
大直径工件自动定心涨紧夹具设计
2010-10-18 14:31姜燕佟宇
制造技术与机床 2010年8期
姜 燕 佟 宇
(大连理工大学机械工程学院,辽宁大连116024)
本课题应天津卡普林热处理有限公司要求,设计一台专用管螺纹加工机床,要求生产的螺纹管属于大直径薄壁工件。在车削加工时,如果设计的机床采用普通三爪卡盘夹紧机构,由于装夹、切削力等因素,工件极易变形,很难保证工件的加工精度和使用要求,且手动夹紧机构降低了工件的加工效率;同时,为适应大直径螺纹管的要求,三爪卡盘整体尺寸将会很庞大,影响机床的整体协调性和经济性。因此,本文为专用管螺纹加工机床设计一套专用夹具。
1 夹具结构及工作原理
夹具结构如图1所示。将定位板13插入夹具体5的方孔中,再将工件放入夹具体内,以定位板进行平面定位。夹紧力的动力源来自电磁吸盘1,电磁吸盘1通电后,产生的吸力将绕盘组件2向左拉,进而拉动拉杆4,由于拉杆4和拉板6连接在一起,则拉板6也跟随向左移动,拉板6通过与其相连的导杆8带动压板11左移,进而压缩聚氨酯橡胶7,聚氨酯橡胶7发生径向弹性变形,产生径向作用力,当工件、聚氨酯橡胶两者之间的径向作用力足够大时所产生的摩擦力就可以克服切削力,完成工件的平端面、镗孔、倒内角、车螺纹等工序。所以一次性定位夹紧后即可完成工件的加工,有利于保证工件的加工精度要求。工件加工完毕,断电,电磁吸盘吸力消失,在绕盘处压力弹簧的作用下将拉杆4右推,带动夹具组件中的拉板6和压板11向右移动,进而将工件12松开,便可把工件取出。

2 夹具主要零部件的特点及选择
2.1 聚氨酯橡胶的特点
聚氨酯橡胶[1]具有流体各向流动的性质,又像刚体一样具有一定的刚度和硬度,不会流散,被誉为“流动刚”[2]。一方面,既有流动的性质,广泛地应用于冲压成型的各种复杂形状的零件中;另一方面,又不存在污染和密封的问题。聚氨酯橡胶在各种橡胶中耐磨性最高,强度高,弹性高,耐氧化,耐老化,耐油性好,气密性好。具体地,选用聚氨酯橡胶作为涨紧元件理由如下[3]:
(1)耐磨性好。聚氨酯橡胶具有优异的耐磨性能。
(2)硬度范围宽。聚氨酯橡胶的硬度约为邵氏A10到邵氏D80,而普通的橡胶硬度范围一般在邵氏A600~100。值得注意的是,聚氨酯橡胶这样宽的硬度范围内能有400%~800%的伸长率,而天然橡胶的伸长率为55%时其最高硬度为邵氏A70。
(3)高强度和高伸长率。聚氨酯橡胶的拉伸度是天然橡胶和合成橡胶的2~3倍。
(4)负载支撑容量大,减振效果好。聚氨酯橡胶的减振性能很好,拉伸强度和伸长率高,因而负载支撑容量大,同其他橡胶相比可节约材料。
(5)耐油性能优异。聚氨酯橡胶的耐油性能优于丁腈橡胶,耐老化性能优于天然橡胶和其他合成橡胶。
2.2 聚氨酯橡胶的选择
本文中利用的是聚氨酯橡胶的压缩变形性能,其橡胶的质量和机械性能直接关系到夹具的可靠性[4]。国产聚氨酯橡胶牌号有5种。图2是国产5种聚氨酯橡胶的压缩性能曲线[5],其中阴影部分为临界区。从图中不难判别出:只有8280、8270、8260三种牌号的聚氨酯橡胶适用于作为夹具内部的涨套,其机械性能也能满足夹具的要求。因而,可从8280、8270、8260这三种牌号的聚氨酯橡胶中选择购买。表1为三种聚氨酯橡胶的机械性能。
