
利用垂直分型技术生产高品质球墨铸铁件
2010-11-02 03:57裴兵
铸造设备与工艺 2010年4期
裴兵
(安徽神剑科技股分有限公司,安徽合肥230022)
·铸造工艺·
利用垂直分型技术生产高品质球墨铸铁件
裴兵
(安徽神剑科技股分有限公司,安徽合肥230022)
作者根据多年的生产实践,分析了垂直分型工艺和水平分型工艺各自的特点,研究了垂分型工艺浇注系统和冒口的计算,重点讨论了垂直分型技术在实际生产中的应用,尤其是大平面和不易补缩铸件可利用垂直分型技术来弥补水平分型的缺憾,从而生产出高品质铸件。
垂直分型;生产;高品质;铸铁件
近年来我国铸造业发展迅速,产量已稳居世界第一,而且随着自动线的不断引进,我国铸造技术和水平也达到了前所未有的进步。然而我国铸造业发展却极不平衡,大型、合资及少数民营企业由于其资金优势,多采用自动化方式生产;而大多数中小企业仍采用半自动和手工方式生产,生产方式和技术落后、单一,铸件质量水平总体不高。尤其对大平面和不易补缩铸件缺少可靠的方法,有些厂家也简单采用了横浇竖冷的工艺方法,但效果不明显,究其原因主要是对垂直分型工艺不了解。此外横浇竖冷的工艺方法不适合批量生产铸件,对厚大件而言也存在安全隐患。
1 水平分型工艺和垂直分型工艺的特点
1.1 水平分型工艺的特点
水平分型是传统的工艺方法,具有适应性强的特点。浇注系统常用的分类方法有两种:一是根据各组元断面比例关系的不同,即阻流断面位置的不同,可分为封闭式和开放式浇注系统;另一是按内浇道在铸件上的相对位置不同,将浇注系统分成顶注式、中间注入式、底注式和阶梯式等几种类型。
封闭式浇注系统是指从浇口杯底孔到内浇道的断面积逐渐缩小、其阻流断面正好是内浇道的浇注系统。这种浇注系统在浇注开始不久各组元能迅速被金属液充满,故又称充满式浇注系统。特点是有较好的挡渣能力,但产生金属飞溅而使金属液氧化加剧。主要用于中小型铸铁件。
