
H22锥体连接钎杆质量问题分析及对策
2010-09-15 10:52王筑生张吉舟
凿岩机械气动工具 2010年3期
王筑生,张吉舟
(贵阳特殊钢有限责任公司,贵州 贵阳 550005)
H22锥体连接钎杆质量问题分析及对策
王筑生,张吉舟
(贵阳特殊钢有限责任公司,贵州 贵阳 550005)
对影响H22中空钢和锥形钎杆(俗称:成品钎)质量的因素,本文从全面质量管理的理念进行比较系统的分析,即从“人、机、料、法、环”五个方面进行质量问题分析,并介绍了相关的理念和实践经验,提出了对策,为正确地认识和处理中空钢(成品钎)的质量问题和产品开发提供参考。
中空钢;成品钎;质量对策
1 前言
H22锥形钎杆(俗称:成品钎)是中国市场上最广泛使用的凿岩钎杆(用量≥85%)。由于H22成品钎是细长杆件,其主要制造工艺是在H22中空钢的基础上,绝大多数只进行少量局部的热加工(钎肩)和热处理(钎尾)即可:成品钎早期失效(断裂、炸顶、堆顶等)部位既有热加工和热处理部位,也有非热加工和非热处理部位;显然同步分析影响中空钢和成品钎质量的因素,对于解决成品钎的质量问题是合理的。本文从全面质量管理的概念进行比较系统的分析,即从“人、机、料、法、环”五个方面进行质量问题分析,并提出对策。
2 人员的影响因素
这涉及到四方面的人:中空钢生产者;成品钎制造者;经销商;凿岩机操作者(即成品钎最终使用者)。
(1)中空钢生产者:主要包括企业的中空钢生产人员,如炼钢人员、轧钢人员、钻深孔人员、抽芯人员等。
炼钢人员:影响钢坯成份的准确控制和均匀性、钢的纯净度、低倍组织。
轧钢人员:影响中空钢轧材的几何尺寸、直线度、硬度、内在组织性能。
钻孔人员:影响中空钢的芯孔尺寸及中空钢内壁质量。

抽芯人员:影响中空钢的内壁质量。
(2)成品钎制造者:主要包括企业的成品钎制造人员,如定尺下料人员、热加工(锻造)人员、机加工人员、热处理人员、防腐包装人员等。
成品钎制造者影响热加工质量、热处理质量、配合尺寸、防腐效果等。
(3)经销商:根据市场需求、特别是自身的利益,引导生产者和使用者,所反映的质量问题,可能有一些主观性。
(4)使用者:由于凿岩工作环境很差、岩石性能变化也大,正确地操作、使用可以反映产品真实的制造质量状况;否则,最好的产品也会得到较差的使用效果。
3 设备的影响因素
这涉及到三方面的设备:中空钢生产设备;成品钎生产设备;凿岩机设备。
(1)中空钢生产设备:包括炼钢设备、轧钢设备、钻深孔设备、抽芯设备等。生产设备不同,可以得到不同工艺的中空钢:①钻孔法;②铸管法;③热穿热拔(或热轧、冷拔)法等;同类工艺方法中,设备档次的差异对产品质量也有影响。
(2)成品钎生产设备:生产设备的差异影响产品质量的稳定性。
(3)凿岩机设备:型号不同,产生的冲击功(或能量)不同,从而导致产品受到的冲击力不同,这是影响产品质量(使用寿命)很重要的因素之一。
4 原料的影响因素
它涉及到两方面的原料:中空钢生产用的炼钢原料(废钢、生铁等),成品钎生产用的中空钢材料。
(1)炼钢用原料:①用废钢生产中空钢纯净度不及用铁水生产的中空钢;②用分选后的废钢比不分选废钢的纯净度好。
(2)中空钢材料:成份主要有95CrMo、55SiMnMo、8Cr等中空钢。成份不同,则热处理工艺不同、组织和性能也不同;中空钢材料的纯净度、低倍组织、压缩比不同,则中空钢材料的质量和质量稳定性不同。
