酶法提取紫花苜蓿籽油的研究
2010-11-04 13:55:54许英一吴红艳
中国粮油学报 2010年10期
许英一 吴红艳
(齐齐哈尔大学食品与生物工程学院,黑龙江省普通高校齐齐哈尔大学农产品加工重点实验室,齐齐哈尔 161006)
酶法提取紫花苜蓿籽油的研究
许英一 吴红艳
(齐齐哈尔大学食品与生物工程学院,黑龙江省普通高校齐齐哈尔大学农产品加工重点实验室,齐齐哈尔 161006)
以紫花苜蓿籽为原料,采用酶法提油,通过正交试验确定了复合酶配比及最佳提油工艺参数。结果表明:复合酶配比为 AS1398中性蛋白酶添加量为 0.4%,α-淀粉酶添加量为0.5%,果胶酶添加量为0.5%,料液比为 1∶10,酶解温度为 50℃,酶解时间为 6 h,苜蓿籽的出油率最高为 11.23%。提出的籽油中含有亚油酸 15.38%,油酸14.45%,亚麻酸11.20%,硬脂酸23.25%和棕榈酸10.24%。并对苜蓿籽油的理化性质进行了研究,结果表明,酶法提取紫花苜蓿籽油工艺可行,产品对人体具有较高的营养保健作用。
紫花苜蓿籽油 酶法 理化特性
苜蓿为豆科蝶形花亚科车轴草族苜蓿属多年生草本植物,具有较强的抗寒性、高产量、生长期长、再生性能好、再生速度快等优点,苜蓿属植物已成为世界上分布最广泛的优良牧草[1]。近年来随着紫花苜蓿种植面积的扩大和产量的提高,紫花苜蓿籽作为苜蓿生产的副产品,其研究与开发利用价值已逐步引起人们的广泛重视。紫花苜蓿籽含有丰富的不饱和脂肪酸,如油酸、亚油酸、亚麻酸等。现已公认,亚油酸(LA)、亚麻酸 (LNA)都是人体必需的脂肪酸,其含量是作为评价油脂营养的重要指标[2]。
早在 20世纪 70年代,国际上许多学者就提出采用酶法提取植物油脂的方法,尤其进入 90年代后,随着生物技术的快速发展,酶法提油技术得以迅猛发展。与非酶法工艺相比,酶法提取率上升,且油脂质量较高,无需精炼或较低成本的精炼即可达到成品的等级要求;同时酶处理的反应条件温和,脱脂粕渣中蛋白质等成分变性程度较小,有利于进一步综合利用[3]。
90年代以来,酶法分离油料中油和蛋白质的研究成为国内外关注的热点。Baarios等[4],Dominguez等[5]分别对椰子、大豆和向日葵的酶法提油工艺进行了优化。但影响这一技术研究和应用的关键还是受到了酶制剂成本的制约,当前主要采用此法去发展酶作用效率高、经济效益显著的植物油料的制油工艺。随着酶制剂工业的迅猛发展,酶的生产成本将进一步降低,从而使得酶法应用于油脂工业化提取成为可能。
目前关于苜蓿籽油的研究为溶剂浸提法[6],酶法提取紫花苜蓿籽油的研究鲜有报道。本试验以紫花苜蓿籽为材料,采用酶法提油,为苜蓿籽的开发利用提供科学依据。
1 材料与方法
1.1 材料与仪器
1.1.1 材料与试剂
龙牧 801紫花苜蓿籽:黑龙江畜牧研究所。
AS1398中性蛋白酶:武汉刚正生物科技有限公司,酶活力 50 000 U/g;α-淀粉酶:无锡赛德生物工程有限公司,酶活力 20 000 U/mL;果胶酶:天津利华酶制剂有限公司,酶活力30 000 U/g。
乙醚、正己烷、甲醇均为色谱纯;石油醚、硫代硫酸钠、重铬酸钾、冰乙酸、碘化钾、淀粉、盐酸、氢氧化钠、氢氧化钾、硫酸等均为分析纯。
1.1.2 仪器
WAY型阿贝折射仪:上海禾工科学仪器有限公司;GC-2210气相色谱仪:日本岛津国际贸易有限公司;K-360凯氏定氮仪:济南博美欧科技有限公司。
1.2 提油工艺流程
苜蓿籽→粉碎→烘炒→冷却→加复合酶液→酶解→灭酶→离心→取液相层→加石油醚萃取→取混合油层→烘箱烘干至恒重→苜蓿籽油
苜蓿籽出油率计算公式为:
W =(M1-M2)/M×100%
