粉末喷涂技术在防腐油管上的应用
2010-10-18 00:55杨卫星王国正刘延成张朋举刘洪录王斌林
石油矿场机械 2010年6期
崔 奋,杨卫星,王国正,刘延成,张朋举,刘洪录,王斌林
(1.西安交通大学,西安 710049;2.吐哈油田公司 机械厂,新疆 哈密 839009)
粉末喷涂技术在防腐油管上的应用
崔 奋1,2,杨卫星2,王国正1,2,刘延成2,张朋举2,刘洪录2,王斌林2
(1.西安交通大学,西安 710049;2.吐哈油田公司 机械厂,新疆 哈密 839009)
通过对油井管腐蚀机理及防腐现状进行研究,分析了吐哈油田公司机械厂现有粉末喷涂防腐油管生产线存在的问题,综合比较了目前油井管防腐技术,提出了对生产线进行技术升级的方案。该生产线建成后,产品质量有保证,安全环保有保障,降低了生产成本。
油管;防腐;喷涂;粉末
注水井中油管的严重腐蚀[1]日益引起油田和防腐界的高度重视。我国很多油田已进入开发中后期,各油田普遍采用注水工艺来增加地层能量,提高产液量,从而达到稳产增产的目的。注水井管柱腐蚀直接影响着油田的原油生产,严重的管柱腐蚀在几个月内即造成管柱失效[2],如果防腐得当,可以挽回30%~40%的腐蚀损失,因此油管的有效防腐是油田一项重要的工作。
吐哈油田公司机械厂生产的喷涂防腐油管[3]就是油管防腐的一种形式,该产品以其高质量、高品质和高性能的特点备受各大油田的青睐,广泛应用于各类油井和注水井[4]。每年在青海油田的保底用量为1 000 t左右,在其他油田也有相当大的用量。但是随着年限的增加,生产线暴露合格率低和成本高的问题,为此,对原有防腐技术进行升级或引进其他防腐技术,以维持现有产品市场占有量,为油田的上产作贡献。
1 静电粉末喷涂技术研究
静电粉末喷涂[5]是根据传统的喷涂和静电效应相结合的一项技术,具有防治环境污染、效率高等特点,并且经济效益较好,因而得到了广泛的应用并获得了迅速的发展。
1.1 静电粉末喷涂原理
a) 高压静电发生器作为电场源,利用喷粉枪的放电针产生尖端放电,使喷枪到被喷工件之间周围的空气电离形成离子区域;粉末在供粉器中与空气流混合后,在压缩空气吸引下经喷枪使其雾化,并通过空气离子区域,使中性的粉末微粒捕集到大量的电子而变成带负电,这时在静电力作用下,与带正电荷的工件相吸,这样粉末就被吸附到工件表面上了。该过程为静电粉末喷涂的第1阶段——粉末带电(如图1)。

图1 粉末带电原理
b) 粉末材料往往是绝缘的,它所带的电荷除紧靠工件表面部分由于接地放电中和之外,其余堆积起来的粉末就不易中和。因此,当喷上去的粉末越多,则粉末电荷的积累也越多,负电荷的不断增多导致同性相斥作用的发生。由于同性相斥力的增大,致使粉末在被喷工件上达到一定厚度之后,就不再继续上粉。该过程为静电粉末喷涂的第2阶段——粉末吸附(如图2)。