5 方法的影响因素
这涉及到三方面:中空钢生产方法;成品钎生产方法;凿岩方法。
5.1 中空钢生产方法
按成形工艺方法分,主要有钻孔法、铸管法、热穿热拔(或)热轧、冷拔等中空钢。
钻孔法是世界上生产中空钢的最先进方法;
铸管法是中国特色的生产方法,内衬管起到的最重要作用是:强化内壁和防腐;
热穿热轧可以得到最好的中空钢几何尺寸,特别是带芯拔制,可以部分减小热穿内螺旋线的影响,质量稳定性较好是它的特点。
5.2 成品钎生产方法
(1)成品钎由于是细长杆件,通常采用在轧材基础上局部热处理方式,强化与凿岩机配合部位—钎尾,确保钎尾端部硬度合适:受到凿岩机冲击时,不堆顶、不炸顶。整体热处理无论从工艺成本,还是工艺可行性都较难。细长杆件批量(几十支/批)整体热处理的最大问题是弯曲,热处理达到较高硬度(≥40HRC)后,基本上成为弹簧,很难矫直!单支整体热处理,生产效率低,产量低。
(2)55SiMnMo中空钢对温度敏感,不易实现控温轧制。目前,由于55SiMnMo轧材硬度一般在30HRC左右,硬度偏低,通常许多成品钎生产者,通过单支中频感应正火来消除(或减少)成品钎制造中的热加工影响和提高杆体(中空钢)的组织性能,效果明显,市场反映:单支连续中频感应 (整体)正火55SiMnMo成品钎的使用寿命较好。但是批量生产能力有限,≤300吨/月。
5.3 凿岩方法
凿岩机按动力介质分为两类:气动凿岩机、液压凿岩机。对不同凿岩机,同样大小的冲击功施加给钎杆的力不同:液压凿岩机作用力小、持续时间长,气动凿岩机作用力大、持续时间短。显然,气动凿岩机对钎杆的伤害大!由于成本和方便性的显著优势,绝大部分成品钎使用气动凿岩机,国内100%使用气动凿岩机。
凿岩机功率越大,凿岩速度越快,同时对钎杆施加的力越大、钎杆的消耗也越多。过去用于H25较大规格成品钎的YT28凿岩机,现在已经成为H22规格成品钎的主力机型;过去一个工作面使用1~2台凿岩机,现在使用10多台凿岩机;过去打3米以上的孔使用2~3支的套钎、以减少弯曲应力的影响,现在多数只使用1支钎杆。显然,凿岩方法的变化对H22规格成品钎(中空钢)提出更高的技术、质量要求!
6 环境的影响因素
这涉及到两方面:成品钎的供需环境(市场);成品钎的凿岩环境。
(1)供需环境(市场):当供不应求时,经销商可以容忍许多质量问题;否则质量异议增多,并且可能以点代面。由于成品钎市场的规模不大,成品钎市场的经销商彼此的联系较多,容易跟风。
(2)凿岩环境:岩石的状况(硬度、可钻性等)直接影响钎杆的使用寿命。同一等级的产品,在不同地方,使用效果不同;同一地方,不同掘进深度,使用效果也会不同;特别是当岩石性质变化较大,凿岩机操作参数不随之变化时,也会明显地影响使用效果;当使用10多台凿岩机时,凿岩机工作噪声巨大,凿岩机操作者是难以有好心情的,操作不易规范!
7 凿岩的基本理论及知识简介
(1)冲击凿岩中,钎杆传递凿岩机的冲击功(形成压应力),通过钎头作用于岩石后,一部分冲击功破碎岩石(有用功),一部分冲击功反向(无用功)回传(形成拉应力),因此,钎杆的受力形式主要为拉-压应力疲劳。由于钎杆是细长杆件,工作中易弯曲形成弯曲力(弓外是拉应力、弓内是压应力),弯曲应力≤最大压应力的18%。
