
H22及H25锥形连接钎杆尾部平头倒角专机设计
2010-09-15 10:52雒全
凿岩机械气动工具 2010年3期
雒 全
(贵阳特殊钢有限责任公司,贵州 贵阳 550005)
H22及H25锥形连接钎杆尾部平头倒角专机设计
雒 全
(贵阳特殊钢有限责任公司,贵州 贵阳 550005)
目前国内凿岩钎具仍以锥形连接钎杆(≤H25)为主,尾柄端面加工质量对钎杆及凿岩机的使用都有很大影响,文中介绍的此种钎杆尾柄端面加工设备高效、便捷,可确保加工质量,提高钎杆加工设备的自动化水平。
锥形连接钎杆;平头倒角专机;气液传动;气动卡盘
1 概述
凿岩钎具是矿山开采、基础设施建设工程中使用的工具,随着爆破技术的发展,各种新型的凿岩设备及工具不断涌现。但就目前国内的使用状况而言,锥形连接钎杆(≤H25)在使用过程中仍占主导地位,年使用量高达8-9万吨。
锥形连接钎杆(≤H25)装在手持式或支腿式气动凿岩机上使用,尾柄端面直接承受活塞冲击,端面加工质量对钎杆及凿岩机的使用都有很大影响。凿岩机生产厂家和钎杆生产厂家都对钎杆尾柄端面的加工提出了具体要求,因而寻求一种高效、便捷、自动化程度相对较高的钎杆尾柄端面加工设备,已成为一些大规模钎杆生产厂家亟需解决的问题。贵阳特殊钢有限责任公司钎钢厂是目前全国最大的锥形连接钎杆(≤H25)生产企业,生产能力超过6万吨/年,平头倒角专机的应用具有现实意义。
2 现有的加工工艺简介
(1)加工方式
采用普通落地车床,刀具安装在车床主轴上,自行设计夹具安装在车床导轨上;加工时,主轴高速旋转,工件不动,夹具夹持工件前后移动完成切削加工;加工过程由人工上、下料,手动夹紧、进(退)刀,二人配合操作,逐支进行加工(见图1)。
操作步骤:
①推入限位杆;②上料;③夹紧;④退出限位杆;⑤工件前进;⑥工件后退;⑦松夹;⑧下料
(2)主要优缺点
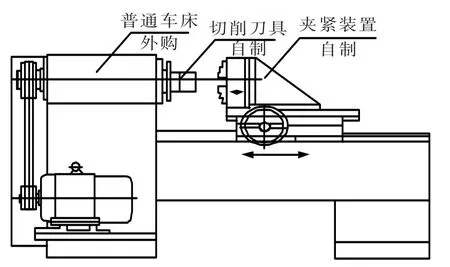
图1 现行钎杆平头倒角加工示意图
该加工方式易实现,加工效率高;但所有操作全靠人工完成,自动化程度低,劳动强度大;需两人同时操作,在配合上存在安全隐患;工件行程短(20~30mm),机床磨损不均匀,机床导轨易凹陷,不易维修等。
3 平头倒角专机设计要求
钎杆尾柄端面加工要求,见图2。
机床设计要求:
降低操作者劳动强度并提高装备自动化水平,除上、下料外,其余自动完成,单人操作。
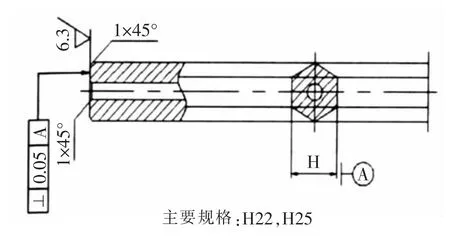
图2 钎杆尾柄加工要求
4 机床设计
4.1 方案确定
由于钎杆长度尺寸差异很大 (最短300mm,最长可达 10000mm),按普通的车削方式(工件旋转)加工完成难以实现,因而仍采用刀具旋转的方法 (铣削方式)完成;考虑到工件长度的变化,采取刀具移动方式更便于加工,经过我厂技术人员反复讨论,最终决定在工作台上安装切削动力头,通过切削动力头前后移动、旋转完成工件切削加工,主机上设置自动夹持机构固定工件。
4.2 动力头设计
(1)动力头的结构
动力头的旋转可通过切削参数的要求计算出切削功率,确定传动方式后根据机械设计公式计算出各个零部件的尺寸即可;因动力头要前后移动,如主电机固定在动力头上一起运动的话,动力头的外形尺寸偏大,并且需制作一个滑动工作台用于固定主电机和动力头,滑台、电机及动力头三者相加重量较大(估算约400公斤),这就需要加大推进力才能完成切削加工,加之滑台本身加工难度较大,磨损后修复较困难,因而设计者放弃了这种结构。
如何才能获得结构紧凑、体积小、重量轻的动力头呢?设计者通过对车床、铣床及钻床主轴的反复比较后,认为钻床的主轴传动方式符合动力头的设计要求,但需对其进行改进。设计者首先将主轴滑套改为活动衬套,衬套是活动的,装卸方便,当衬套与主轴套筒间隙过大后,只需更换衬套即可。钻床主轴的旋转精度较低,为解决该问题,设计者参考了车床的主轴结构形式,并将该结构用于主轴套筒内,这样,就得到了一个既轻巧、旋转精度较高的切削动力头。
(2)动力头的推进方式
