游梁平衡式抽油机结构件特点及焊接工艺
2010-10-18 00:55:52张万江于胜存陈国党
石油矿场机械 2010年6期
张万江,于胜存,陈国党
(1.新疆第三机床厂,乌鲁木齐830013;2.塔里木第三勘探公司机动科,新疆库尔勒841000)
游梁平衡式抽油机结构件特点及焊接工艺
张万江1,于胜存1,陈国党2
(1.新疆第三机床厂,乌鲁木齐830013;2.塔里木第三勘探公司机动科,新疆库尔勒841000)
虽然抽油机的产品类型很多,但游梁式抽油机型仍处于主导地位,其组成除曲柄装置及动力驱动装置外均为焊接结构件。焊接工艺的制定和执行直接关系到抽油机的产品性能和质量。阐述了游梁平衡式抽油机主要焊接件驴头、游梁、连杆、横梁、底座、支架的结构特点及焊接工艺,可为相关制造企业提供参考。
抽油机;焊接;工艺;流程
我国目前机械采油井的数量占油井总数的90%以上,其中由抽油机组成的抽油设备的抽油井占80%左右,采油量占总产量的75%以上。常规型游梁式抽油机是应用时间最长、应用最多的机型[1]。我厂生产的抽油机主要是游梁平衡式抽油机,为典型的四连杆机构,主要部件由驴头、游梁、连杆、横梁、底座、支架、曲柄装置及动力驱动装置等组成,除曲柄装置及动力驱动装置外,其他部件均为焊接结构件,焊接工艺的制定和执行直接关系到抽油机的产品性能和质量。
1 驴头[2-5]
1.1 结构特点
驴头作为抽油杆悬绳的支撑和提升载荷部件,其弧面的变形将直接影响抽油杆的稳定性和运动特性。驴头的结构如图1。

图1 驴头结构
a) 属于扁箱形结构,两侧板为主要受力支撑体,箱内形成混合骨架结构。
b) 内部结构复杂,构件焊接连成一体,使整个驴头成为一个刚性的焊接结构,一旦焊缝结构衍生微小裂纹,就会快速地扩展到相邻构件,造成部分构件乃至整体发生破坏。因此,在焊接时要避免应力集中的因素。
c) 相对其他构件焊接工作量大,其焊缝多为短缝和内部焊接,不宜采用高效焊接的方法,除了长圆弧焊缝外,目前条件下只能采用手工电弧焊。
1.2 焊接工艺
为减少驴头的变形与应力,正确选择和严格遵守焊接顺序是驴头焊接质量的重要保证。焊接顺序就是减少结构变形,降低焊接残余应力,并使其分布合理,按一定次序进行焊接的过程。
a) 为保证焊后弧板的弧度,减少影响抽油机驴头的变形,应先焊接内置加强板,然后焊接弧板与侧板的角焊缝。
b) 构件中先焊对接焊缝,后焊角焊缝;先焊立焊缝,后焊平焊缝。
c) 刚度大的焊缝,如连接板与侧板的焊接应不间断,力求迅速完成。
2 游梁
2.1 结构特点
游梁为典型的杠杆机构部件,其强度和刚度要求较高,对整机的稳定性起着重要的作用。游梁的结构如图3所示。
a) 游梁在大型抽油机中结构主要为箱形梁,中小型抽油机多为工字形梁。游梁一般采用自动焊,生产效率高,缺点是制造过程的变形量大。
b) 游梁的顶板、底板和侧板相对尺寸结构长窄,焊接时易引起波浪变形,对游梁的刚度、强度和稳定性都有影响。
c) 游梁的顶板、底板和侧板装焊时要控制其倾斜量,否则会产生扭曲变形,影响抽油机的运行性能和安装精度。

图2 游梁结构
2.2 焊接工艺
为减少游梁的波浪变形和扭曲变形,应适当采用工装夹具,保证装焊的质量。
a) 使用胎夹具装配法装焊游梁,以提高装配质量和装配效率。
b) 为保证游梁的变形在公差允许范围之内,顶板、底板和侧板之间的手工封底焊缝要严格控制焊接电流大小,尽可能采用两侧同时施焊的方法。
c) 先焊接箱体内的筋板焊缝,后焊接侧板与顶板、底板的角焊缝。因为封箱板无法与筋板焊接,考虑受力分布情况,应将底板作为封箱盖板。
d) 侧板与顶板、底板的角焊缝采用埋弧自动焊双机头对称焊接的方法,可以减少构件的总体变形量,严格控制焊接电流在工艺要求范围之内。
e) 刚度大的焊缝,如连接板与顶板、底板的焊缝焊接应不间断,力求迅速完成。
3 连杆
3.1 结构特点
连杆是抽油机主要运动部件之一,结构简单,其结构如图3所示,一般由管件和上、下接头焊接而成。
a) 相对于长杆焊接件来说,其精度和形位公差要求极高。因为精度既影响抽油机的运行,又影响部件的互换性。
b) 结构单薄,在运行过程中,受交变载荷作用,设计时不但要考虑拉伸强度和弯曲强度,而且要校核其受压稳定性。
c) 由于工件尺寸相对较长,受限于设备,一般采用先机加工、后焊接的方法。
3.2 焊接工艺
由于连杆属于抽油机的薄弱部件,对焊缝的质量要求高。
a) 采用定位装配法进行焊装和焊接,以保证质量和生产效率。
b) 焊接使用直流焊机,焊接应不间断,力求迅速完成,焊接后应按要求加热或保持温度。
c) 采用高频振动仪或其他方法消除残余应力。
d) 进行外观检查和无损探伤。

