆动,筘座脚上装有铝筘座,钢筘装在筘座上,筘座脚摆向机前时,筘座上的钢筘便将纬纱打入织口.以前钢筘打纬时,在织口处钢筘与布面角度大于90°,产生打纬振动,织口游动,对布面的最大的威胁就是产生稀密路,这是用户无法接受的.经过设计人员的认真分析和反复试验,设计人员决定修改钢筘在织口处与布面的夹角,将钢筘的基面角度由8°改为4°,如图2所示,使钢筘与布面角度小于90°.经过改造后,试用效果良好,解决了织口游动的问题.
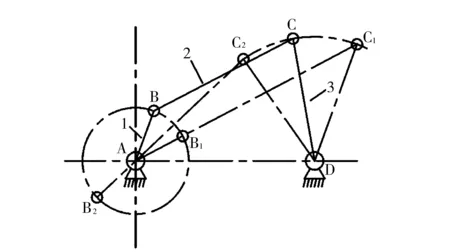
图1 四连杆打纬机构Fig.1 4 bar beating
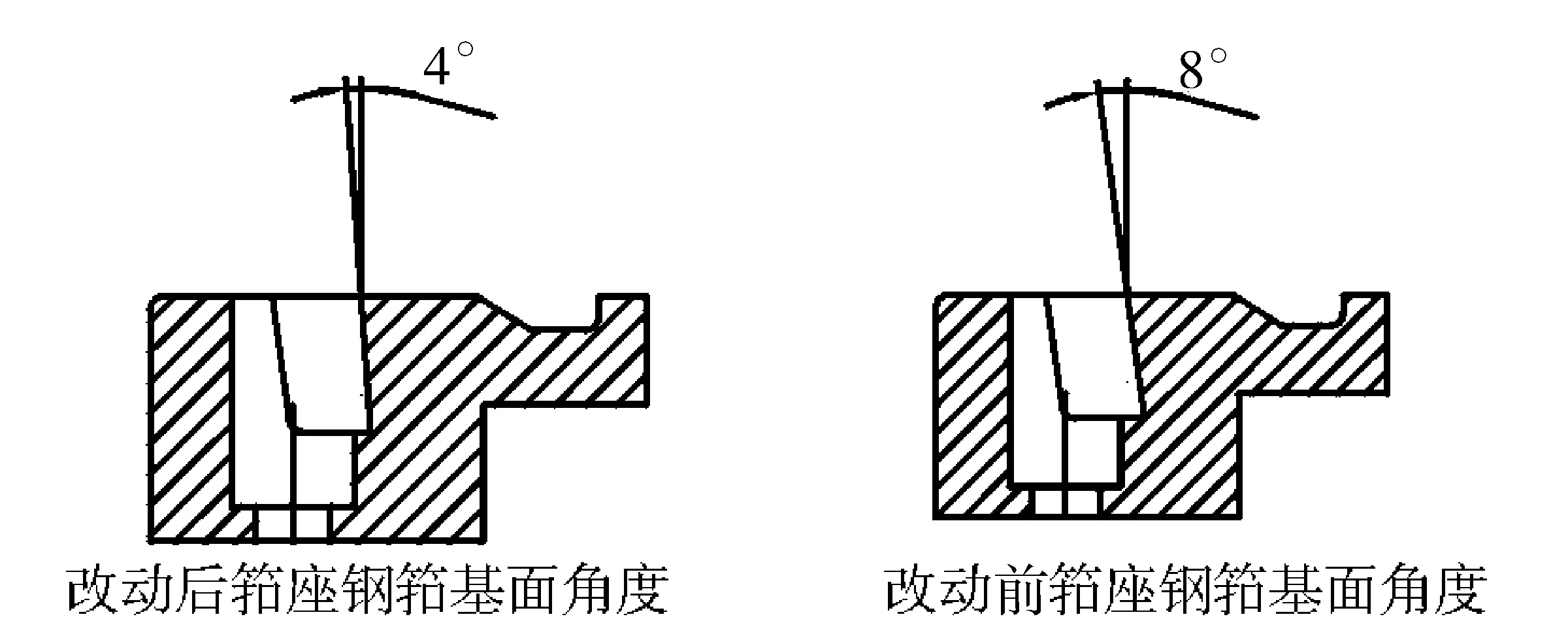
图2 扣座图Fig.2 Button block diagram
2.2 曲轴中间步司及相关零件安装尺寸的优化
曲轴中间步司是曲轴传动轴的重要辅助支撑部件,其装配质量的好坏,直接影响着打纬机构的稳定性.这种G1613中间步司如图3所示,以前在装配曲轴中间步司的过程中,总是出现装不到位置,或者曲轴转动不灵活等问题,需要现场修配,影响了曲轴的装配质量和装配进度.通过对装配现场的跟踪和对装配过程相关零件尺寸链的分析,发现步司挂脚与中横梁是两点连接,这就造成步司挂脚前后位置被完全限制,装配过程中若出现误差就无法调节,而曲轴装好后,位置也被确定了,中间步司和步司挂脚连接调节的范围较小,造成装配困难.技术人员经过研究并结合装配技术的要求,决定对安装曲轴步司的中间横梁座增加一个工艺基准面,通过机加工,一方面保证了安装步司基面到工艺基面尺寸的一致性,另一方面保证了安装步司基面与中间横梁座两端面垂直.另外,结合尺寸链的要求,重新制作曲轴定规和编制装配工艺要求,保证曲轴中心到曲轴步司安装基面的水平距离为55 mm,从而有效地解决了曲轴中间步司装配过定位问题.