动力头需前进才能加工工件,钻床是将主轴套筒一侧加工成齿条,通过与齿轮啮合由人工搬动手柄实现主轴移动,如动力头采用该方式实现进、退刀,操作难度较大且效率很低,于是设计者选择了在主轴套筒上安装一个曲杆,由动力元件(气缸或油缸)推动曲杆实现主轴的进、退刀运动。
究竟选择何种动力元件来控制动力头的往复运动是设计的一个难点:采用油缸驱动,需设置一整套液压系统,结构复杂,出现问题后不易查找故障源,成本较高,加之液压系统压力较大,密封不好及液压元件自身存在的液压油泄漏,会造成环境污染;采用气缸驱动,压缩空气源容易得到,结构简单,易维护,成本低廉,但因空气的可压缩性大,因而冲击惯性大,难以实现平稳运行。
如何克服液压及气压传动存在的缺点,寻求一种既简易又可靠的动力原件呢?设计者经过较长时间考虑,查阅相关资料,发现悄然兴起的一种新的传动方式——气液传动,该传动方式利用压缩空气为动力源,实施方便,压缩空气的压力低 (一般在0.4-0.6MPa),密封简单且不易泄漏,维护方便,造价低,但力量有限,适合小型设备的运用。
气液传动的原理为:首先根据所需推进力选择合适的空油压缸(以气缸为主体,通过对密封元件改进,在缸筒内装入液压油),再按油缸行程计算出所需气液变换器(将气动转换为液压传动的装置)的规格,将气液变换器压油端与空油压缸前端 (装油端)连接,中间接一个单向节流阀,就可实现稳速运行;前进时,压缩空气直接推动空油压缸后端,前端将液压油推入气液变换器,由于液压油几乎不可压缩,因而运动平稳,通过对节流阀的调节,可控制活塞的前进速度;后退时,压缩空气进入气液变换器将液压油通过单向阀进入空油压缸前端,使活塞快速退回。
动力头传动示意见图3。

图3 动力头传动示意图
4.3 夹具的选择
原加工方式采用三爪自定心卡盘手动夹持工件,在卡盘前面设一手动限位杆。卡盘夹紧工件后,将限位杆拉出;加工完毕卡盘松夹后,又将限位杆推入;反复重复该动作,劳动强度大不说,容易造成操作者意识疲劳,引发安全事故。由于专用自动夹具设计较为困难,加之国内很多厂家都生产标准的动力夹具,在此设计者没有刻意改变原有装夹及限位方式,只是采用三爪气动卡盘替代原卡盘,利用气缸带动限位块运动,气动反应快,动作迅速,工作效率及装夹的自动化水平都得到了提高。
5 机床外形、加工步骤及气路原理
机床外形图见图4。
加工步骤如下:
①人工上料;②气动卡盘夹紧、限位退开;③动力头快进;④动力头工进;⑤动力头快退、气动卡盘松夹、限位回位;⑥人工下料气路原理见图5。
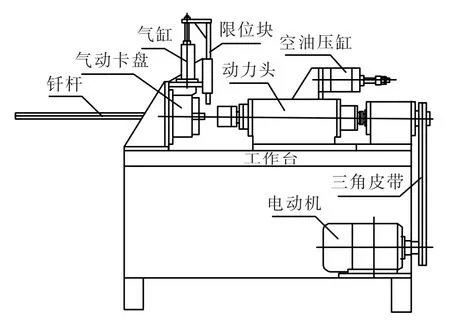
图4 主机外形

图5 气路原理图
6 机床特点
(1)充分体现了气动的反应快,动作迅速,以及液压的不可压缩,动态特性好;
(2)执行机构运动速度平稳,易于调速且定位精度高;
(3)可以简便地与电控部分组成电气液一体化,实现各种自控功能;
(4)成本低,便于维护,易于实现过载保护。
[1]机械设计手册1-5卷(第三版)[M].北京:化学工业出版社,1993,1.
[2]公差与配合手册[M].北京:机械工业出版社,1990,10.
[3]广东肇庆广大气动公司产品样本[Z].
[4]常州比优特公司立式中空气动卡盘资料[Z].
TD421.2+5 文献标识码:B
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
内燃机与配件(2022年2期)2022-01-17
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2020年4期)2020-03-17
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2018年12期)2018-12-23
猪业科学(2018年4期)2018-05-19
制造技术与机床(2017年2期)2017-05-04
汽车文摘(2015年5期)2015-12-16
制造技术与机床(2015年10期)2015-04-09
