
保尔沃特锌大板电积工艺的技术和主要设备
2010-08-31 01:17:20江传瑜
铜业工程 2010年3期
江传瑜
(保尔沃特冶金技术(北京)有限公司,北京 100027)
保尔沃特锌大板电积工艺的技术和主要设备
江传瑜
(保尔沃特冶金技术(北京)有限公司,北京 100027)
中国是个产锌大国,2009年锌产量已达 435万 t。但工厂规模小,电积工艺几乎都是传统的小板电积(阴极面积 1.3-1.6 m2),存在厂房占地大、槽数量多、人工剥锌劳动强度非常大、导致阴极受损、生产成本高等缺点。大阴极板(阴极面积 2.6m2以上)技术克服了小板技术的缺点,具有厂房占地少、生产成本低、产品质量好、自动化水平高、节省劳力、易于改善操作环境等诸多优点。该项技术已在西方矿冶公司得到了很好的应用,锌产能超过 400多万 t,是一项值得中国同行重视并大力推广的技术。
锌电积;大阴极板技术;多功能吊车;全自动化剥锌机;阳极拍平机;全自动的工艺控制系统;良好的通风设计;SHG品质锌
1 前言
受经济危机的影响,2009年世界金属锌年产量较2008年下降了大约 4%,但仍然达到 1118万 t。相反,中国锌产量却不降反增,比 2008年增长了 11.34%,达到435万 t,占世界锌产量的38.9%。中国已多年雄踞全球产量第一,对世界锌市场有着重要影响[1]。
纵观世界锌的冶金技术,整体上以湿法工艺为主,如焙烧,浸出 (或直接浸出),净液 (或萃取),电积,高达 80%以上,而火法工艺并存,如竖罐、鼓风炉 (ISP)、电炉等[2-3]。
中国是个产锌大国,但锌电解工艺相对落后,仍主要来自于传统小阴极板人工剥锌,主要缺点:
(1)工人体力劳动强度大,工人人数要求多。
(2)极板因人为因素损坏多,寿命短。
(3)因小板生产,每槽极板数只有 40多片,生产需槽数多,厂方占地大。
(4)阴阳极数量一次性投入大,存量资金大。
(5)生产成本高。
2 大阴极板锌电积技术的优势[4]
以 3.2m2超大板年产 10万 t规模为例:
(1)电解槽数明显减少,厂房占地面积减半。
锌年产能 (以 t/a计)采用下式计算[6]:
P=N.n.S.D.A.c.t.t.10-6
100,000 t/a=N x 114阴极/槽 x 3.2 m2x 450 A/m2x 1.22 g/Ah x 0.91 x 0.99 x 8760 x 10-6
N=100,000/1580.55=63.26
(注实践中,各厂依当地实际情况,可能调整至80-100槽。)
而国内某企业同规模锌电解厂,采用的 1.6m2极板,人工吊车,机械剥锌,每槽阴极数为 48片,需电解槽数为 400。
可想而知,槽数的减少大大简化了厂房配置,同时使厂方占地节约 50%左右。见图 1,采用的 1.6 m2极板,占地约 9800 m2,而采用 3.2 m2极板,占地约 4700 m2。
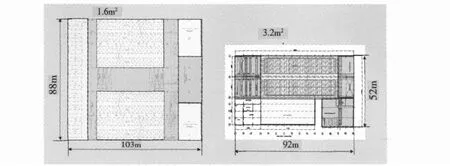
图 1 厂房占有地比较
(2)工人劳动强度小,劳动力需求大大减少。
通常,1.3-1.6 m2人工剥片,需 2.5-3.5人力 h/t,而 2.6 m2机械剥片,1.5人力 h/t,3.2m2自动剥片由于完全实现了机械自动化,则只需 0.6-0.8人力 h/t。我国 10万 t人工剥锌企业通常需工人 300人左右,而 1.6 m2机械剥锌也仍需 120-150人,国外 3.2 m2超大板人力分布如下(仅供参考):