(2)钎杆在使用中必须通水,冲洗凿岩孔中的碎渣(粉),以提高凿岩效果、并且降低粉尘(环保)。而使用的水一般是呈酸性的,因此,钎杆的疲劳形式为应力腐蚀疲劳,而且当裂纹形成后,水有时还可能在裂纹前端起到楔子作用,加速裂纹的扩展。
(3)力的变化对钎杆的疲劳寿命影响很大:疲劳寿命损伤与力的8.3次方成比例。变幅循环疲劳线性累积损伤方程式为
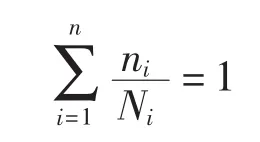
式中n——材料在第i阶载荷作用下的循环次数
N——材料(对应S-N曲线)在第i阶载荷作用下的断裂循环周次(疲劳寿命)。
式中:m=8.3 C=1300MPa
例如:根据上式计算应力的增加引起疲劳寿命损伤的对应变化结果见表1。
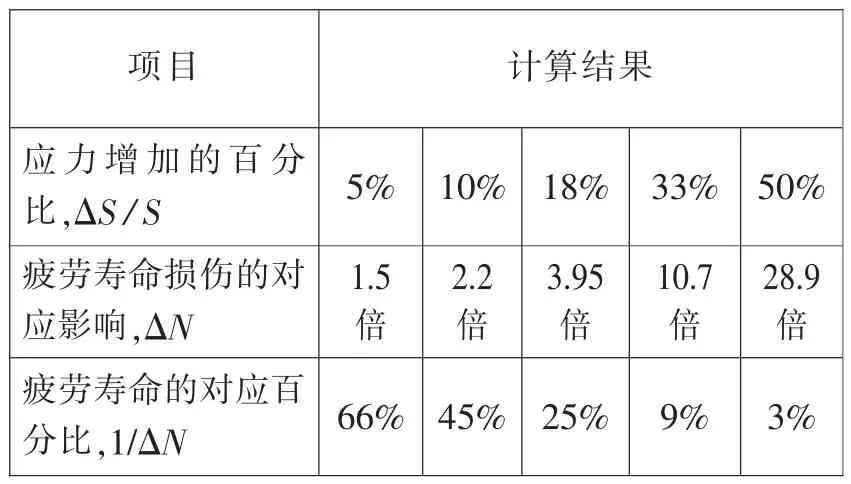
表1
拉-压疲劳中,压应力可能引发炸顶(尾端硬度高或有明显缺陷)、堆顶 (尾端硬度低),还可能加强了裂纹前端水的楔子作用;拉应力则主要扩展(或撕开)裂纹。
由于最大的弯曲应力是最大压应力的18%,则疲劳寿命损伤的对应变化计算结果是:3.95倍、即疲劳寿命分别是原来的1/3.95=25%,可见凿岩机操作者不规范操作引起的弯曲应力也会极大地损伤疲劳寿命!贵钢的现场凿岩试验有这样的结果:同样的材质和工艺的成品钎,其疲劳寿命,2.5米长度的钎杆,矿山开采使用为180米左右,4.0米长度的钎杆,在隧道工程使用为90米左右。
(4)根据贵阳特殊钢有限责任公司与长沙矿冶研究院的共同研究结果:实际凿岩钎杆的应力历程由对应于每次冲击的一系列应力波串构成(如图1所示)。单次冲击H22成品钎产生的应力波串中主要的应力有:2个压应力峰和1个拉应力峰。平均最大压应力为230MPa;平均最大拉应力<最大压应力。
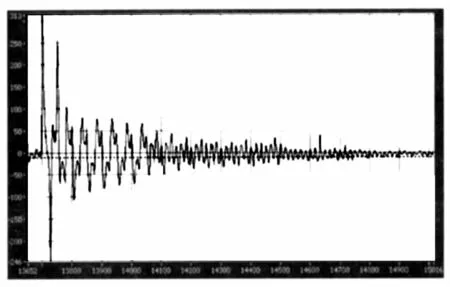
图1 冲击凿岩时,钎杆中产生的应力波形
(5)YT28凿岩机的冲击功≥76焦耳,YT24凿岩机的冲击功≥67焦耳。气动凿岩机的冲击频率34Hz(即34次/秒),钎杆受到的最大力与凿岩机冲击功成比例。对于固定的冲击力,显然,钎杆横截面越大,则受到的应力(即单位面积受力)越小。因此YT28凿岩机对H22成品钎产生的拉-压应力明显大于YT24凿岩机,对成品钎而言,同样规格、同样质量(性能)的钎杆,其使用寿命,采用较小功率的YT24凿岩机应该比采用较大功率的YT28凿岩机长。
(6)根据能量守恒原理:冲击功=岩石破碎吸收功(有用功)+反向回传功(无用功)。
显然,当凿岩效率(岩石破碎吸收功/冲击功)越高,则反向回传功越小,也就是钎杆受到的拉应力越小。当岩石很软时,冲击功可以远大于岩石破碎吸收功,反向回传功就会越大,则钎杆受到的拉应力越大;空打时,冲击功几乎全部沿钎杆返回,钎杆受到的拉应力最大,并且多次往返,因此,钎杆受到的伤害最大!所以,为了有效地提高钎杆的使用寿命,①钎杆必须有合适的推进力,以保证钎杆的头部与岩石紧密接触,并且不弯曲,以便减少并防止空打;②钎杆的使用功率应与岩石软硬匹配:岩石硬,使用大功率;岩石软,减小功率;否则,多余的功率越大,会产生更大的拉应力、缩短钎杆的使用寿命!显然YT28凿岩机打软岩石,钎杆使用寿命容易受到损害!大量使用YT28凿岩机的后果是钎杆消耗量的增加!
