
贴体包装技术及应用
2010-09-06 09:44吴瑞平
包装与食品机械 2010年4期
吴瑞平
(合肥通用机械研究院,合肥 230031)
贴体包装技术及应用
吴瑞平
(合肥通用机械研究院,合肥 230031)
本文论述了贴体包装技术原理、应用及发展,特别是在食品真空贴体包装方面的应用。关键字:贴体包装;真空贴体包装;食品真空贴体包装;应用
1 贴体包装技术原理及应用
1.1 技术原理
贴体包装(Skin Packaging)又叫真空贴体包装(Vacuum Skin Packaging-VSP)是一种新颖的商品包装技术,其应用历史长,适用范围广,目前在国际上一直广为流行。
贴体包装的工艺过程为:将被包产品置于专用的底板(纸板或塑料片材)上,使覆盖产品的特制贴体塑料薄膜在加热和抽真空作用下紧贴产品表面,并与底板封合。经贴体包装的产品,既受到良好的保护又展示了其自然形态及外观,图1为真空贴体包装示意图。

图1 真空贴体包装示意图
1.2 应用
贴体包装主要应用的产品有:五金、工量具、餐刀、文具、玩具、陶瓷玻璃制品、工艺品、医疗器械、电子元器件及电路板等,特别值得一提的是近10多年来在食品行业也广泛应用,如新鲜肉类、鱼类、水产品(蚌类、虾、牡蛎等)、熟肉制品、腌腊制品、切片香肠以及寿司等,这些食品经贴体包装后不仅展示性好,而且保质期长,食用方便。
2 贴体包装特点
1)无需任何模具,可将产品一次密封包装成型,经济、高效;2)可对不同大小、不同形状的产品进行单独或组合包装,方便、灵活;3)包装产品清晰可见,立体感强,展示性好;4)产品紧密固定于薄膜和底板之间,防震、防潮、防尘效果好;5)与其他包装相比,由于产品紧贴薄膜,包装体积较小,可降低仓贮、运输成本。
贴体包装食品除具备以上特点外还有以下优越性:
1)包装内残氧较低,比真空包装货架期长;2)透明贴体薄膜紧贴食品,保持并突显其自然外观,可增强购买欲;3)贴体膜紧贴食品,汁液无法渗出,可减少细菌繁殖;4)对软食品保护性好,不致受压变形,切片食品如火腿片、肉肠片等打开包装后不粘连,便于食用。
3 贴体包装的技术发展进程
贴体包装于上世纪60年代在欧洲、美国、日本等地区和国家兴起,随后在世界其他地区逐渐得到推广应用,我国于80年代末引入该项包装技术,对于改善国内商品包装状况发挥了重要作用。
贴体包装的应用,必须有相应的包装设备及包装材料与之配套方可实现,欧美、日本等发达国家历经40余年的发展,在贴体包装机及专用包装材料两方面均取得较大进展,随着应用领域的扩大,贴体包装机和包装材料的技术品种、规格已日趋完善和成熟。国内经过30年的发展在此行业已形成一批设备专业制造厂家,贴体专用包装材料的研发也受到广泛关注。
4 分类、结构组成及基本技术要求
4.1 分类
目前贴体包装机按其包装物品的不同,基本可分为两大类,即包装物为小五金制品的贴体包装机和包装物为食品的真空贴体包装机。
由于包装对象的不同,两类包装机的结构也各不相同,各有特点,但基本工作原理是一样的。在非食品类及食品类贴体包装机中按自动化程度、功能多少以及规格大小还可有不同品种及规格的产品。
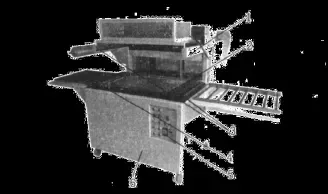
图2 非食品类一般贴体包装机外形图
4.2 结构组成、包装工艺过程及技术要求
4.2.1 一般贴体包装机(即非食品类贴体包装机)
用于包装小五金等物品的一般贴体包装机其外形如图2,主要由以下几部分组成:
该类贴体包装机的包装工艺过程(见图3):

图3 非食品类一般贴体包装机工艺过程
1)将贴体薄膜从膜卷中拉出经夹持器(膜框)固定,随后夹持器上升,薄膜由加热装置加热;与此同时将包装物置于包装底板上,并送入真空室顶部的工作底盘内;2)当薄膜经加热软化后夹持器下降,将其覆盖在待包装物上;3)启动真空装置,在真空负压作用下薄膜紧贴包装物表面,并与底板相粘,形成密封包装;4)贴体薄膜吸附到位后,夹持器打开,取出包装成品并进行分切。