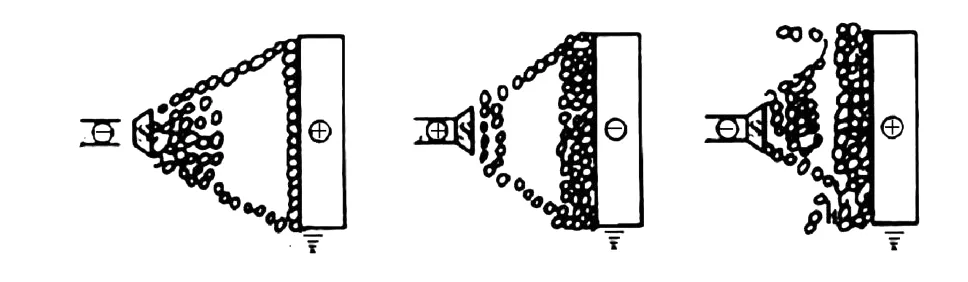
图2 粉末吸附原理
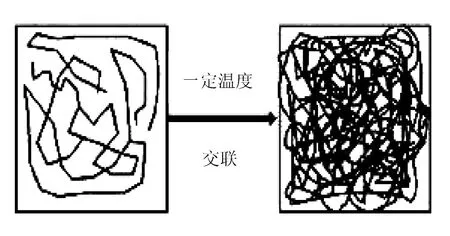
图3 粉末固化原理
1.2 影响粉末静电喷涂的因素
1.2.1 喷涂电压
粉末喷涂电压对于粉末在工件上的吸附量有较大的影响,一般电压增加,电场强度增加,粉末带电量越多,沉积效率越高。粉末粒子所带电量公式为

式中,ε0为真空介电常数;εr为粉末粒子的介电常数;r为粉末粒子半径;E为作用于粉末粒子的电场强度。
从上式不难看出,若想提高Q,只有提高r和E。而粉末半径不能太大,因此只能增加电场强度来增大粒子带电量。但是,并不是无限增大电场强度(即提高静电发生器的电压),粉末粒子带电量越大,沉积效率就越高。若电场强度过大,会产生反电离现象,而使涂层的厚度降低。电场强度与沉积效率的关系如图4。
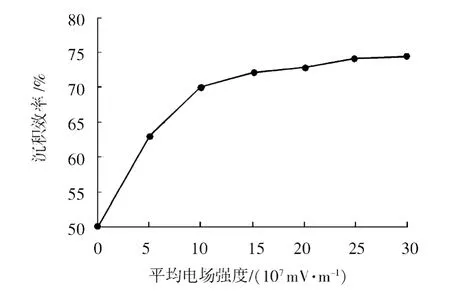
图4 沉积效率与平均电场强度的关系
由图4可以看出,电场强度较低时,沉积效率就能达到饱和,饱和后再增加电场强度,沉积效率增强很少。根据试验,控制静电发生器的电压在60~80 kV为宜,能够得到良好的沉积效率。
1.2.2 喷涂距离
粉末喷枪与工件的距离主要影响涂层厚度,由于喷枪与工件距离的改变对涂层厚度极限值的影响特别敏感,通常增加距离,涂层厚度会减少。
根据电场强度和电压可计算出合适的距离,一般喷枪与工件的距离为150~250 mm,可以得到很好的喷涂效果。
1.2.3 粉末特性
随着当今社会的迅猛发展,各种各样的粉末应运而生,同样的粉末配备不同的固化剂,就成为2种截然不同的粉末,它们的特性和性能各不一样,如表1。例如,有的粉末固化时间需要30 min,而有的粉末固化时间却只要3 min。
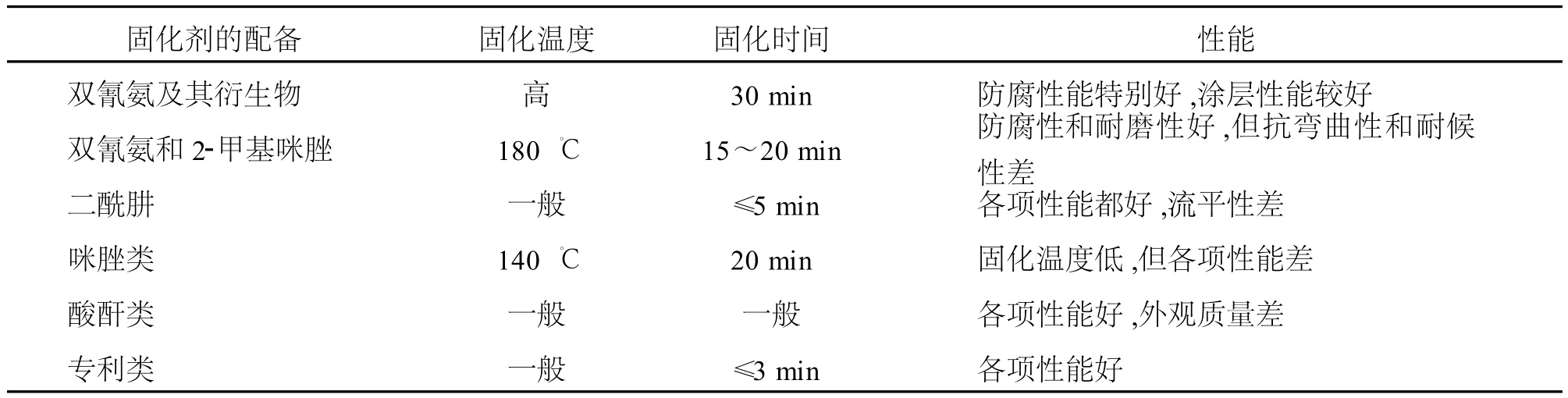
表1 不同固化剂的粉末特性表
从对粉末的调研来看,具有同种性能指标的涂层,国外粉末的价格是国产粉末的2倍。国外粉末要求的工艺是长时间固化,而国内粉末要求的工艺是短时间的固化和强冷硬化。这2种工艺是截然相反的工艺,所以选择粉末是喷涂工艺的关键,要因地制宜。粉末材料不一样,对于所需喷涂电压、喷涂距离也是不一样的。
基于南充市下辖景区为例,设计了旅游景区可达性模型,并依据现有数据对景区可达性进行测算,研究大数据背景下旅游景区交通可达性对景区旅游带来的影响。研究表明,旅游景区交通可达性对景区旅游具有正向刺激作用,而区域经济发展水平以及景区知名度对各旅游景区以及南充市景区的整体交通网络可达性指数影响较大。基于此,提出了加快基础设施建设提升交通运输服务质量、设计合理旅游路线优化旅游产品结构以及推进区域旅游合作机制建设等景区可达性优化建议,从而促进南充市旅游产业的发展。
1.2.4 粉末粒子的电阻率