(7)钎杆的疲劳寿命由以下等式组成:
总疲劳寿命=临界裂纹的形成寿命+裂纹的扩展寿命
断裂力学理论告诉我们,对于特定的材料(中空钢)和热处理工艺及使用条件,裂纹的扩展寿命基本是确定的,显然临界裂纹的形成寿命就是影响总疲劳寿命的重要因素。实践发现,具有同样大小疲劳区域的失效钎杆,使用寿命可以相差10%~50%,说明临界裂纹形成的寿命是总疲劳寿命中非常重要的一部分。
(8)目前的钎杆失效大多数(>90%)是内孔疲劳,说明钎杆内孔首先形成临界裂纹,因此,腐蚀疲劳就是我们解决钎杆疲劳失效的重点问题。钎杆的内孔必须要强化、防腐处理,避免使用前就有微裂纹存在,以延缓临界裂纹的形成时间(寿命)。
贵钢已有的凿岩试验表明:加内衬管的55SiMnMo成品钎使用寿命比不加管的高50%-100%,即内衬管很好地延缓了临界裂纹形成。
(9)现有的研究表明,凿岩钎杆钎肩前部的应力大于钎杆中部应力。因此,局部热加工或局部热处理所产生的热影响部位与钎杆最大应力区域必须错开。
(10)理论和实践表明:合金元素多的中空钢疲劳寿命优于合金元素少的中空钢,即55SiMnMo>95CrMo>8Cr。在一定的硬度范围,纯净度很高的金属材料,应力疲劳强度与硬度成正比关系;同时,金属材料的缺口敏感性也与硬度成正比关系;纯净度很高的金属材料工艺上很难实现、成本也高;因此,金属材料的硬度必须适当控制,否则金属材料应力疲劳时容易早期断裂;不同金属材料的最优应力疲劳性能应该有不同的硬度控制点(或区域)。
55SiMnMo中空钢理想的组织是粒状贝氏体,理想的硬度是34~37HRC;当55SiMnMo中空钢的硬度≥38HRC时,会出现下贝氏体(非理想组织);当55SiMnMo中空钢高温(≥600℃)回火时,会出现回火贝氏体(非理想组织),回火温度不宜过高。下贝氏体或回火贝氏体的疲劳性能都低于粒状贝氏体。市场反映,整体正火的55SiMnMo钎杆稳定性比局部热处理的55SiMnMo钎杆好,说明通过整体正火55SiMnMo钎杆的杆体硬度比轧材状态 (27~31HRC)得到提高 (34~37HRC),并且55SiMnMo钎杆热加工 (钎肩)中产生的局部热影响区的组织也得到细化改善。
(11)国外的Z708成品钎使用寿命是300-800米。Sandvik也推出了渗碳成品钎,但是,由于性价比问题,在中国市场没有推广。Sandvik的钎杆(包括重型钎)主要采用“磷化+挂蜡”的防腐处理方式。
(12)钎杆进行表面抛丸处理很有好处:一方面清理表面,为后续表面防腐处理(浸油、磷化、挂蜡、喷漆等)奠定基础;另一方面表面得到强化处理,形成稳定的表面压应力,可抵消部分拉应力、增加表面临界裂纹的形成寿命。
8 中空钢(成品钎)存在的主要问题
8.1 中空钢存在的主要问题
(1)55SiMnMo 轧 制 硬 度 低 (30HRC);轧制中空钢时,现有冷床冷却中空钢,很难满足H22的55SiMnMo中空钢控冷达到理想性能的要求:足够的冷却时间(目的:保证理想的空冷工艺完成(硬度:34~37HRC、金相组织:粒状贝氏体)、中空钢平直、成捆热收集时不再变形弯曲),又要使中空钢与冷床齿条接触时间短(目的:单支中空钢不出现红黑相间的不均匀冷却现象)。
(2)铸管法中空钢的基体性能稳定性差。
(3)连铸坯钻孔后,内孔壁部分还存在疏松缺陷,导致在后续加热轧制中空钢时,缺陷处氧化后形成先天的不可焊合缺陷(或称微裂纹),轧制成H22中空钢时这些微裂纹继续保留。这些微裂纹缩短临界裂纹的形成时间,导致中空钢质量不稳定。
(4)打头砍断芯材的抽芯方式,当芯材比55SiMnMo硬度高时,会导致芯材断头抽芯过程中划伤内孔壁,如遇夹杂物则暴露为微裂纹。
(5)中国的中空钢与山德维克的中空钢相比,生产工艺和产品还有差距。
(6)国外的H22中空钢主要采用Z708(即 40SiMnCrNiMo)钢,国内还在开发中,正在推广。