开放式浇注系统是指浇口杯底孔到内浇道的断面积逐渐加大、其阻流断面在直浇道上口的浇注系统。其特点是充型平稳,但挡渣能力差,消耗的金属液也较多。主要用于有色金属件、球墨铸铁件及漏包浇注的铸钢件。
半封闭式和封闭—开放式浇注系统兼顾了前两种的优点应用广泛。
1.2 垂直分型工艺的特点
垂直分型浇注系统中,金属液的充型静压头在铸型底部和顶部可相差几倍,如果在短时间内要求各层内浇道逐层接替地充满所有型腔(即像阶梯式浇注系统那样),势必造成每个型腔的充型速度太快,以及上下部位受热条件不一样,而使冲砂、气孔、粘砂(底部铸件)、浇不足(顶部铸件)等缺陷太多,因而要求在浇注过程中,所有型腔都能始终保持恒定的金属静压头(即各层内浇道的压头虽不同,但浇注的整个过程中不变化),达到各内浇道的流量相等,同时充满,以获得质量基本一致的合格铸件。这样设计的浇注系统称为恒压等流量浇注系统。
设计时需注意以下几点:
1)只有浇注过程中始终保持充满状态,整个浇注系统内金属的静压头才能稳定不变。所以应采用封闭式,而不能采用开放式浇注系统。
2)不同高度的内浇道应有不同的断面积,以控制相同的浇注重量速度,让上下各层型腔几乎同时充型和同时充满,使铸型的受热条件和铸件的冷却条件都基本相同。这样就可获得质量一致的铸件。浇注时间应严加控制。据经验,浇注时间的变化如果大于1 s,废品率大幅度地增加。
3)为保证浇注系统压力恒定、液流不紊乱,得到稳定的浇注速度,并能能排除主要的污物和熔渣,浇口杯应能容纳足够的金属液量,并在整个浇注过程中保持液面高度不变;浇口杯容积过大会过多地消耗金属,但太小又会导致金属外溢和严重的飞溅。
2 垂直分型工艺浇注系统和冒口计算
2.1 浇注系统计算
理论公式:
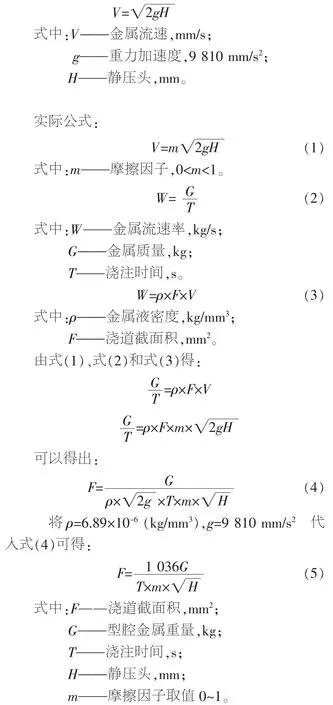
2.2 冒口计算