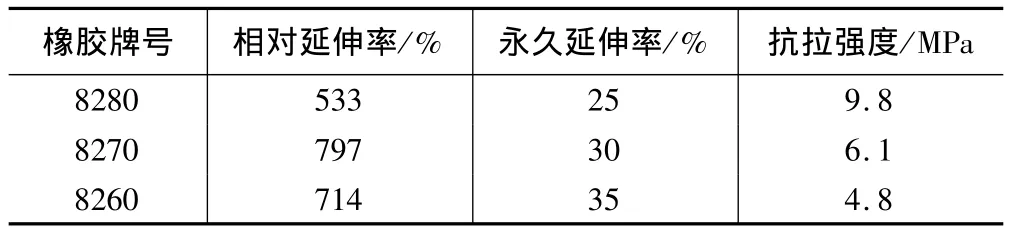
表1 三种聚氨酯橡胶的机械性能
2.3 夹具动力源——电磁吸盘的特点
夹具的动力机构设计中通常采用手动、电动、气动或液动。大多数工控场合都采用气动执行机构。气动最大的优点是安全,但气动响应较慢,控制精度欠佳,抗偏差能力差。液压执行机构优点是具有较好的抗偏差能力,运行平稳,响应快,所以可以实现高精度控制,缺点就是结构复杂、造价昂贵。电动执行机构主要优点是高度的平稳性,执行器最大推力可达到250 kN,电动执行器的抗偏离能力也是很好的,输出的推力或者力矩基本上是恒定的,可以有效克服介质的不平衡力,达到工艺参数的准确控制。通过对比,选用电磁执行器可靠性高,可以节省夹具整体设计的成本,同时提高夹紧效率。但由于电磁执行器需要导线传输电能,为避免工件旋转而发生绕线,因而多被应用于工件固定的加工过程中。

本文采用电磁吸盘作为整个夹具夹紧力的动力源,为了克服电磁吸盘只能应用于工件固定的加工过程的缺点,通过绕盘和推力轴承的巧妙结合,避免了电磁吸盘旋转而造成绕线,充分利用了吸盘的吸力,使电磁吸盘应用于更广泛的领域中。
2.4 电磁吸盘的选择
本夹具中选用的电磁吸盘为偏圆式吸盘,主要参数:吸力最大为2 kN,总体质量为1 kg,具有体积小、重量轻、吸力大等优点[6]。
3 结语
综上所述,设计的夹具具有以下优点:
(1)不存在径向间隙,能够自动定心并达到一定的定位精度,聚氨酯橡胶加工性好,在自由状态下聚氨酯橡胶与工件外圆之间的间隙很小,在这种情况下,夹紧时,聚氨酯橡胶套径向变形相同,保证了工件与夹具的同轴度;
(2)此种夹具制造简单,更换聚氨酯橡胶套方便,使用寿命长;
(3)由于工件与夹具接触的表面为聚氨酯橡胶表面,不会对已加工工件表面产生划伤现象,有利于保证工件的表面质量;
(4)对工件外表面的支撑性好,没有刚性三爪卡盘的夹紧缝隙,并且可以防止薄壁工件在夹紧的过程中发生变形,有效保证了工件的加工质量;
(5)利用电磁吸盘将夹具设计为自动夹紧机构,夹紧过程方便快捷,效率高,而且成本低。
[1]陈毓勋.特种冲压模具与成型技术[M].北京:现代出版社,1989.
[2]王耀钰.聚氨酯冲模设计及应用[J].锻压技术,2001,(3):59-60.
[3]彭建声.冲压技术问题[M].长沙:湖南科技出版社,1991.
[4]张国军,张伟宏.聚氨酯橡胶模拉伸的特点及应用设计[J].机械工程师,2001,7:47-49.
[5]王孝培.冲压设计手册[M].北京:机械工业出版社,1990.
[6]顾文雅.磨套筒内孔的电磁夹具[J].机械科学与技术,1993,(6):43-44.
猜你喜欢
化工管理(2022年11期)2022-06-03
化学工业与工程(2022年1期)2022-03-29
哈尔滨轴承(2021年4期)2021-03-08
皮革制作与环保科技(2020年13期)2020-03-17
上海建材(2019年4期)2019-05-21
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
中国海上油气(2017年5期)2017-11-06
中国塑料(2015年8期)2015-10-14
少年科学(2015年7期)2015-08-13
