
煤化工造气污水处理回用的实践
2010-09-11 12:41:26林柯,孙莉
河南化工 2010年18期
林 柯,孙 莉
(1.贵州绿色环保设备工程有限责任公司,贵州贵阳 550002;2.贵阳市城市建设投资(集团)有限公司,贵州贵阳 550004)
煤化工造气污水处理回用的实践
林 柯1,孙 莉2
(1.贵州绿色环保设备工程有限责任公司,贵州贵阳 550002;2.贵阳市城市建设投资(集团)有限公司,贵州贵阳 550004)
煤化工造气污水浊度和水温较高,采用除浊+冷却的工艺处理造气污水,使出水达到回用要求,真正实现工业用水闭路循环、零排放。
煤化工;造气污水;回用
1 工程概况
贵州某化工集团是贵州省重点股份制企业,也是全国重要磷煤化工生产基地。其下属的合成氨公司30万t/a合成氨装置技改工程,在建设投产后将产生大约4 000 m3/h的造气污水,若直接排放将会严重污染环境,不符合国家要求工业建设项目“三同时”和节能降耗的原则与政策要求,所以在建设的同时,必须考虑将造气污水处理达标回用。一方面保护环境,另一方面将处理水回用于生产中,节省水资源、节省能耗、降低生产成本。
2 设计水质、水量
设计处理水量:4 000 m3/h;设计水质:污水悬浮物<1 000 mg/L,回用水浊度≤50 mg/L;设计水温:回水温度55℃,给水温度32℃。
3 处理工艺
根据设计条件可知,煤化工造气污水浊度和水温较高,故处理工艺选用以除浊+冷却处理的工艺即可达到回用要求。工艺流程路线图见图1。
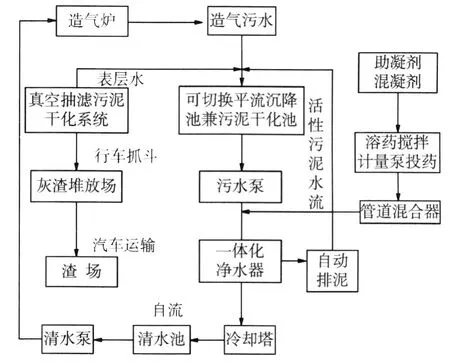
图1 工艺流程路线图
3.1 工艺流程
3.1.1 工艺流程主线
煤化工造气污水从排水地沟进入沉降池,在沉降池调节水质、水量均衡的同时去除大颗粒悬浮物后流入污水取水池。并由污水提升泵提升入一体化净水器进行除浊处理。在一体化净水器前的进水管道上设置两个管道混合器,污水先后与两个计量投药泵投加的混凝剂PAC和助凝剂PAM混合后进入一体化净水器内,先后经旋流反应、悬浮澄清和斜管沉淀处理后,清水自流进入冷却塔降温处理,流入清水池,并由清水泵送至回用系统。污泥由液动排泥角阀自动控制,定时排入沉降池,与污水混合后继续发挥混凝、助凝剂的药效。
3.1.2 投药系统
混凝剂PAC和助凝剂PAM分别从各自的溶药箱与清水搅拌溶解后进入贮药池,再经各自的计量泵投入各自的管道混合器混合。
3.1.3 污泥干化流程
备用清水泵抽取回用水池的水反洗被切换下来的沉降/干化池池底管网→真空抽滤机抽吸被切换下来沉降/干化池的滤后水→电动双梁抓斗行车抓泥→汽车装运至渣场。
3.2 主要工艺单元设计
3.2.1 可切换平流沉降/干化池
利用平流沉降原理,将污水中大颗粒悬浮物沉降至一定水平,便于净水器的后续处理。切换使用平流沉降池一是为了保证行车抓灰时,沉降池平流沉降层不被搅动破坏,从而丧失沉降功能;二是使真空抽滤污泥干化装置具有一定的干化周期,便于污泥干化。
3.2.2 一体化净水器
根据混凝化学、流体力学等有关原理,将混合、旋流反应、悬浮澄清、斜管沉淀、污泥浓缩、清水汇集、自动排泥诸工序巧妙地结合为一体的净水设备,具有工艺流程短、净化效率高、占地面积小、自动化程度高、操作简便、运行费用低等优点。可将SS<1 000 mg/L的污水降到浊度≤50 mg/L。适用于高浊度及条件比较恶劣的工业废水除浊净化回用技术,如将工矿企业的造气、脱硫污水,锅炉冲灰、冲渣水处理后回用,实现工业用水闭路循环。
3.2.3 真空抽滤污泥干化系统
利用水射文丘里原理使预设在沉降池底的管网产生负压,被切换的沉降池里的水经滤层被管网抽出进入取水池,进而使泥灰达到半干状(含水率约80%)。再由行车抓至灰渣堆场(或直接装车运走),由于沉降池滤层顶部预设了保护架,故行车抓泥时,不会破坏滤层。
3.2.4 降温系统
选用逆流式高温污水冷却塔,冷却塔填料适用高温污水的冷却,不堵塞、冷却效率高。在进水温度为55℃时,出水温度为35℃。
3.3 控制系统