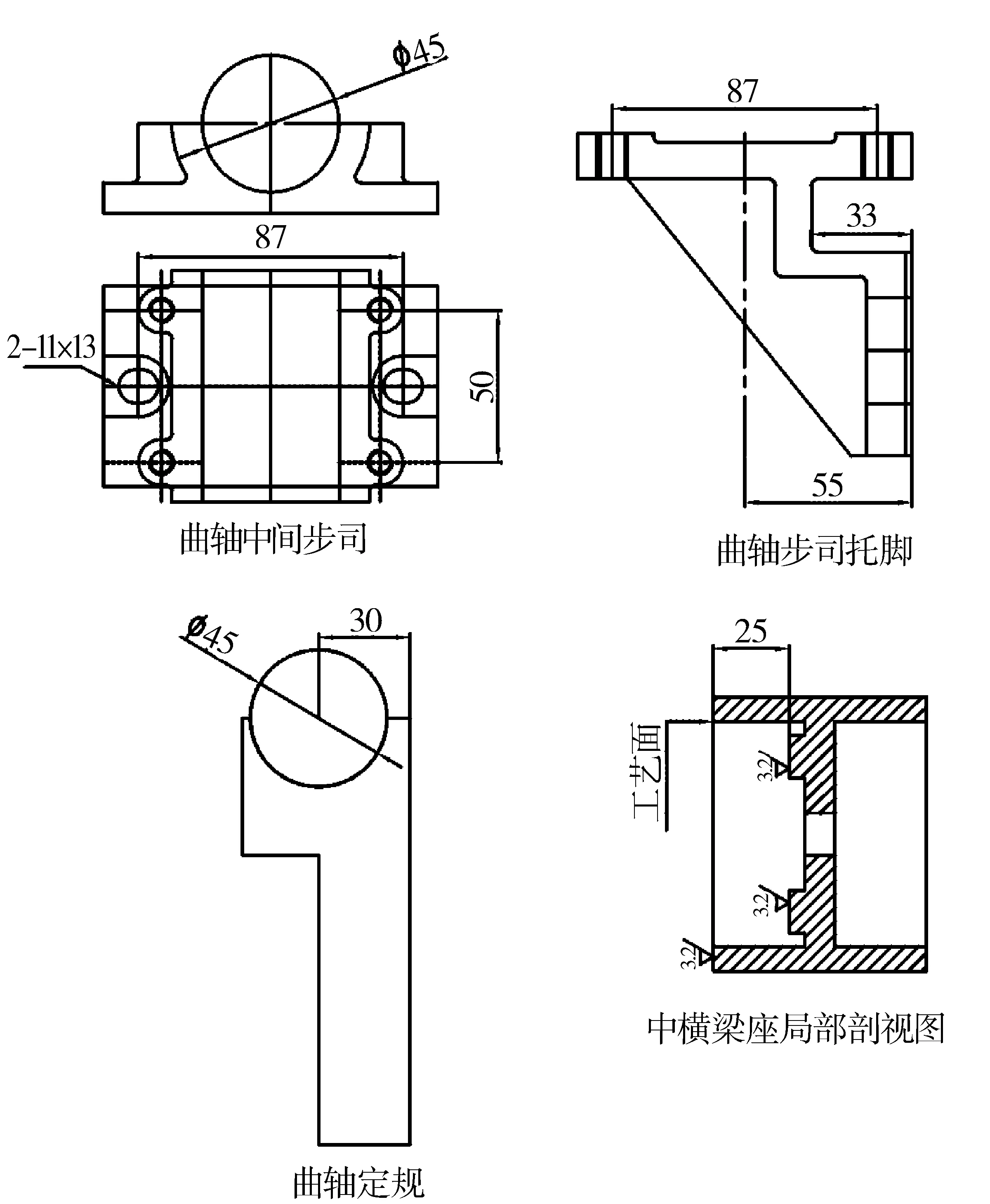
图3 步司零件图Fig.3 Secretary part-step plan
2.3 织机的传动部件改进
G1613型剑杆织机的主要传动部件有引纬长连杆、卷取蜗轮箱、牵手等.以前在运转过程中存在的主要问题是漏油、轴承损坏严重,经过技术人员的观察分析,对密封不足的地方增加了油封或密封胶,对油封措施不合理的地方,改进了油封形式,轴承损坏严重的引纬长连杆等,改进油槽形式或增加了加油装置,从而提高了轴承的寿命,降低了织机的坏机率.