现对该类机型的主要结构作如下说明,供选型参考:
(1)加热装置
该装置供加热贴体膜用,经加热后薄膜软化,便于贴体成形并易与底板相粘。目前热源提供方式一般有3种:电加热、远红外线加热及晶体辐射加热。
加热装置的加热方式有常热式及瞬热式两种,前者能耗较大,但加热快,功效高;后者节能。为提高加热效果,常热式的加热装置一般做成移动式即可前后移动,而瞬热式加热均匀,迅速高效,加热时间可控。
(2)真空装置
真空装置由真空泵、真空室及相应连接管路组成,真空室为一密闭腔室,上部作为工作台用。工作时,包装底板置于工作台上,由于底板具有透气功能,当真空泵开启抽真空时,覆盖物品的贴体膜与底板间形成负压,使薄膜紧贴物品表面并与底板牢牢粘合。真空泵为该装置的核心部件,其性能应达到抽力大、噪声低、适于长时间连续工作的要求。
真空装置抽真空时间及加热装置的加热时间均应可调可控,其调整应根据薄膜厚度、底板透气性、包装物高度及外界环境温度等决定之。表1可供调整参考。
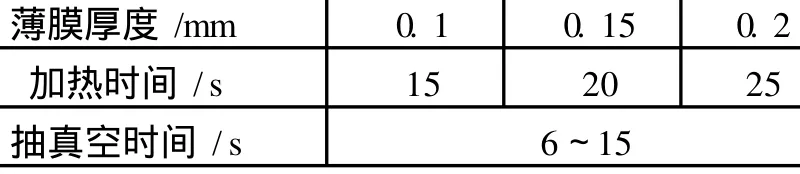
表1 抽真空及加热时间参考值
(3)薄膜供给及夹持装置
此装置包括卷膜支架和薄膜夹持机构两部分。夹持机构由上下2个长方形膜框绞接而成,上膜框可绕绞链开闭,当薄膜送入上下膜框之间后,将上膜框闭合,此时薄膜被上下膜框夹紧并由夹钩固定,结构示意图如图4。

图4 薄膜夹持装置结构示意图
夹持机构可上下移动,使薄膜接近或远离加热装置,以便软化薄膜或进行真空贴体包装。其上升或下降均应有安全保护,以保证人身及设备安全。
(4)输送装置
置于底板上的待包装物的送入及包装成品的输出均由该装置完成,一般为滚筒式,即由多个滚筒并列构成。根据物流需要有左进右出及右进左出二种输送方式。
(5)电控装置
膜框升降、薄膜加热、真空室抽真空等控制均由电控装置完成,有关参数及时序确定后,机器便按其自动完成。
4.2.2 食品真空贴体包装机
按自动化程度,食品真空贴体包装机可分为:手动单室式、手动双室式以及自动连续式三种。产品规格:对手动式真空室尺寸,按其宽度、长度划分;对自动式按最大托盘尺寸,即其宽度、长度区分。机器三种型式的外形如图5中a、b、c所示。
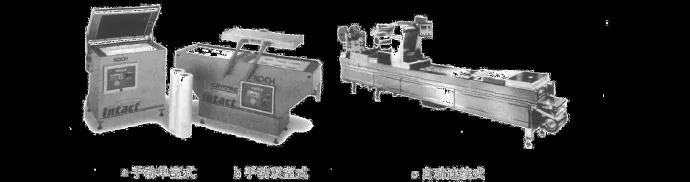
图5 三种型式外形图
4.2.2.1 手动单室贴体包装机
(1)如图6所示,该机主要结构包括
下工作室、上工作室、加热装置、供膜装置、顶料装置、真空系统、电控系统和机架。
(2)包装工艺过程
1)接通电源后,加热装置开始加热,直至设定温度;将盛有包装物的托盘装入托盘架中,一并送入下工作室预料装置平台上。
2)按下气缸按钮,顶料托板下降,托盘架随之落入下工作室内;将薄膜从供膜装置中拉出覆盖于下工作室顶面。
3)将上工作室下压,直至与下工作室密合,随之上工作室先行短暂抽气,以便将薄膜上吸与加热装置中加热板靠近,使之加热软化。
4)上下工作室同时抽气,此时受负压作用上下室自动紧闭;此后上工作室先停止抽气,下工作室继续抽气,位于其中的托盘架内的薄膜便紧贴包装物表面及托盘内壁完成贴体包装。
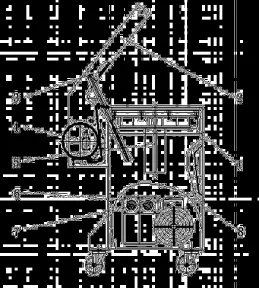
图6 手动单室贴体包装机结构图
5)上工作室放气,上工作室自动开启,顶料装置托板上升,将托盘架连同包装产品顶出,经人工或机械分切,至此完成了一个工作循环。
以上包装工艺过程如图7所示,其包装速度约为每分钟6个循环。

图7 手动单室式贴体包装机包装工艺过程
(3)主要结构简介
1)下工作室
下工作室为本机核心部件,整个贴体包装在此完成。为保证足够的气密性及机械强度,一般由铝合金精密铸造而成,其上表面需精加工并保证一定平面度要求。
2)上工作室
上下工作室闭合后形成一密封空间对食品进行贴体包装,二室结合处有密封条密封。上工作室气密性、机械强度、材料、加工等技术要求与下室相同。
