
利用工装加工细长轴
2010-09-11 09:11周同利徐钰琨
制造技术与机床 2010年1期
周同利 徐钰琨
(①阿尔斯通四洲电力设备(青岛)有限公司,山东青岛 266317;②山东科技职业学院,山东潍坊 261000)
利用工装加工细长轴
周同利①徐钰琨②
(①阿尔斯通四洲电力设备(青岛)有限公司,山东青岛 266317;②山东科技职业学院,山东潍坊 261000)
针对大长径比(112.16)细长轴制定专门工装布置形式和加工制造工艺,解决了关键件大长径比细长轴的加工制造难题。
细长轴 长径比 加工工艺 新工艺
阿尔斯通四洲电力设备(青岛)有限公司在为某船厂加工高速船传动轴时,遇到大长径比细长轴(图1)加工问题。该轴不同于一般的细长轴,轴外径φ73 mm,长8 188 mm,长径比为 112.16,材料为 34CrNiMo特种合金钢。根据设计要求,该轴在满足使用性能的基础上,质量尽可能轻,以减小高速船自身质量,达到高航速要求。所以该轴轴径很细,采用高强度合金钢材料,满足设计使用过程中的强度、刚度等力学性能。

1 制定加工工艺
该轴轴径很细,长度很长,挠曲度很大,轴直径外圆处有3处铜套轴承支撑结构,其圆柱度允许误差为0.01 mm,圆跳动允许误差为0.12 mm。用一般常规加工方法加工,圆柱度和圆跳动严重超差,根本满足不了图纸设计要求。
根据CB*228-86船舶轴系检验标准:(1)每档的径向圆跳动数值为测量校表上最大与最小两读数之差,校表应水平径向安装。(2)轴校验时,不设中间支承,当轴长与轴径之比(L/D)超过35而校验明显有困难时,准许在轴中间部分托一只活动的、上盖松掉的中间支承;当L/D超过100时,轴中间可考虑托两只松掉上盖的中间支承,其位置最好与实际船的轴承位置相一致。
长径比大于35属难加工零件,长径比超过100的细长轴为非常难加工的零件,检验时需有2处辅助支撑,用百分表检测,圆柱度和圆跳动公差应符合图纸设计要求。由于检测方法的不同,其定位支撑位置和加工时使用的支撑位置不一致,检测结果很难达到图纸设计要求,而且,多次检测的结果也不一样(由于定位基准点不一致)。因此,即使加工的轴符合图纸设计要求,但是,在检测时所采用定位基准和辅助支撑位置点不一致,导致检测出的数据也不符合设计要求。
以前从来没有遇到此类问题,为此有关技术人员研究分析,寻找解决问题的方案,经过多种方案的研究、讨论、分析,确定可行性方案,再经过试制,制定大长径比细长轴加工工艺。
大长径比细长轴加工工装布置如图2。具体工艺内容如下:
(1)装夹方式:轴车削加工安排在车床SU63A上进行,机床可加工工件长度12 m,装夹方式如图2所示,头部采用卡盘装夹(精加工时头部采用顶尖顶),尾部用顶尖顶,中间安排2个辅助中心支撑架支撑(辅助支撑处轴外圆加装轴套,轴套再与支撑架接触),采用“一夹(顶)、二辅助支撑、一顶”的过定位装夹方式,主要是保持系统刚性,减小变形量,而且,辅助支撑布置形式同标准检验形式相同,这样加工完成后,直接在车床上检验,基准统一,检验方便合理,避免以后检验因采用的定位基准不同带来的误差。

(2)粗车:粗车轴各外圆尺寸,均留5 mm加工余量,可分几次加工完成,在每次掉头装夹前均优先修车中心架支撑位置处的轴外圆尺寸,确保基准有较高的精度。
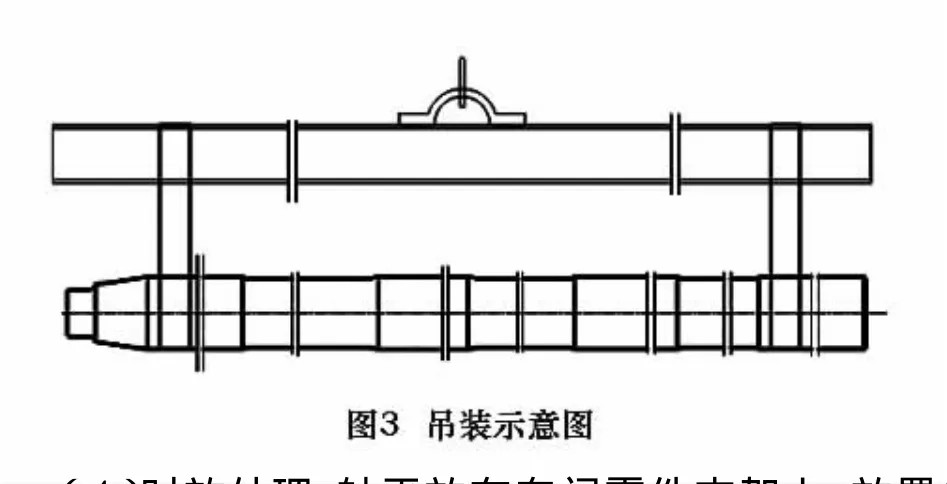
(3)吊装:如图3,用一长槽钢做工装,用吊钩吊住槽钢,槽钢的两头均用绳索吊起轴,确保平行吊装,减小吊装中的变形。