式中:W为苜蓿籽出油率/%;M1为脂肪瓶和苜蓿籽油的质量/g;M2为脂肪瓶的质量/g;M为苜蓿籽的质量/g。
1.3 测定方法
1.3.1 紫花苜蓿籽及籽油的理化指标测定
苜蓿籽水分测定参照 GB/T 14489.1—1993;灰分测定参照 G B/T 5505—1985;粗蛋白含量测定凯氏定氮法[7];皂化价的测定 G B/T5534—1995;过氧化值的测定 GB/T 5539—1985;碘价的测定参照文献[8];酸价的测定参照文献[9]。
1.3.2 气相色谱方法分析脂肪酸组成
甲酯化:称取 0.2 g油于 25 mL容量瓶中,加入2 mL乙醚 -正己烷 (2∶1)混合溶剂,摇动使油样溶解,加入 3 mL甲醇,2 mL的 1.0 mol/L的 KOHCH3OH溶液并摇匀,于 40℃水浴中放置 25 min,取出加蒸馏水至刻度,静置分层,取上清液用无水Na2SO4干燥。
气相色谱条件:柱前压:7.45 kPa;空气流速:350 mL/min;H2流速:35 mL/min;程序升温,进样器温度:240℃,检测器温度:270℃,初始温度 40℃保持3 min,然后以 10℃/min的速度升至 250℃,保持7 min;不分流进样,进样量:0.2μL。
1.4 试验方法
1.4.1 复合酶配比的工艺条件优化
以AS1398中性蛋白酶、果胶酶和α-淀粉酶对紫花苜蓿籽进行复合酶解,采用酶法提取紫花苜蓿籽油。试验着重考察三种酶的不同配比对苜蓿籽出油率的影响。在单因素试验的基础上,选用 L9(34)正交试验设计对紫花苜蓿籽油提取复合酶配比的工艺进行优化研究。
1.4.2 酶法提取紫花苜蓿籽油的工艺条件优化
以确定的最佳配比的复合酶对紫花苜蓿籽进行提油。试验着重考察料水比、酶解温度、酶解时间三因素对紫花苜蓿籽提油的影响。在单因素试验的基础上,选用L9(34)正交试验设计对酶法提取紫花苜蓿籽油的工艺进行优化研究。
2 结果与分析
2.1 紫花苜蓿籽成分测定
紫花苜蓿籽主要营养成分含量见表 1。

表1 紫花苜蓿籽主要营养成分含量/%
2.2 复合酶配比的工艺条件优化
由表 2极差分析结果可得出,按照极差 R的大小,影响苜蓿籽出油率的主次因素的顺序为 C(果胶酶添加量)﹥B(α-淀粉酶添加量)﹥A(AS1398中性蛋白酶添加量),通过正交试验确定最佳组合为A2B3C3,即 AS1398中性蛋白酶添加量为 0.4%,α-淀粉酶添加量为 0.5%,果胶酶添加量为 0.5%。由方差分析表 3可知,果胶酶添加量对苜蓿籽出油率有显著影响(α=0.05),其次是α-淀粉酶添加量, AS1398中性蛋白酶添加量对苜蓿籽出油率影响最小,这与极差分析的结果一致。由苜蓿籽出油率大小还可以看出,正交表中直观表现最佳组合为A2B2C3,与正交结果不符,进行验证试验后得出,组合A2B3C3的苜蓿籽出油率为 9.97%,大于 A3B3C2的苜蓿籽的出油率,说明通过正交试验能够产生最佳的试验组合。

表2 正交试验结果与极差分析
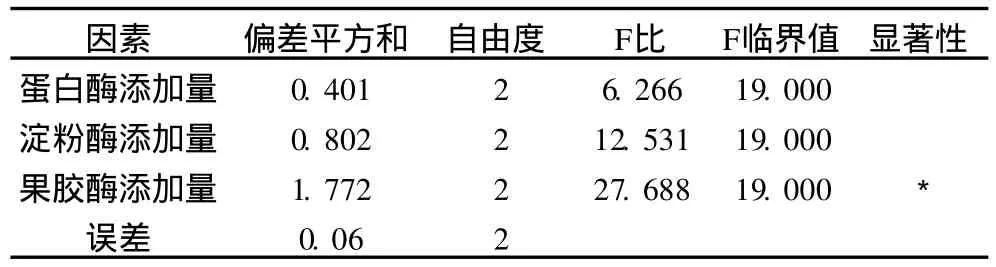
表3 正交试验方差分析
2.3 酶法提取紫花苜蓿籽油的工艺条件优化
由表 4极差分析结果可得出,按照极差 R的大小,影响紫花苜蓿籽出油率的主次因素的顺序为 F (酶解时间)﹥ G(料水比)﹥ E(酶解温度),通过正交试验确定最佳组合为 E2F3G2,即酶解温度为50℃,酶解时间为 6 h,料水比为 1∶10。由方差分析表 5可知,酶解时间和料水比对紫花苜蓿籽出油率有显著影响(α=0.05),酶解温度对苜蓿籽出油率影响最小,这与极差分析的结果一致。由紫花苜蓿籽出油率大小还可以看出,正交表中直观表现最佳组合为 E3F3G2,与正交结果不符,进行验证试验后得出,组合 E2F3G2的紫花苜蓿籽出油率为 11.23%,大于 E3F3G2的苜蓿籽的出油率,说明通过正交试验能够产生最佳的试验组合。