为使粉末粒子良好带电,不同电阻率的粉末粒子所使用的静电电压是不一样的。不同电阻率的粉末与静电电压值关系的试验结果如图5。
由图5可知,当粉末电阻率在1012Ω·m时,静电电压为40 kV就能使粉末粒子良好带电,而粉末电阻率在108Ω·m时,则要施加90 kV的静电电压才能得到良好的带电效果。因此,选择电阻率高的粉末,才能提高沉积效率。
1.3 生产线工艺要求
通过对生产线3个关键工序(内除锈、外除锈和内外喷涂)进行调查研究,有如下要求。
a) 内外除锈[6]的工艺要求 去除油管外壁的氧化层,露出金属本体,同时保证除锈等级达到Sa2.5级,粗糙度达到Rz=50μm±10μm。调查结果是除锈等级和粗糙度都能够达到工艺要求。
b) 内外喷涂的工艺要求 用高压静电的方式将环氧树脂粉末喷涂到油管内外表面,使环氧树脂粉末熔化并粘附到油管管体表面,同时保证涂层厚度为100~200μm。调查结果是内涂层厚度为75~170μm,外涂层厚度为100~200μm,内涂层未达到工艺要求。造成这一原因是:ø73.025 mm(2英寸)油管内径为ø62 mm,无法满足喷枪与工件150~250 mm的距离。并且也无法满足控制静电发生器的电压在60~80 kV,否则涂层发生电离,降低了涂层的沉积率。
2 生产线升级
通过对现有技术和现有问题的研究,进一步提升工艺和装备,选择最合适的涂料,对原有生产线进行技术升级。
a) 引进摩擦静电喷涂技术进行内喷涂,解决了现有喷枪与工件的距离无法满足150~250 mm的问题,以提高粒子的带电量,增大油管内表面粉末的沉积率。摩擦静电喷涂是以创新的摩擦荷电技术为理论指导,采用电阴性材料(聚乙烯、聚四氟乙烯等)作为枪体材料。当空气与粉末混合后进入喷枪枪体的管道与枪管壁发生碰撞后,粉末带上电荷,这样粉末就被吸附到工件表面上了,直到达到一定厚度,最后进行熔融固化。
摩擦静电喷涂的特点为:①无电场空间,容易克服法拉第效应;②不受电压控制,容易喷厚涂层;③对复杂工件有很好的效果;④可适用于慢线速的喷涂。
b) 对喷涂设备进行技术改造,能适应2种不同工艺的实施,以保证国外粉末的正常生产和国内粉末的试验,国内粉末试验的成功可以大大降低生产成本。根据调研和分析,国内粉末的工艺如图6,国外粉末的工艺如图7。
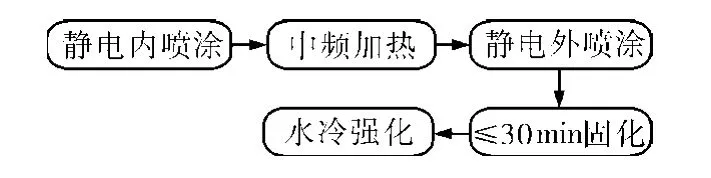
图6 国产粉末喷涂工艺
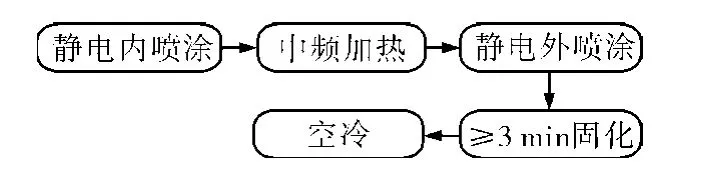
图7 国外粉末喷涂工艺
根据国产粉末和国外粉末的喷涂工艺特性,采取对生产线喷涂工序进行改造,改造后油管进行内外喷涂后,马上到达12 m的水喷淋段,3 m的固化段可以任意放置在水喷淋段的某一位置。当生产线利用国外粉末时,油管喷涂后马上进行固化保持一段时间,水喷淋关闭;当生产线利用国内粉末时,油管喷涂后马上进行水喷淋,固化段移走。从而达到国内粉末和国外粉末都可以在该生产线上生产。