3)加热装置
该装置有蛇形电加热、加热板以及热电偶构成,并安装在上工作室腔内,加热板周围与上工作室接触处由密封条密封,加热板平面上均匀分布多排小孔,以便上室抽气时将薄膜上吸加热,为防止薄膜加热时与加热板粘连,加热板表面涂有防粘涂层。
4)供膜装置
本装置用于放置卷筒薄膜,并可对拉出的薄膜进行展平、导向及切断。
5)顶料装置
顶料装置由真空气缸及托板构成,气缸固定在下工作室底部,托板与气缸活塞相连,活塞上下运动时托板随之升降,从而将包装成品顶出或将待包装食品送入下工作室。
4.2.2.2 手动双室式贴体包装机
该机型有两个下工作室,二者轮番交替工作,共用一个上工作室,工作效率较高,包装速度约为每分钟8个循环,这是与手动单腔式不同之处。其结构组成及贴体包装工艺过程与手动单室完全相同。
4.2.2.3 自动连续式贴体包装机
自动连续式机型的工作原理如图8。

图8 自动连续式贴体包装机工作原理图
从卷筒膜拉出的贴体薄膜及塑料片材底托由输送带同步步进送入真空室,上膜经过加热装置时被加热软化,进入真空室后覆盖在位于底托上的食品表面,在真空作用下,上膜随即紧贴食品,并与底托周边粘合,包装成品排出后进行分切。
该机型由于自动连续作业,生产效率较高,每分钟最高可达10~15个循环。
5 贴体包装机包装材料选择
5.1 贴体包装机包装材料技术要求
要想得到预期的贴体包装效果,充分体现贴体包装的优越性,合理选择包装材料至关重要。用于贴体包装的材料有二类,即贴体包装薄膜和底板,它们必须符合一定的技术要求。
(1)贴体薄膜的一般要求
1)热塑性好,加热后易于软化;
2)延伸性好,具有一定延伸率;
3)抗刺穿、抗撕裂性优异,韧性好;
4)透明度高;
5)热封性好,与底板易于粘合。
(2)贴体薄膜的特殊要求
1)非食品类的一般贴体包装
除满足上述一般要求外,对金属制品还应具有防锈功能,对电路板等电子组件及电子元器件还应有抗静电功能。
2)食品类产品真空贴体包装
除必须达到上述一般要求外,还应具备以下条件:
①无毒、无污染、在包装内不散发有害气味,符合食品卫生要求;
②对气体/水蒸汽/香味阻隔性能优异,有些食品还需要一定的透气性;
③包装肉类产品时抗油性优异;
④包装产品需冷冻储藏时,耐低温性良好。
(3)底板的要求
1)非食品类一般贴体包装
该类包装的底板由纸板制成,由于它起着托附产品及贴体包装双重作用故必须达到以下要求:
①具有较高的强度、挺度、硬度,一定的耐压、耐刺穿、缓冲性,可折叠性;
②重量轻、易印刷、无毒、卫生;
③良好的透气性,以便于通过完成抽真空吸气实现贴体包装;易于实现机械化、自动化包装。
2)食品类产品真空贴体包装
该类包装的底板与上述一般贴体包装底板采用的材料有所不同,一般有二类,一是平板式底托,由塑料片材或纸塑复合材料制成,二是托盘,由塑料制成的具有一定形状的浅盘。
5.2 贴体包装机包装材料市场现状及选择
(1)非食品类一般贴体包装
1)贴体薄膜
适合该类产品包装的贴体薄膜有:
①热粘性复合塑料薄膜,该薄膜的一面涂有受热后才有粘性的材料;
②沙林贴体薄膜(Surlyn薄膜),该膜综合性能好,且具有自粘性,软化温度低;
③自粘性薄膜(SE薄膜),可直接与底板粘合;
④聚氯乙烯贴体膜(PVC)聚乙烯贴体膜(PE)、聚酯贴体膜(PET);
⑤ATW沙林贴体薄膜(NS薄膜),可有效避免与光滑产品表面之间存在气泡的问题,提高了包装质量;
⑥具有特殊功能的薄膜,如防锈贴体膜(SR薄膜)、抗静电膜(ST薄膜)等。
以上薄膜的厚度、宽度、颜色等厂家均可按需要生产。一般采用厚度为0.1~0.25mm,薄膜厚度主要根据被包物的拉伸比(即深度/直径)来选定,拉伸比越大选用薄膜越厚;薄膜宽度按贴体包装机工作室宽度选择。
2)底板
适合该类产品包装的底板有:
①透气纸板。为了确保与贴体膜的牢固粘合,对于无粘合功能薄膜,纸板上还必须涂以贴体专用胶水;
