
利用MQL冷却方式磨削时工件表面完整性分析
2010-09-11 09:11韩小燕孟广耀
制造技术与机床 2010年1期
韩小燕 孟广耀 王 威
(青岛理工大学机械工程学院,山东青岛 266033)
利用MQL冷却方式磨削时工件表面完整性分析
韩小燕 孟广耀 王 威
(青岛理工大学机械工程学院,山东青岛 266033)
主要介绍通过实际磨削实验,使用最小润滑切削(Minimum Quantity Lubricant,简称MQL)的冷却方式,在加工完毕后对工件进行表面完整性分析,从而总结归纳该冷却方式所具有的技术性与经济性。
MQL 磨削 残余应力 表面粗糙度 磨削力
在传统的磨削加工过程中,需要使用大量的磨削液,以达到冷却、润滑、清理磨屑等方面的作用。但是在近年来的研究中发现,在磨削加工过程中,飞速旋转状态的砂轮表面会产生气障层,由于该层的阻碍作用,磨削液被阻隔在砂轮的外面而不能全部到达磨削区,造成了很大的浪费和污染。于是,干式磨削技术(即不使用任何磨削液)被人们所提出,但是该方法仍然只是局限在某种特定的加工方式下,并且对刀具的要求很高。准干式切削技术是近几年提出的介于湿式磨削与干式磨削之间的新型冷却方式,它将空气压缩至某个大气压,并与少量的润滑液混合雾化,形成毫米、微米级气雾,然后以高压喷向磨削区,调节供液压力,使得出口速度可以冲破气障层,从而进入磨削区,并且可以吹走磨屑,防止磨屑粘到砂轮上。准干式磨削加工的关键技术是油雾的出口速度选择、喷油嘴的设计以及喷嘴的放置位置等。本文通过实验,依据被加工后工件的表面完整性来衡量准干式磨削加工技术的可行性。
1 实验设计及过程
1.1 实验装备及相关数据
砂轮类型:SD1500N125B,直径200 mm,宽度10 mm;
工件材料:45号钢;
工件进给速度:15 m/min;
切深:10 m;
砂轮转速:30 m/s;
MQL 供液装置:FK -2(图1);
实验磨床:平面磨床K-P36。

1.2 实验参数设定
实验参数的选择主要包括磨削液流量的选择,速度计算以及喷嘴角度放置的选择。
1.2.1 流量选择
传统磨削液的供给方式一般采用浇注法,一般的流量为8.4 L/min(浓度5%)。准干式磨削是将极少量的润滑剂与高压空气按一定的比例混合,喷出喷嘴,综合研究目前相关文献资料,本实验用的流量为40 ml/h。
1.2.2 速度计算
对于高速和超高速磨削而言,根据伯努利方程,砂轮周围空气带动压力为

式中:Pa为空气带动压力,Pa;ρa为空气密度,kg/m3;va为空气流速,m/s。
由式(1)可以看出,要使磨削液冲破气障层而进入磨削区必须满足条件

式中:P为磨削液喷射压力,Pa;v0为磨削液流速,m/s;ρ为磨削液密度,kg/m3。由(2)式可推导出下式:

由于气障层速度在砂轮表面处最大接近砂轮外表面圆周速度vs,因此可以推算出近似的突破环绕砂轮的气障层磨削液流速为

在该实验中,由于润滑剂的剂量少,跟高压气体混合后,混合气体的密度与空气的密度很相似,因此,将空气压强密度 Pa≈p代入式(4)中,可知 v0≈vs,因此准干式磨削液供给速度为v0=30 m/s。
1.2.3 角度选择
砂轮旋转形成气障层,同时,自身也在高速旋转。当气障层旋转到砂轮和工件间磨削区时,会受到阻碍,改变方向。通过实验和有限元分析预测,可将气障层的方向变化如图2所示。

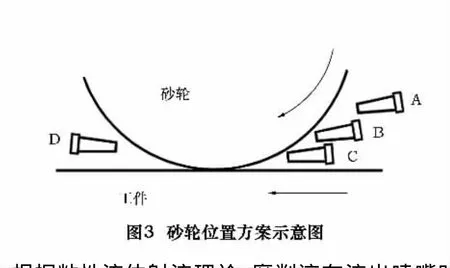
Sun - Kyu Lee、Yuji Miyamoto、Tsunemoto Kuriyagawa等人在相同的实验条件下,对四种不同的喷嘴位置进行实验,这4个喷嘴位置分别是相切位置、中间位置、角度位置(水平15°)以及相反位置,如图3所示。结果表示,选择中间位置是最为理想。
根据粘性流体射流理论,磨削液在流出喷嘴时会逐渐发散,速度会逐渐降低,不利于润滑和冷却。因此可以采用改进喷嘴内部结构的方法,采用理想的圆形入口,抛光的内壁和输出面积不变及出口边缘锋利的喷嘴,同时,使喷嘴尽可能的贴近砂轮,减轻发散带来的不利影响。
2 表面完整性分析
2.1 表面粗糙度
根据以上确定的实验条件进行了最小润滑磨削(MQL)试验,得到图4所示的磨削表面记录曲线。从图4中可以明显看出,工件表面的起伏较小,在平均值附近微小波动,与传统磨削加工方法相比,表面粗糙度有了很大的改善,说明加工质量较高。
2.2 残余应力
残余应力产生的原因主要有三个:热量的产生、微观结构变形以及机械力。工件最外层的温度最高,产生的热量最多,越往工件的内部,温度越低,呈递减趋势。因此,当这一现象产生时,外层的膨胀度要大于内层,而当热源冷却时,外层的收缩速度又更快,因此容易产生残余应力。残余应力又分为残余压应力和残余拉应力,前者对工件而言是有益的,可以增加工件的硬度,后者对工件是有害的。通过实验结果分析,得出结论:比起传统的磨削方式,MQL冷去方式下的磨削加工可以产生更大的残余压应力,而大大有利于工件加工质量的提高。