提升泵:污水取水池和清水取水池内设液位传感器,按池内水位高低指令提升泵开停;自动排泥:每台一体化净水器设4个自动排泥阀,阀上装有时间继电器,按设定排泥周期与排泥历时,指令排泥阀开启排泥与关闭结束排泥;投药箱:在下层贮药池内装有液位传感器,当该池处于低液位时报警,通知运行人员前来开启上层溶药箱输液阀,将溶药箱已溶好的药液放入贮药池,然后关阀。再按比例将药剂与水送入上层溶药箱,开启搅拌机搅拌,搅拌机上的时间继电器按设定搅拌时间指令停机。
3.4 现场仪表
现场仪表主要有,在线液位传感器、自动排泥阀,仪表选型原则是安全可靠、技术先进、安装维护方便、经济合理。
3.5 电气系统
所有电气设备可靠、安全、先进和操作方便。所有电动机和用电设备的控制、计量、保护和信号等均按国家有关规定的规范设置,大于等于37 kW的电动机或工艺要求的低压电动机回路在低压配电柜上装设电流表。所有电动机的运行、停车和过负荷信号要求在控制终端上显示。低压电机启动时,母线电压应不低于额定电压的85%,否则采用降压启动方式。由于污水处理设施属户内或户外潮湿或腐蚀环境,因此装置区内电气设备选防水防尘防腐型。
4 主要建(构)筑物设备设计参数
进水渠(加活动盖板):100.0 m×1.5 m×2.0 m;平流沉降/干化池:60.0 m×7.5 m×5.2 m 3座(2用1备);污水取水池:22.5 m×15.0 m×5.2 m 1座;清水池:52.5 m×10.0 m×3.0 m 1座。污水提升泵:G MZ300-24-1 400 4台(3用1备);管道混合器:SF-800 2台;一体化净水器:Φ17.0×H12.7 mm 4座(设计参数见下页表1);加药装置:Φ2.0×H 1.3 mm 2个;贮药池:3.0×3.0×1.5 m 2座;计量泵:B2ECSQ4APA 4台(2用2备);清水泵:DFW350-460/4/250 5台(4用1备);玻璃钢污水冷却塔:L×B=9.0×9.0 m 4座;真空抽滤污泥干化系统:1套;抓斗行车:起重量:5 t,抓斗:1.5 m3,跨度:25.5 m,起升高度:20 m,数量:1台。
5 运行效果
该系统于2008年7月底竣工,8月底完成调试验收,设计参数:混合时间≤10 s;反应时间>25 min;清水区上升流速<1.5mm/s;进水悬浮物<1000mg/L;出水浊度≤50mg/L;排泥周期>3h;排泥含水率(初始)≤98%。整套工艺系统运行至今将近两年时间,运行效果(见表1)达到设计要求。

表1 运行效果
6 结束语
采用一体化净水器作为净化处理煤化工造气污
水工艺中的主要设备是可行的,该工艺性能可靠,自动化程度高,操作管理方便,运行费用低。采用独特的大泥量真空抽滤污泥干化系统,污泥干化不需添加助凝剂,活性污泥回流到沉降池入口可节约净水药剂,降低运行费用;污泥干化后含水率与带式压滤、离心脱水干化方式相同,确保污泥运输途中不对环境造成二次污染;滤后液返回污水取水池再经过一体化净水器处理,真正实现工业用水闭路循环、零排放。整套工艺净化效率高,无二次污染,经净化后出水可达到浊度≤50 mg/L,温度≤32℃。单位回用水成本低,浊度≤50 mg/L时,每m3回用水成本仅为0.239元,仅为工业供水成本的1/3,因而具有很好的经济效益和社会效益。整套工艺充分考虑了当地气候,能保证污水净化回用和污泥干化系统在合成氨系统正常生产及紧急停车状态下都能正常运行。
X784
B
1003-3467(2010)18-0053-03
2010-08-21
林 柯(1977-),男,助理工程师,从事环保技术工作,电话:13608510241。
猜你喜欢
海洋预报(2023年6期)2024-01-05 09:24:16
现代工业经济和信息化(2022年5期)2022-07-07 07:49:24
中氮肥(2018年3期)2018-06-20 08:06:28
南京信息工程大学学报(2018年3期)2018-05-30 12:02:47
中国资源综合利用(2017年2期)2018-01-22 02:45:10
农业与技术(2017年17期)2017-09-30 08:29:22
科技创新与应用(2017年18期)2017-06-27 19:40:23
肥料与健康(2016年1期)2016-03-28 09:59:09
氮肥与合成气(2015年8期)2015-12-23 10:40:24
氮肥与合成气(2015年6期)2015-05-25 02:25:54