图3 连杆结构
4 横梁[6]
4.1 结构特点
横梁的结构如图4,一般以箱形梁或工字梁为主体,形位公差和精度要求很高。要保证横梁上平面与2个连杆销孔的水平度及同轴度精度,一般采用先焊接、后机加工的方法。

图4 横梁结构
4.2 焊接工艺
为减少横梁的扭曲变形,应采用工装夹具,保证装焊的质量。
a) 横梁成型焊焊缝要严格控制焊接电流大小,尽可能采用两侧同时施焊的方法。
b) 横梁与连杆销套的焊接采用定位装配法进行焊装和焊接。
c) 用加热或焊后保温等方法消除残余应力,为后续冷加工作好加工准备。
5 底座
5.1 结构特点
底座作为游梁平衡式抽油机的支撑部件,其强度和刚度有一定的要求,对机构的整体稳定性起着重要的作用。底座的结构如图5所示。
a) 底座的底部主要是由工字梁组焊而成的框架结构,上部为支撑减速器的箱体结构通常采用手工电弧焊,生产效率低,易变形。
b) 底座的底部相对尺寸结构长窄,焊接时易引起扭曲变形,对整机的装配有影响。
c) 底座的底部与上部箱体装焊时要控制平行度,否则会影响后续加工和抽油机安装精度。
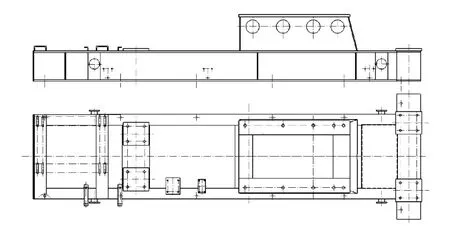
图5 底座结构
5.2 焊接工艺
a) 使用胎夹具装配法装焊底座,提高装配质量和装配效率。
b) 为减少扭曲变形,应先焊横筋与主梁的焊缝,然后焊接内置加强板,且须沿中心部分向外延展对称焊接。
c) 构件中先焊对接焊缝,后焊角焊缝;先焊立焊缝,后焊平焊缝。
d) 刚度大的焊缝,如底板的焊接应不间断,力求迅速完成。
6 支架[7]
6.1 结构特点
支架作为游梁平衡式抽油机的衍架式支撑部件,其强度和刚度有一定的要求,对机构的整体稳定性起着重要的作用,支架的结构如图6。
a) 支架的前架和后架是由工字梁组焊而成的衍架式结构,采用手工电弧焊,生产效率低,易变形。
b) 衍架式结构部件交错,焊接时易引起扭曲变形,对整机的装配和运行有很大影响。
c) 支架在平台装焊时要控制平行度精度,否则会影响抽油机安装精度。
6.2 焊接工艺
焊接工艺基本同5.2。
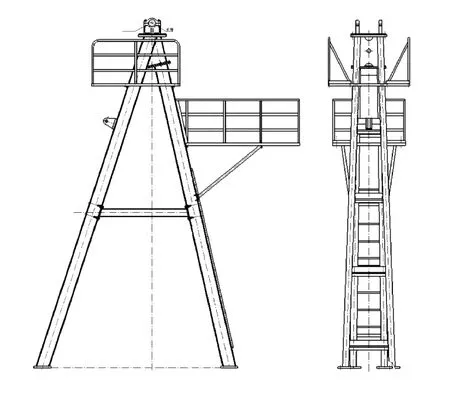
图6 支架结构
7 整体组对方法对焊接工艺的影响
总体组对方法主要采用“配对倒装法”的装焊工艺,主要是驴头和游梁必须配对使用。这样抽油机的各个部件可以采取较为灵活的焊接工艺来满足技术要求,对设备的依赖程度也大为降低。主要缺点是:这2个部件没有互换性,返修的驴头和游梁需要整机回厂调试。
8 结语
本文阐述了游梁平衡式抽油机主要焊接件驴头、游梁、连杆、横梁、底座、支架的结构特点及焊接工艺,可为相关制造企业提供参考。但每个企业的设备状况和操作人员的水平都有所不同,应根据具体状况制定与其相适应的焊接工艺和加工路线。
[1] 张晓东,贾国超.关于我国抽油机发展的几点思考[J].石油矿场机械,2008,37(1):24-27.
[2] 田锡唐.焊接结构[M].北京:机械工业出版社,1996.
[3] 周浩森.焊接结构生产及设备[M].北京:机械工业出版社,1996.
[4] 宇永福.焊接结构制造[M].北京:机械工业出版社,1995.
[5] 李红才,李海东,宋念友.抽油机侧转式驴头改进设计[J].石油矿场机械,2009,38(12):100-102.
[6] 马述俭,龚晓明,孙存文.游梁平衡抽油机横梁连杆连接技术方案探讨[J].石油矿场机械,2008,37(3):94-95.
[7] 李海东,秦德福,赵普忠,等.抽油机支架数值模拟和结构优化[J].石油矿场机械,2008,37(7):38-41.
TE933.1
B
1001-3482(2010)06-0082-03
2009-12-30
张万江(1973-),男,甘肃武威人,工程师,1996年毕业于新疆工学院汽车应用工程专业,主要从事采油机械的技术及管理工作。
猜你喜欢
石油石化节能(2022年12期)2022-12-30 04:45:02
机械制造(2021年9期)2021-10-12 12:28:08
机械管理开发(2021年5期)2021-06-29 08:57:00
石油石化节能(2021年1期)2021-01-23 02:06:42
中国科技博览(2017年19期)2017-07-19 22:04:12
中国煤层气(2014年6期)2014-08-07 03:07:05
河南科技(2014年16期)2014-02-27 14:13:19
河南科技(2014年5期)2014-02-27 14:08:38
法人(2014年2期)2014-02-27 10:41:33
大灰狼(2009年7期)2009-08-26 05:59:32