
弯曲成形法研磨抛物面时磨具磨损规律的研究
2010-09-19 07:59:46贾雄伟杨建东韩慧伶
长春大学学报 2010年8期
贾雄伟,杨建东,韩慧伶
(长春理工大学 机电工程学院,吉林 长春 130022)
弯曲成形法研磨抛物面时磨具磨损规律的研究
贾雄伟,杨建东,韩慧伶
(长春理工大学 机电工程学院,吉林 长春 130022)
根据材料在弯矩作用下会发生弯曲变形的特性,提出了一种采用弯曲成形法制作磨具系统来研磨抛物面零件的新方法。根据磨具保形磨损理论,建立了研磨抛物面时磨具的保形磨损基本原理。对影响磨具磨损的因素进行了简单的实验研究。
弯曲成形法;抛物面;磨具;磨损规律
0 引言
随着科学技术的发展,非球面零件在各个领域的应用日趋广泛,从而也推动了非球面加工技术的发展。但是,随着非球面光学零件应用领域的不断拓宽,非球面的加工技术从精度和效率上还不能满足当前的需求,它主要体现在非球面零件制造工艺复杂,单件生产周期长,成本高,特别是磨具磨损后修复困难,这极大地制约了非球面加工技术的快速发展,因此,探索一种高精度、高效率、低成本的加工方法是非球面加工领域所追求的目标。抛物面是非球面零件中比较常用的二次回转曲面,在光学系统中应用抛物面镜既可以减少光学零件的数量,简化系统结构,减小系统尺寸,减轻重量,降低光能损失,又可以消除像差,提高光学系统成像质量,因此,抛物面的加工倍受人们的重视[1]。
本文把现有的平面高速研磨技术推广应用到非球面加工上,提出一种新的磨具弯曲成形法来高速研磨加工抛物面。该方法采用高速研磨加工技术,加工效率明显提高、加工成本显著降低。同时研究了研磨抛物面时磨具磨损的基本原理,建立了研磨抛物面时磨具均匀磨损式模型,并且进行了理论计算,得出了研磨抛物面时磨具的磨损规律。
1 抛物面高速研磨的原理
如图1所示,利用弯曲成形法制做的磨具廓形母线(中心线)与所要加工零件的廓形母线是一致的,且回转中心线重合,当工件固定不动而磨具绕回转中心线旋转时,磨具廓形母线上的磨料就会对工件表面发生相对磨削作用,从而达到去除工件材料的目的。当磨料磨损后,去掉外载荷作用,在平修整盘上修平磨具,再施加载荷作用使磨具生成原来的抛物线进行研磨加工,这样磨具修复方便,同时有利于保证研磨工件的面形精度[2]。

图1 抛物面高速研磨原理
2 磨具磨损的基本原理
研究抛物面磨具的磨损规律,归根结底是要设计出一种可以保形磨损的磨具。
所谓抛物面磨具的保形磨损,就是要求磨具在磨损后仍然保持原有的抛物线的形状不变。这样说可能难以理解,实际上根据弯曲成型法研磨抛物面的特殊性,可以将抛物面保形磨损作如下叙述:研磨抛物面的磨具实际上为一平面磨具,在研磨时对磨具作用已弯矩,使其产生弯曲变形,形成一所要求的抛物线。当磨具磨损后,磨具的加工面不再是要求的抛物面,这时去除施加在磨具上的弯矩,磨具的加工面就不再是原来是平面。抛物面磨具的保形磨损就是要求磨具磨损后,去除施加在磨具上弯矩,磨具的加工面仍然为平面,这样就无需对磨具进行研磨修整,提高了加工效率。
考虑一个凹形抛物面磨具,由于磨具在研磨过程中是旋转的,因此它的磨损应该是轴对称的,如图2所示,磨具从加工初始位置1移动到加工终了位置2,磨具表面上每一点的纵向移动距离都相等,均为Δy,但是每一点对应的工件的去除量却不尽相同,工件上去除量多的点对应的磨具上的点的磨损量也相对较大,所以我们就可以把对磨具磨损的研究转化为对工件去除量的研究。