②瓦楞纸板。为提高性能,一般在其一面贴上一层白纸,另一面贴一层印有产品说明等标记的彩色图案。为了便于抽真空吸气,加工底板时在纸板上打有许多小孔。对无粘合功能薄膜,纸板上还须涂有一层贴体专用胶水;
③包装纸卡。根据不同贴体薄膜,纸卡有涂胶和不涂胶二种。
(2)食品类真空贴体包装
1)贴体薄膜
一般情况下,上述非食品类使用的贴体薄膜,原则上可以用于食品真空贴体包装。但由于食品保鲜的特殊要求,一些企业开发了多种食品专用真空贴体包装薄膜,其针对性更强,效果更好。
目前食品专用真空贴体包装薄膜有:
①透气膜:透气度高、容易贴体成形,适合冷冻食品;
②阻氧膜:对氧气高阻隔性,可有效延长食品保质期;成形性好,能保持柔软食品的完整外形;
③多层共挤电子交联薄膜:阻隔性能好、适合新鲜冷藏食品,主要用于全自动连续式贴体包装机;
上述薄膜均采用特殊配方和工艺制成,透明度极佳,加热后软化性能好,拉伸性和抗刺穿性优异。阻隔膜对气体、水蒸汽、香味阻隔性极高,食品包装后不仅展示性极佳,保鲜期和货架寿命也得以延长。
2)底板
底板应根据被包食品的外形、大小及类别定制,有平板式及托盘式,平板式材料为塑料片材或纸塑复合片材(顶、底面为塑料、中间复以纸板或铝箔);托盘式制成一定形状的浅盘,盘的形状对贴体质量影响较大,一般要使盘的四周与底面带有平滑的圆弧过滑,以保证复盖其上的贴体膜与底盘四周牢固粘合,也使被包食品呈现自然外观。
底板及浅盘材料应采用PS、PET以及无毒PVC等,以便贴体膜与平板或浅盘整体粘附,保证一定的密封强度,且易于剥离。
[1]B.P.F.Day.UK.Chilled food packaging[Z].Campden and Chorleywood Food Research Association,2002,Sec ed:135-152.
[2]Multivac Sepp Haggenmuller GmbH and Co.KG.Multivac food packaging[J/OL].Woodhead Publishing Limited,2009.
[3]Koch Equipment LLC.Brochures[J/OL].Woodhead Publishing Limited,2009.
Sk in Packag ing Technology and Applica tion
WU Rui-p ing
(Hefei GeneralMachinery Research Institute,Hefei230031,China)
This paper introduces theory and app lication and developmentof skin packaging,particularly in vacuum skin packaging fo r food.
skin packaging;vacuum skin packaging;vacuum skin packaging for food;app lication
book=65,ebook=70
TB489
A
1005-1295(2010)04-0065-05
10.3969/j.issn.1005-1295.2010.04.015
2010-04-26;
2010-05-28
吴瑞平,男,安徽当涂人,合肥通用机械研究院高级工程师,长期从事包装机械的研发,境内外发表论文20余篇。
猜你喜欢
包装工程(2022年13期)2022-07-27
舰船科学技术(2022年11期)2022-07-15
汽车实用技术(2022年12期)2022-07-05
包装工程(2022年11期)2022-06-20
农业工程学报(2022年4期)2022-04-24
电脑报(2019年33期)2019-09-10
大陆桥视野·下(2018年2期)2018-03-03
科教导刊(2016年9期)2016-04-21
教育教学论坛(2015年28期)2015-12-09