c) 3种污染严重的设备都配备多级除尘系统,以消除生产作业空间的粉尘污染,消除粉尘对产品质量的影响,改善工作环境,保护操作人员的身心健康。内外除锈设备配套的除尘系统是采用二级除尘系统,即:旋风回收器和布袋除尘器,可以有效地减少在抛丸和喷砂过程中出现的锈粉和钢粉。内外喷涂设备配套的除尘系统是采用三级除尘系统,即:滤芯过滤器、旋风回收器和布袋除尘器,可以有效避免喷涂过程中出现的飞扬粉末,并且大大提高了粉末的利用率,利用率可达到95%以上。
生产线建成后,可以改善工作环境,增加安全强度,降低环境污染;保证产品质量,降低生产成本,满足用户需求。
3 结论
1) 对于油井管的防腐,静电粉末喷涂技术相对于其他防腐技术有一系列的优点:生产工艺简单、产品质量稳定、投资小、污染小。因此,静电粉末喷涂技术被广泛应用在油井管的防腐上。
2) 管径小的内壁喷涂采用摩擦静电技术,可以有效提高粉末的沉积率,增加涂层厚度;可以避免高压发生源和粉末着火的危险。
3) 高压静电喷涂的喷涂电压为60~80 kV,喷涂距离为150~250 mm,可以得到较好的沉积效率,涂层性能好。
4) 国产粉末的应用可以大幅降低生产成本。
[1] 史春轩,赵中华,张新杰,等.注水井管柱腐蚀分析及防护措施的应用[J].石油矿场机械,2006,35(3):87-89.
[2] 孙 粲,谢发勤,田 伟,等.油管钢的 CO2和 H2S腐蚀及防护技术研究进展[J].石油矿场机械,2009,38(5):55-61.
[3] 翁永基.材料腐蚀通论[M].北京:石油工业出版社,2004.
[4] 万仁溥.采油工程手册[M].北京:石油工业出版社,2000.
[5] 李诚铭.喷涂新工艺新技术及喷涂设备应用实务全书[M].北京:中国知识出版社,2006.
[6] 周 良.喷丸、喷涂技术及装备[M].北京:化学工业出版社,2008.
TE931.2
A
1001-3482(2010)06-0076-04
2009-11-10
崔 奋(1971-),男,河南邓州人,高级工程师,2003年毕业于清华大学材料加工工程专业,主要从事石油机械加工方面的研究和管理工作,E-mail:cuif@petrochina.com.cn。
猜你喜欢
小哥白尼(趣味科学)(2022年2期)2022-05-25
云南化工(2021年5期)2021-12-21
钢管(2021年6期)2021-05-10
能源工程(2021年1期)2021-04-13
孩子(2020年11期)2020-11-17
酒·饮料技术装备(2018年1期)2018-04-28
中国有色冶金(2018年1期)2018-02-01
科学大众·小诺贝尔(2016年11期)2017-01-10
创新作文(小学版)(2016年16期)2016-11-11
化工管理(2015年30期)2015-03-23