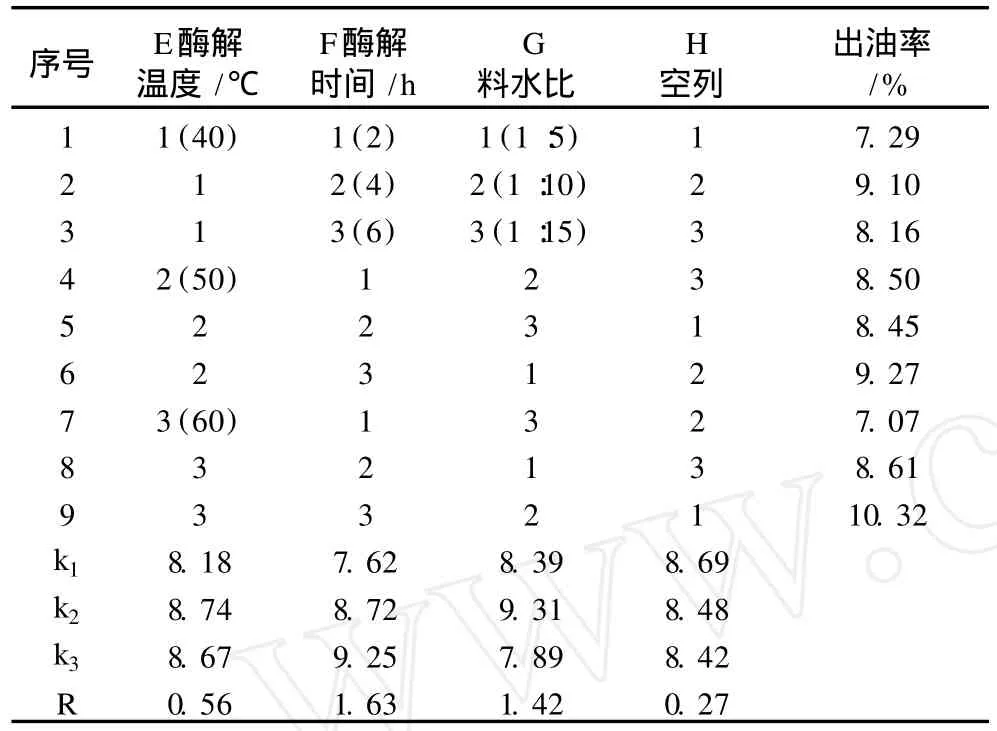
表4 正交试验结果与极差分析

表5 正交试验方差分析
2.4 紫花苜蓿籽油理化指标测定
对酶法制得的苜蓿籽油的理化性质进行检测,结果见表 6,苜蓿籽油的折光率为 1.481 5,略高于菜籽油、花生油和芝麻油的标准 (NY/751—2003)。油脂的折光指数随着脂肪酸双键和共扼程度的增大而增加,所以,苜蓿籽油中一定含有大量的不饱和双键,具有较高的开发利用价值。为了进一步验证苜蓿籽油的不饱和性,对苜蓿籽油的碘价进行测定,其碘价为 114.32 g/100 g,这更证明了苜蓿籽油中含有丰富的不饱和脂肪酸。苜蓿籽油的酸价为 2.56 mg KOH/g,这说明油中含有少量的游离脂肪酸,符合NY/751—2003标准。苜蓿籽油的过氧化值为0.097 mmol/kg,说明油脂中含有一定量的过氧化物,符合 GB 2716—1988标准。由此得出,紫花苜蓿籽油的理化指标均符合有关国家标准。

表 6 紫花苜蓿籽油理化指标测定结果
2.5 紫花苜蓿籽油脂肪酸组成分析
由表 7可知,紫花苜蓿籽油含有大量的不饱和脂肪酸,其中包括油酸、亚油酸、亚麻酸。其中这 3种不饱和脂肪酸占脂肪酸总量的 40%以上,这表明紫花苜蓿籽油具有较高的营养保健作用。

表 7 紫花苜蓿籽油脂肪酸含量/g/100 g
3 结论
3.1 采用酶法进行紫花苜蓿籽油的提取试验,得出最佳提取条件为:最佳复合酶配比为 AS1398中性蛋白酶添加量为 0.4%,α-淀粉酶添加量为0.5%,果胶酶添加量为 0.5%,酶解温度 50℃,酶解时间 6 h,料液比 1∶10,此条件下的出油率为11.23%。提出的籽油中含有 15.38%亚油酸, 14.45%油酸,11.20%亚麻酸,23.25%硬脂酸和10.24%棕榈酸。
3.2 苜蓿籽油的理化性质为酸价 2.56 mg KOH/g;碘价 114.32 g/100 g;皂化价 156.47 mg KOH/g;过氧化值 0.097 mmol/kg;折射率为 1.481 5。测定结果表明,酶法提取紫花苜蓿籽油工艺可行,油品质量完全符合国家相关标准。
[1]刘青广.苜蓿叶蛋白的提取及深加工技术的研究 [D].石河子:石河子大学,2005
[2]杨宝灵.紫花苜蓿种子化学成分的研究[J].草原与草坪, 2007(3):33-35
[3]黄群,麻成金,欧阳玉祝,等.杜仲籽油酶法提取研究[J].中国粮油学报,2008,23(2):117-120
[4]BarriosV A,Ol mosD A,Noyola R A,et al.Optimization of an enzymatic process for coconut oil extraction[J].Lopez-Unguia.leagineux,1990,45:35-38
[5]Dominguez H,NunezMJ and Lema J M.Oil extraction from enzymatically treated soybean and sunflower:treated soybean and range of operational variables[J].Food Chemistry, 1992,50:277-284
[6]董明,齐树亭.溶剂法提取紫花苜蓿籽油[J].食品研究与开发,2006,27(9):63-64
[7]张水华.食品分析 [M].北京:中国轻工业出版社,2007: 159-160