2.3 金相组织变化与表面显微硬度
在磨削的过程中,由于热量的产生及机械力的作用,工件的金相组织会发生变化,同时由于温度的原因,工件表面会在磨削过程中发生退火,并且会出现表层软化现象,该现象与马氏体变形和碳元素扩散有关系,直接影响到工件的表面微观硬度。通过测试,可以看出使用MQL润滑方式工件的金相组织变化程度相比传统方式与干磨削方式变化要轻微一些。MQL方式由于充分利用了油雾的润滑冷却作用,从而减轻了砂轮与工件的相互摩擦,并且将热量以吸收气化的方式迅速脱离工件表面,使得通过热量与机械力造成的金相组织变化和硬度变化的程度有所降低。同样作为绿色制造技术的干磨削技术,由于冷却受到局限,微观结构下观察到马氏体要更薄一些,这可能是由于热影响更为严重的原因,产生的热量很大,但是冷却起来却很缓慢,而MQL方法则在该问题上有了一定的改进。
2.4 磨削力
磨削力产生的原因是工件与砂轮接触后引起的弹性、塑性变形,磨屑形成以及磨粒和结合剂与工件表面之间的磨削。为了便于分析,通常将磨削力分成三个相互独立的分力。通过磨削测力仪,对三个力分别进行检测,测量显示如图5。通过图片可以看出,MQL磨削加工的法向力Fx、Fy都处在一个较小的范围内,这是所期望的数值,有利于提高加工质量。产生这种现象的主要原因是,MQL的高压混合润滑剂起到很好的冷却作用,减小了摩擦力,更为重要的是,气液混合的油雾形成的气液两相压力层的动压力远小于传统磨削下磨削液在磨削区形成的液相动压力,而动压力的大小又对磨削力的大小起到一定的作用。

3 结语
通过实验分析并且参考多方面的文献资料,总结出MQL技术可以有效地利用于磨削过程,同时帮助改善环境,是一种绿色的机械加工工艺。在磨削的过程中,利用MQL冷却方式,将压缩空气与少量的润滑剂混合,以指定的速度从喷嘴中流出,冲破气障层进入磨削区,使得磨削液可以充分地得以利用。该技术的使用,使工件表面粗糙度值减小,有利于改善表面完整性,获得有益的残余压应力。但是,目前MQL技术仍然存在许多不足之处,如磨削过程中大量油雾的产生会引发呼吸道疾病,危害操作者的身体健康等问题,都亟待解决,还需要继续研究以使MQL趋于完善,在生产中得以广泛的应用。
1 D.Sahm,T.Schneider,The production without coolant is interesting and must be more known,Machines and Metals Magazine,1996,367:38-55
2 F.Klocke,G.Eisenbla¨tter,Dry cutting,Annals of the CIRP,1997,46:519 -526
3 C.Dunlap,Should you try dry?,Cutting Tool Engineering,1997,49:22-33
4 O.Novaski,J.Do¨rr,Machining without coolant,Machines and Metals Magazine,1999,399:18 -27
5 A.R.Machado,A.E.Diniz,Advantages and disadvantages of the use of the cutting fluids,Machining Congress 2000,São Paulo,SP,Brazil,2000,278:25 -26
6 U.Heisel,D.Lutz,R.Wassmer,U.Walter,The minimum quantit ylubricant technique and its application in the cutting process,Machines and Metals Magazine,1998 ,386:22 -38
7 H.Schulz,Trends in manufacturing technology at the threshold of the millennium,Fourth International Congress of High Technology—Technological Innovations in the Manufacture,Unimep,Piracicaba,SP,Brazil,(August 1999)44-46
8 J.Do¨rr,New perspectives in dry machining,Fourth International Congress of High Technology—Technological Innovations in the Manufacture,Unimep,Piracicaba,SP,Brazil,August 1999.
9 张自卫.切削液的使用现状及相关问题[J].磨床与磨削,1984(2):29~30
10 顾礼铎,孟广耀,商珊珊等.准干式绿色磨削磨削液供给参数选择计算[J].煤矿机械,2008(12):94 ~96
11 刘晓旭,袁松梅,刘强.准干式切削技术及应用[J].制造技术与机床,2008(4):75 ~77
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Analysis of Surface Integrity for MQL in Grinding
HAN Xiaoyan,MENG Guangyao,WANG Wei
(School of Mechanical,Qingdao Technological University,Qingdao 266033,CHN)
The minimum quantity lubricant technique(referred to as MQL)describes the actual grinding experiments and use of MQL cooling methods in this work,and analysis of surface integrity for minimum quantity lubricant in grinding.The results presented here are expected to lead to technological and ecological gains in the grinding process using MQL.
MQL;Grinding;Residual Stress;Surface Roughness;Grinding Force
TP391
A
韩小燕,在读硕士研究生,研究方向现在切削磨削技术。
p
2009-09-09)
10135
猜你喜欢
上海涂料(2021年5期)2022-01-15
昆明医科大学学报(2021年8期)2021-08-13
化工管理(2021年7期)2021-05-13
昆钢科技(2021年6期)2021-03-09
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
中国音乐教育(2017年4期)2017-05-20
制造技术与机床(2017年2期)2017-05-04