2.4 引纬部件的改进
引纬部件采用六连杆引纬机构,如图4所示.当曲轴1旋转时,通过引纬长连杆中的大偏心轮转动使引纬长连杆2做上下摆动,长连杆2小端通过芯轴与三角摆臂3连接,从而带动三角摆臂也做往复摆动.三角摆臂的支点固定在墙板B,前支点D环绕支点B做上下摆动,拖动扇形齿板4下支点E绕摇轴C做前后摆动,但六连杆机构在引纬过程中负载较大,造成了长连杆小端与三角摆臂连接芯轴经常出现根部疲劳断裂的现象,给用户造成了很多麻烦.经过对运动过程进行受力分析,对原连接芯轴进行了结构改进,如图5所示,将有孔芯轴改为实心芯轴,增加两处R2过渡角,以减少应力集中.经过结构改进,消除了连接芯轴疲劳断裂的现象.
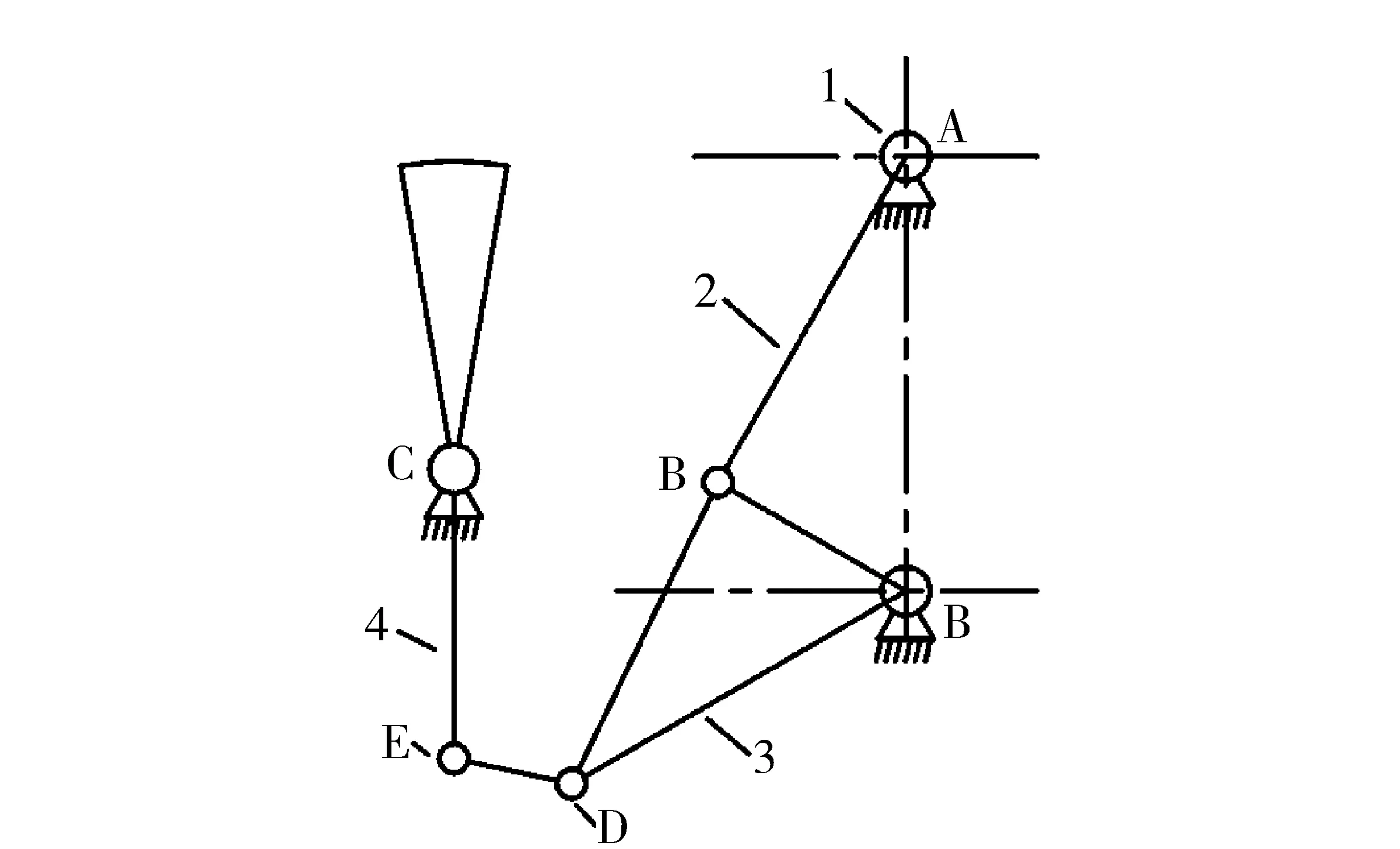
图4 六连杆打纬简图Fig.4 6 bar beating
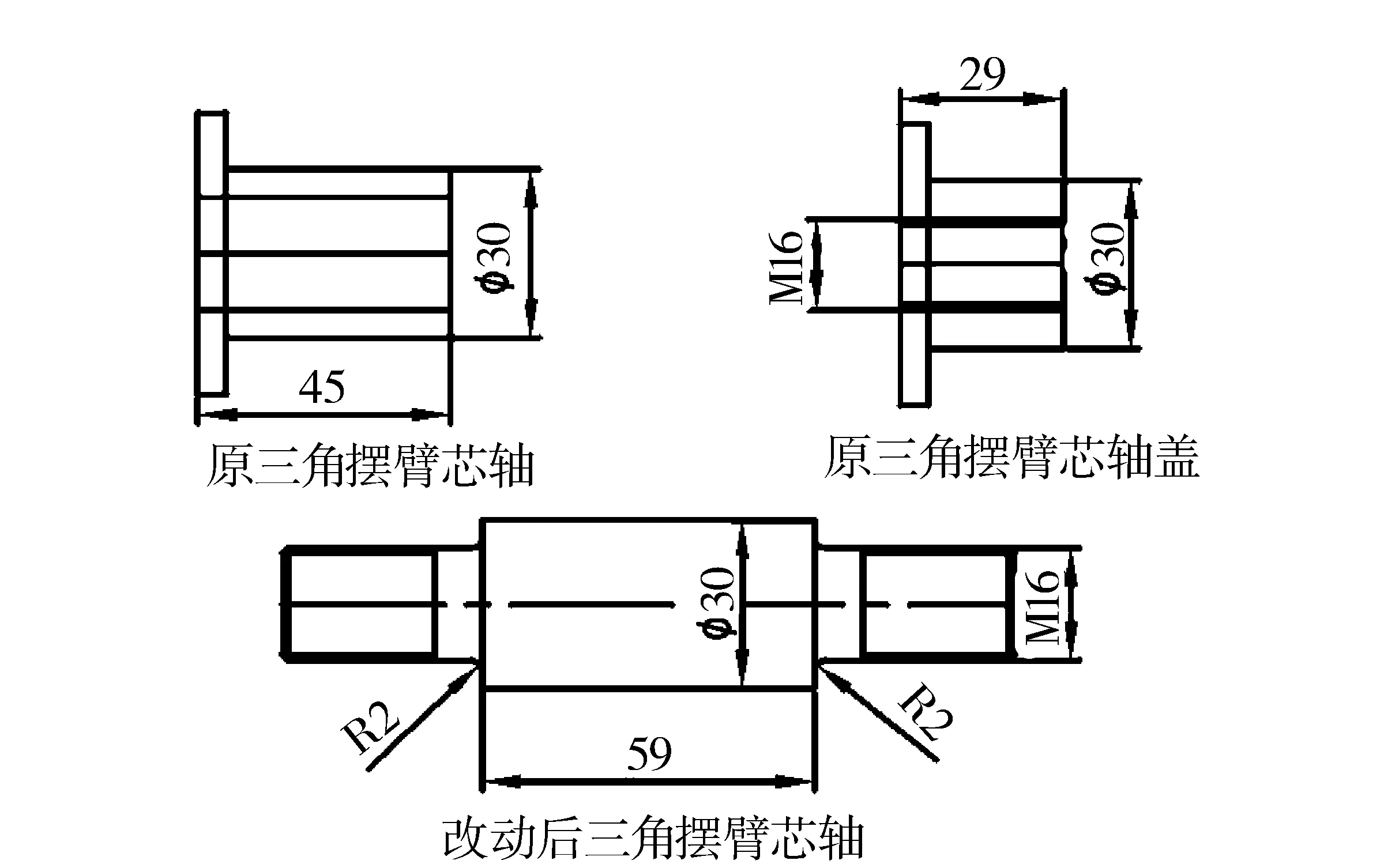
图5 三角摆臂芯轴Fig.5 Triangle swing arm spindle
3 改进装配质量
要保障装配质量,首先要严把配件质量关.剑杆织机的外协外购配套件占到整机零件的80%以上,技术要求复杂,承担的企业又在四面八方,不论哪一个装置和纺织器材出现微小问题,都会影响到整机质量.为了提高配套件和纺织器材的质量,我们对外协厂家进行了合格供应商的评选活动,坚持择优选配,优中选优,外协外购配套件进厂后对其严格验收,不合格者一律拒绝入库.