[8]黄晓钰,刘邻渭.食品化学综合实验[M].北京:中国农业大学出版社,2002:143-145,145-147.
Enzymatic Extraction ofAlfalfa Seed Oil
Xu Yingyi Wu Hongyan
(College of Food and Biotechnology,QiqiharUniversity;KeyLaboratory of ProcessingAgricultural Products of Heilongjiang Province,QiqiharUniversity,Qiqihar 161006)
The enzymatic method was employed to extract oil from alfalfa seeds.The ratio of compound enzymes and the optimal technique parameters of the oil extraction were deter mined by orthogonal tests.Results:The com2 pound enzymes are formulated asAS1398 neutral protease dosage 0.4%,α-amylase dosage 0.5%and pectinase dosage 0.5%,materialwater ratio is 1:10,enzymolysis temperature is 50℃,and enzymolysis ti me is 6 h.The ex2 traction rate reaches 11.23%.The extracted oil containsmany kinds of fatty acid,linoleic acid 15.38%,oleic acid 14.45%,linonenic acid 11.20%,stearic acid 23.25%,and palmitic acid 10.24%.The physical and chemical properties of the alfalfa seed oilwere studied.It is indicated that enzymatic extraction of oil from alfalfa seeds is feasi2 ble.
alfalfa seed oil,enzymatic method,physical and chemical properties
TS225 文献标识码:A 文章编号:1003-0174(2010)10-0074-04
黑龙江省教育厅科学技术研究(11541403)
2009-10-15
许英一,女,1971年出生,副教授,食品科学
猜你喜欢
四川林业科技(2022年1期)2022-03-22 07:49:44
农产品加工(2022年2期)2022-02-16 05:25:58
农产品加工(2021年13期)2021-08-07 01:42:18
中学数学研究(江西)(2019年5期)2019-06-11 12:47:28
中国油脂(2019年5期)2019-05-13 09:20:02
中成药(2018年7期)2018-08-04 06:04:20
衡阳师范学院学报(2016年3期)2016-07-10 07:16:27
中国果菜(2015年2期)2015-03-11 20:01:03
中国酿造(2014年9期)2014-03-11 20:21:10
食品工业科技(2014年9期)2014-03-11 18:15:49