冒口见图1,其尺寸见表1。
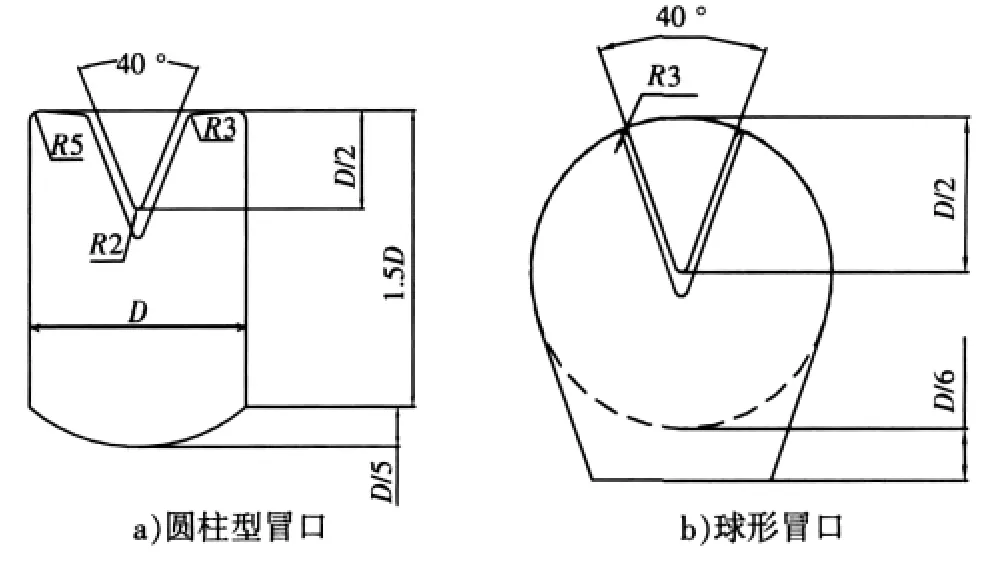
图1 冒口
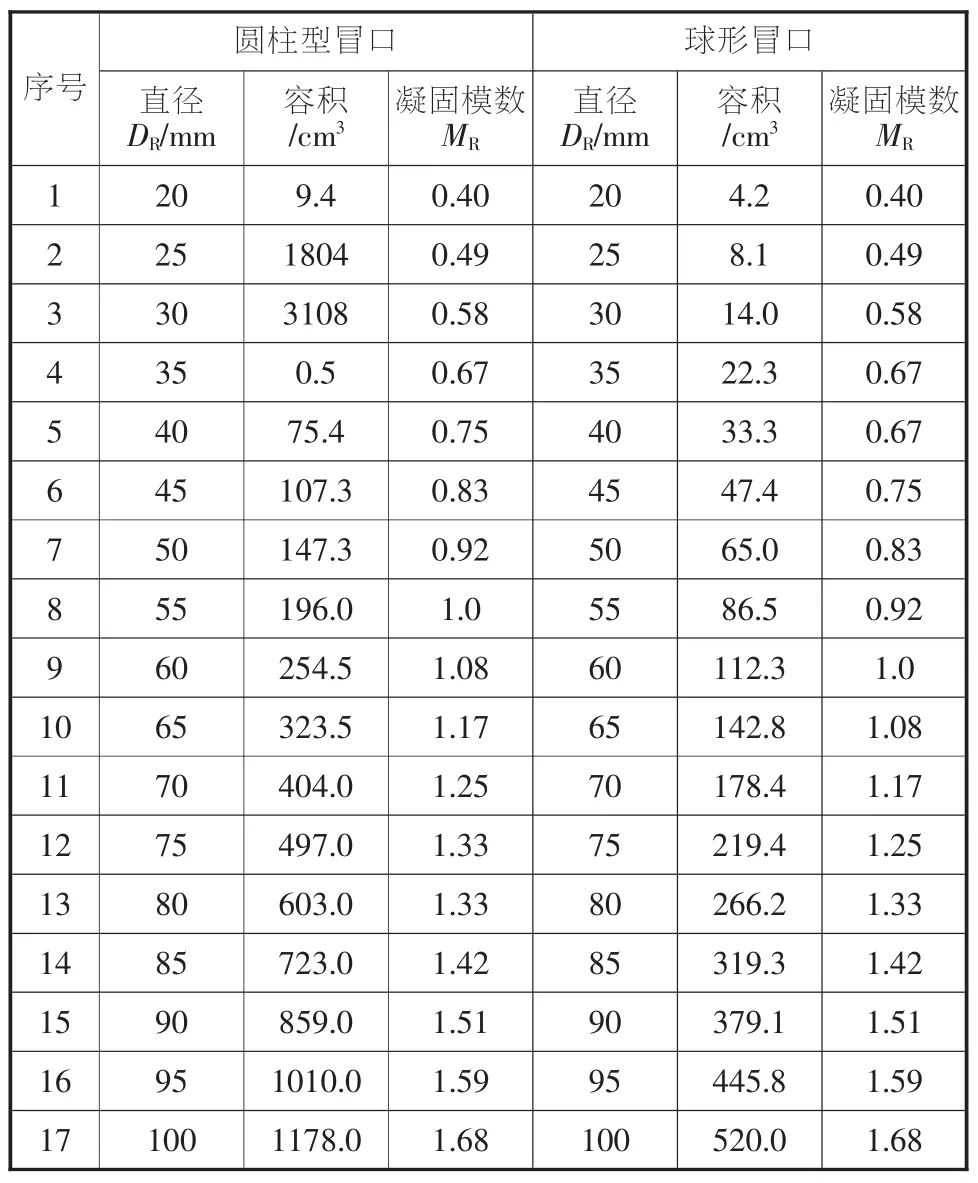
表1 冒口尺寸
3 垂直分型技术的应用
3.1 专用砂箱的制作
利用垂直分型技术,最好设计专用砂箱来生产。砂箱配对使用、需用柱销定位,砂箱侧面需留出浇口杯位置,以便造型时直接造出浇注系统。
3.2 典型模板设计
典型模板设计见图2。
3.3 造型和浇注
利用成形模板可进行批量生产,既可用机械造型,也可用手工造型。造型后将砂箱进行固定,再将砂箱立起,如垂直无箱挤压造型一般将一型一型靠拢,然后四周用型砂围起压紧,即可进行浇注。
4 结论
垂直分型技术越来越多的被利用到实际生产中,尤其是不易用水平分型生产的平面件和不易补缩铸件,可以用垂直分型技术来得到高品质铸件。
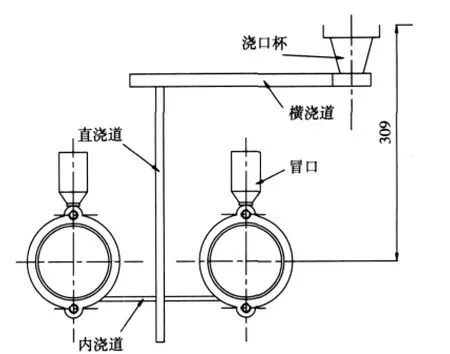
图2 典型浇注系统示意图
TG255
B
1674-6694(2010)04-0030-02
2010-06-11
裴兵(1967-),男,硕士,高级工程师,从事铸造技术开发应用和管理工作。
猜你喜欢
铸造设备与工艺(2022年3期)2022-07-13
中国铸造装备与技术(2022年3期)2022-05-27
大型铸锻件(2021年3期)2021-04-30
玻璃(2020年2期)2020-12-11
玻璃(2020年2期)2020-12-11
中国铸造装备与技术(2019年2期)2019-04-01
铸造设备与工艺(2017年6期)2018-01-28
中国铸造装备与技术(2017年6期)2018-01-22
中国铸造装备与技术(2016年2期)2016-07-07
铸造设备与工艺(2015年1期)2015-01-21