图2 抛物面磨具研磨过程示意图
下面对去除量进行数学计算:
设:工件曲线方程为x21+y21=R2;磨具曲线方程为y2=kx2+R
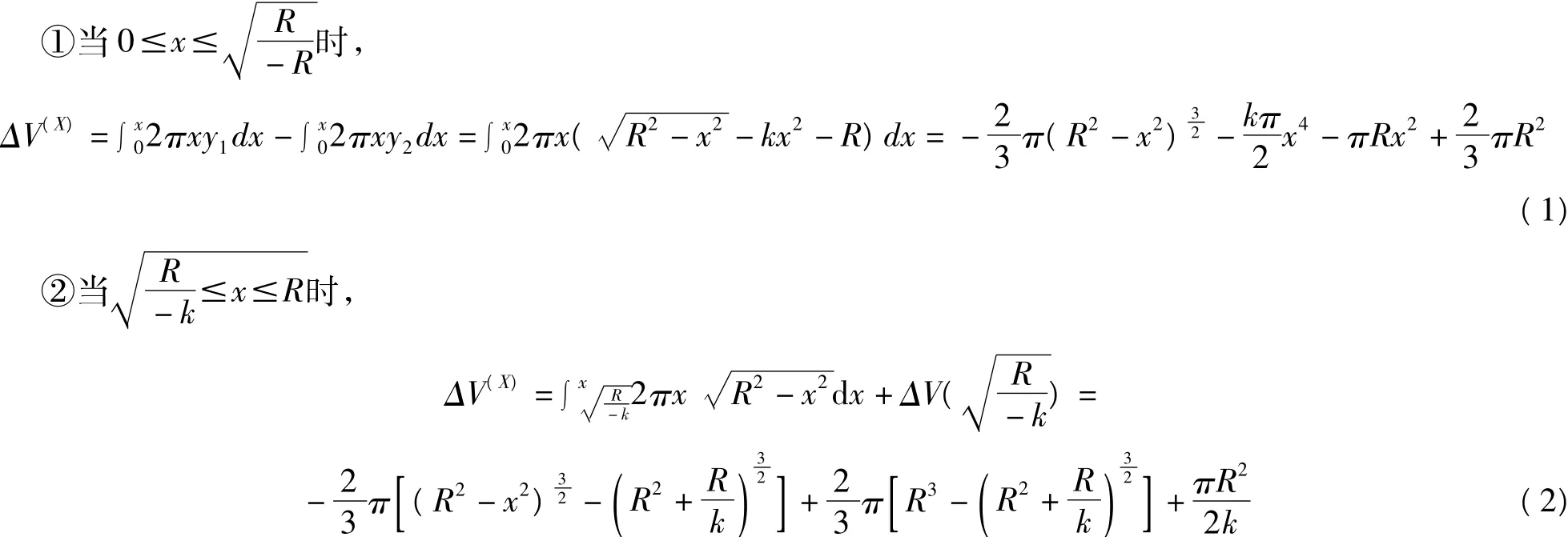
式⑴与式⑵即为加工到x位置时工件的去除量,要计算某一小段距离内的磨损量时,将两个坐标分别代入,再两式相减即可。
3 影响磨具磨损因素的实验研究
3.1 压强对磨具磨损的影响
用不同粒度的磨料在不同压强下,研磨不同的工件,磨具磨损情况如图3所示。这个结果说明,磨具的磨损量与压强成正比。
3.2 相对研磨速度对磨具磨损的影响
我们对磨具在相同压强下,测试不同相对研磨速度对磨具的影响,结果表明,磨具磨损量与研磨速度成正比(见图4)
3.3 研磨时间对磨具磨损量的影响

图3 磨具磨损与压强变化关系图
在一定的压强和研磨速度下,对磨具磨损量与研磨时间关系进行测试,结果如图5所示。结果表明磨具磨损量与研磨时间成正比。

图4 磨具磨损随研磨速度变化关系图

图5 磨具磨损随时间变化关系图
3.4 其它因素的影响
磨具磨损量除与以上三种因素有关外,还与工件材料,工件表面状况,磨料粒度,研磨温度,冷却液性质等有关。综合以上实验结果,我们可以得到如下的结论:
磨具单位面积上的磨损量与该面积上承受的摩擦功成正比。或者说,磨具单位面积上的磨损平均高度ΔR与该面积上承受的摩擦功成正比。这样,其定量表达式为:

式中 ΔR—单位面积上的平均磨损高度;
λ—当量系数,它与磨料粒度、工件材料和工件表面状况等因素有关; q—磨具工件间的压强;
v—相对研磨速度;
T—研磨时间。
进一步由式(1)还可以求出磨具上S面积上的磨损体积为:

[1] 朴承镐,蔡立.国内外非球而光学零件加工技术现状及新进展[J].光学技术,1993(5):7-13.
[2] 杨建东,田春林.高速研磨技术[M].北京:国防工业出版社,2003,91-207.
[3] 张权,张璞扬,郝沛明,等.大型非球而镜的加工和检测[J].光学技术,2001,27(3):204-208.
[4] Michael T Tuell Janes H.Burge,Bill Anderson A spheric optics smoothing the ripple with semi flexible tools[J].Opt Eng 2002,41(7):1473-1474.
责任编辑:吴旭云
Research on wear rule of abrasive lapping paraboloid workpiece based on bending formation method
JIA Xiong-wei,YANG Jian-dong,HAN Hui-ling
(College of Mechanical and Electric Engineering,Changchun University of Science and Technology,Changchun 130022,China)
According to the features of materials'deformation under the bending moment,this article presents a new methed of making abrasive tools by using the bending formation method to lap paraboloid workpieces.It establishes the basic principles of wear with shape preserving based on the theory of conformal abrasive wear while grinding paraboloid.The simple experimental study on the factors affecting abrasive wear is conducted.
bending moment;paraboloid;lapping tool;wear rule
TG580.1
A
1009-3907(2010)08-0045-03
2010-07-05
贾雄伟(1985-),男,陕西榆林人,硕士研究生,主要从事精密与超精密加工技术的研究。
猜你喜欢
风流一代·经典文摘(2024年2期)2024-02-28 00:59:46
模具制造(2021年6期)2021-08-06 01:07:36
天文研究与技术(2021年3期)2021-07-15 01:57:44
精密制造与自动化(2018年3期)2018-09-19 08:01:14
光学精密工程(2016年6期)2016-11-07 09:08:09
哈尔滨理工大学学报(2016年2期)2016-09-12 14:37:06
河北农机(2016年4期)2016-08-16 05:36:00
航天制造技术(2016年6期)2016-05-09 08:32:43
当代化工(2015年2期)2015-03-25 15:58:19
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:58