(7)国内的中空钢管理还需细化,以使中空钢的质量波动减少。
8.2 成品钎存在的主要问题
(1)芯孔防腐处理效果差:a.浸油的方法,只在凿岩使用前起防锈作用,使用时,高压水将油冲掉;b.表面喷漆的,则芯孔没有防腐作用,这些情况与现在以内疲劳断裂为主的失效形式相对应!c.锻造钎肩处的芯孔偏小,不利于芯孔防腐处理盐浴回火后,部分清洗不净的残留盐会对芯孔产生腐蚀。
(2)钎肩锻造、局部热处理产生一个热过渡区,对这个热过渡区的研究和处理还需进一步深入;
(3)成品钎制造工序仍是手工或一个半自动化状况,存在质量波动的隐患;
(4)55SiMnMo成品钎现在主要进行局部感应正火处理,如果整体感应正火处理,不仅改善过渡区,而且可以提高钎杆的杆体硬度,从而提高杆体疲劳强度、提高成品钎的质量稳定性。但是,整体感应正火处理成本增高、产量也不高。
9 对策
9.1 中空钢对策
(1)贵钢基本实现山德维克式的中空钢生产工艺方式,剩下的主要差别就是轧钢方向和加热炉,经过不断努力,中空钢几何尺寸的控制精度和控冷轧制效果将会与山德维克相同。
(2)缩小中空钢化学成份控制范围,提高中空钢的纯净度,提高中空钢低倍级别,提高中空钢钢水的质量稳定性;
(3)加强细化(连铸坯分类、头坯分选、低倍分级等)管理,产品质量按轧批号受控、跟踪,提高中空钢钢材的质量稳定性;
(4)特优中空钢采用“钻孔坯+钢管”工艺,强化芯孔内壁,提高钎杆的抗腐蚀疲劳性能;
(5)55SiMnMo控冷工艺优化,努力使轧材中空钢硬度提高到33HRC~37HRC之间,提高钎杆杆体的抗疲劳性能;
(6)加强钻孔工艺管理,减少偏心钻孔坯,提高中空钢几何尺寸的控制精度。
(7)控制好中空钢用芯材的质量,确保不出现中空钢抽芯断裂、内孔划伤问题,确保抽芯成材率和内孔质量。
(8)努力提高中空钢控轧水平,提高几何尺寸高级精度的合格率;努力提高中空钢控轧、控冷水平,提高硬度、组织高级标准的合格率。
(9)加快 H22 的 Z708(即 40SiMnCrNiMo)等高级中空钢的开发和推广。
9.2 成品钎对策
(1)实施更有效的内孔防腐工艺,特别对特优钎应实施“磷化+挂蜡”的防腐工艺,提高成品钎的抗腐蚀疲劳性能;
(2)建立单支钎杆感应正火连续生产线,建立完善55SiMnMo性能的手段。
(3)积极推动自动生产线,尽量减少半自动及人工引起的产品质量波动;
(4)对直接用户、重点经销商进行持续产品质量跟踪和专门技术服务,准确掌握产品市场质量信息,不断完善产品的质量和品种;
(5)每年至少组织一次产品现场凿岩试验,对比产品质量,完善产品工艺;
(6)积极开展中空钢、成品钎研究和分析工作,开展“产、学、研”合作,不断缩小与山德维克的差距;
(7)细化中空钢的质量,通过满足不同中空钢用户的需求,促进中空钢产品质量和技术水平的提高。
10 结束语
对于螺纹钎杆(重型钎)及所用大规格中空钢,由于螺纹钎杆的使用方式(多支、螺纹连接)和热处理方式(多支、整体热处理)与成品钎的使用方式(单支、局部热处理)明显不同,可在H22中空钢(成品钎)工作的基础上,深入研究根据其特点另行提出分析和对策。
TD421.2+5 文献标识码:B
猜你喜欢
设备管理与维修(2021年24期)2021-02-10
凿岩机械气动工具(2020年4期)2020-12-31
陶瓷学报(2020年2期)2020-10-27
凿岩机械气动工具(2017年3期)2017-11-22
凿岩机械气动工具(2017年2期)2017-07-19
凿岩机械气动工具(2017年1期)2017-05-17
凿岩机械气动工具(2017年1期)2017-05-17
科技资讯(2016年5期)2016-08-13
凿岩机械气动工具(2014年4期)2014-03-01
凿岩机械气动工具(2014年4期)2014-03-01