G1613 型剑杆织机(整机)零件共一千多种,只有将这些大小、形式不同的零件科学合理地组装起来,才能使整机达到设计要求,保证织机的可靠性.为此,进行了以下方面的改进.
3.1 完善装配工艺
剑杆织机装配与其他纺机产品的最大区别是其重复件少、装配精度要求高,它不但要求织机运转平稳,更要求织机到厂家后挂纱织布开车效率高.因此,工艺人员认真地分析研究,结合公司的实际情况,将整机装配分为四道工序,每道工序又分为组件装配、部件小装配和部件总装配.同时,根据整机总装的技术条件,制定了每个组件、每个部件、每道工序的装配技术标准,还设计制作了装配需要的工具夹、定规等来保证装配质量,使装配现场井然有序、科学合理.
3.2 严格装配纪律
要充分认识到装配工艺在产品质量中的重要性,坚持开展装配技术、工艺的突破工作,以促进产品质量的提高和稳定.装配人员要严格执行工艺,做到“三按”、“三自”,对主要件、关键件装配前要进行复检,杜绝不合格零件上机,保证整机装配达到设计要求.
现代市场竞争归根到底就是产品质量的竞争,过硬的产品质量是企业在竞争中立于不败之地的前提.在提高质量方面,除了继续把好主关键零部件的加工质量关、严格零部件的基本技术指标外,更重要的是通过技术进步和技术创新来提高整机产品的装配质量,使织机在性能上能满足各种纺织工艺的要求,并能长时间保持良好的工作性能,满足用户的要求.
4 结 语