(4)时效处理:轴平放在车间零件支架上,放置约30 d,进行自然时效处理,消除原材料毛坯及加工过程中产生的内应力,减小变形量。
(5)试精车:考虑工件的重要性及加工难度,确保最终加工符合设计要求,在精加工前进行试精车,各外圆尺寸留2 mm下次精加工余量。但是,选定中间部位作为样板,外圆尺寸在加大2 mm的基础上,中间部位尺寸的公差要求、圆跳动和圆柱度、粗糙度要求均严格按照图纸设计要求和操作工艺规程进行加工。
(6)试检验:松开中心支撑架的上部,此时的装夹方式:①头部用卡盘装夹;②中间安排2个辅助中心支撑架支撑;③尾部用顶尖顶。正好与CB*228-86船舶轴系检验标准关于细长轴的检验装夹方式相同,选定中间部位作为样板,直接在车床上检测,测量各数据,检验加工精度,特别是公差、圆跳动和圆柱度是否符合设计要求。经质量检验员专业检测,各个数据基本符合要求,效果基本满意。
(7)精车:按照设定工装装夹,精车各外圆尺寸,严格按照操作工艺规程进行加工,外圆留磨削余量,各处尺寸、公差、圆跳动、圆柱度、粗糙度等达到较高的要求。
(8)磨削:将磨削加工头安装在车床刀具加工位置处,用磨削头磨削外圆,此时的布置形式正好与外圆磨床布置形式相同,改装模拟外圆磨床,在车床上进行磨削加工,提高加工工件的尺寸、公差、圆跳动、圆柱度、粗糙度等加工精度,确保最终加工的零件合格。
(9)检验:松开中心支撑架的上部,此时的装夹方式,正好与检验标准关于细长轴的检验装夹方式相同,直接在车床上检测,测量各数据,检验加工精度,重点检验尺寸公差、圆跳动、圆柱度和粗糙度,经质量检验员专业检测,各个数据均符合图纸设计要求,磨削加工合格。
(10)热装铜套:将铜套加热,铜套受热后膨胀,尺寸变大,特别是内孔尺寸变大,热装在轴相应位置处,冷却。
(11)车:按照设定工装装夹,精车铜套处外圆尺寸,保证其尺寸公差、圆跳动、圆柱度和粗糙度要求。
(12)检验:按照上述步骤(9)再次检验,零件合格。
2 "结语
按照上述方法加工制造的大长径比细长轴符合图纸设计要求,零件合格,安装到高速船上满足船舶高航速运行需要,使用性能良好。
大长径比细长轴加工工艺,是难度很高的加工制造技术,加工制造过程对车削加工工装布置形式、加工精度和检验都有很高的要求,制定专门加工制造工艺,解决了关键件大长径比细长轴的加工制造难题。
(编辑 余 捷)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Using Tooling to Machine Slender Shaft
ZHOU Tongli,XU Yukun
(①Alstom Sizhou Electric Power Equipment(Qingdao)Co.,Ltd.,Qingdao 266317,CHN;②Shandong Vacational College of Science&Technology,Weifang 261000,CHN)
2009-08-06)
10137
猜你喜欢
现代制造技术与装备(2022年7期)2022-08-24
北京航空航天大学学报(2021年7期)2021-08-13
中国设备工程(2019年24期)2020-01-14
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
中国修船(2017年5期)2017-10-16