G1613型剑杆织机经过多项技术改进,引纬打纬机构更趋合理,通过对加工件、外协外购件质量的控制,G1613织机的整车质量和织机运转可靠性都有了很大提高,停机大幅减少,开车效率可达到95%以上,得到了新老用户的认可.改进后的G1613型剑杆织机是一款性价比较高的无梭化机型,无论是对国有企业还是资金薄弱的民营企业,都是可选择的机型之一.
参考文献:
[1] 陈人哲.纺织机械设计原理[M].北京:中国纺织出版社,1996.
[2] 陈元甫,洪海沧.剑杆织机原理与运用[M].北京:中国纺织出版社,1998.
[3] 夏金国,李金海.织造机械[M].北京:中国纺织出版社,1999.
猜你喜欢
纺织报告(2021年4期)2021-06-21 07:36:16
产业用纺织品(2021年1期)2021-04-13 02:09:40
纺织高校基础科学学报(2020年4期)2021-01-07 11:18:30
天津职业院校联合学报(2018年8期)2018-09-13 02:30:56
纺织科学研究(2017年4期)2017-05-17 04:00:07
纺织科学研究(2017年1期)2017-05-17 03:59:24
现代工业经济和信息化(2016年12期)2016-05-17 05:37:55
纺织机械(2016年2期)2016-03-11 02:13:45
化纤与纺织技术(2015年1期)2015-12-26 03:33:42
纺织机械(2015年7期)2015-04-17 03:29:38