(3)阴阳极板投入少,寿命长。
阴阳极板投入相对大大减少,资金占用量相对降低。表 2显示了这种差距。

表 2 阴阳极板需求量及资金量需求估算
另外,由于实行了全自动操作,根据其他生产企业实践,大板阴极寿命可长达 2年,而大板阳极寿命可长达 4年。阴阳极板寿命的延长毫无疑问降低了生产成本。
(4)灵活的产能调整。
业主可以根据锌精矿的供应情况,或者锌金属市场的价格情况,可灵活调整产量。
①调整极距,增加极板数(如比利时Unmicor)。
②调整电流密度。
③加长极板,改变极板面积(如 3.2升至 3.5)。
(5)良好的通风设计[5]。
电解液的冷却塔设于电解车间屋顶,冷却空气来源于电解车间,其余空气靠自然空气补充和调节。该设计一举两得,既冷却了电解液,又强制了车间通风,减少了车间酸雾的污染。车间酸雾空气在冷却塔中与循环电解液逆向热交换,酸雾可被液滴捕获,从而使排入大气的空气酸雾含量降低,并完全达标。图 2展示了保尔沃特的通风设计理念。
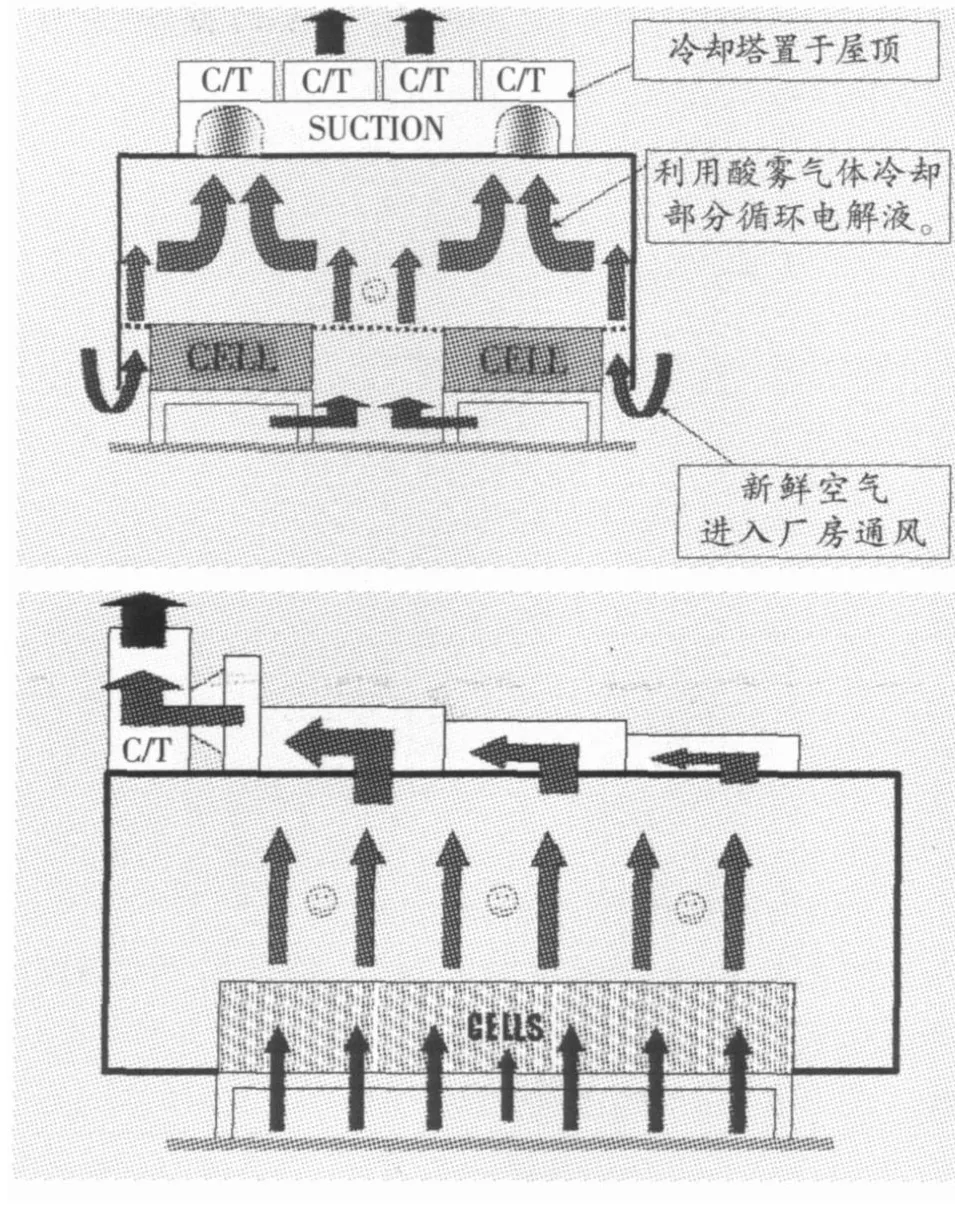
图 2 良好的通风设计理念
3 大阴极板锌电积技术的发展历程[6]
大阴极板锌电积技术起源于比利时的老山锌厂,该厂在锌工业界是广为人知的,就是大家熟悉的Balen巴伦厂,法语也叫Vieille Montagne-VM老山公司。
1969年前,该厂采用的也是 1.3 m2小板,人工剥锌,每槽 44片阴极,电流密度只有:320 A/m2。
1969-1972年,由Balen与 VM下属的梅希姆(MECH I M)冶金化工工程公司的工程技术人员一道设计建设 2.6m2大板。1972年,2.6 m2大板投产,每槽 44片阴极,电流密度 375 A/m2,并建成了世界上第一台自动剥锌。
随后,巴伦厂与梅希姆设计公司一道,使极板改为 3.2 m2超大板,1979年投产,每槽 86片阴极,电流密度 415 A/m2,简化了自动剥锌机,简化了自动吊车,实施了阳极拍平和清洗。现在该厂每槽阴极片数为 114片。
值得注意的是,由于公司的重组和战略调整,以老山为主体的公司后来归属于 Union Miniere(联合矿业),而今为著名的Umicore(优美科)。
当时的梅希姆(MECH I M)冶金化工工程公司的许多专家后来陆续加盟于保尔沃特 (PaulWurth)冶金技术公司,使大板锌电积技术继续由保尔沃特在全球推广。当然,推广类似技术的还有奥图泰(Outotec)公司,日本三井(MESCO)公司等。
如今,大板技术已经有了 3.5 m2,3.6 m2的工业化生产企业。下图简单列举了这些大板技术的应用工厂,并说明了生产中的有效电解面积。

图 3 大板的有效面积
4 大阴极板锌电积技术的工业化应用及展望
迄今未止,大板或超大板电积技术已在世界十多家冶炼厂成功应用,锌产量超过 400多万 t。表3列举了这些企业并对未来可能的大板应用进行了展望。
5 保尔沃特大阴极板锌电积技术的设计特点[9]
1)紧凑的设计,如图二示。
两列电解槽配置,每列 40到 50槽,一端配可逆运转的自动剥锌机,两台自动吊车各司其职,槽的另一端配阳极小车,运送阳极板到拍平及清洗……
电解液的冷却塔设于电解车间屋顶,一举多得,既冷却了电解液,又强制了车间通风,减少了车间酸雾的污染,还减少了占地。
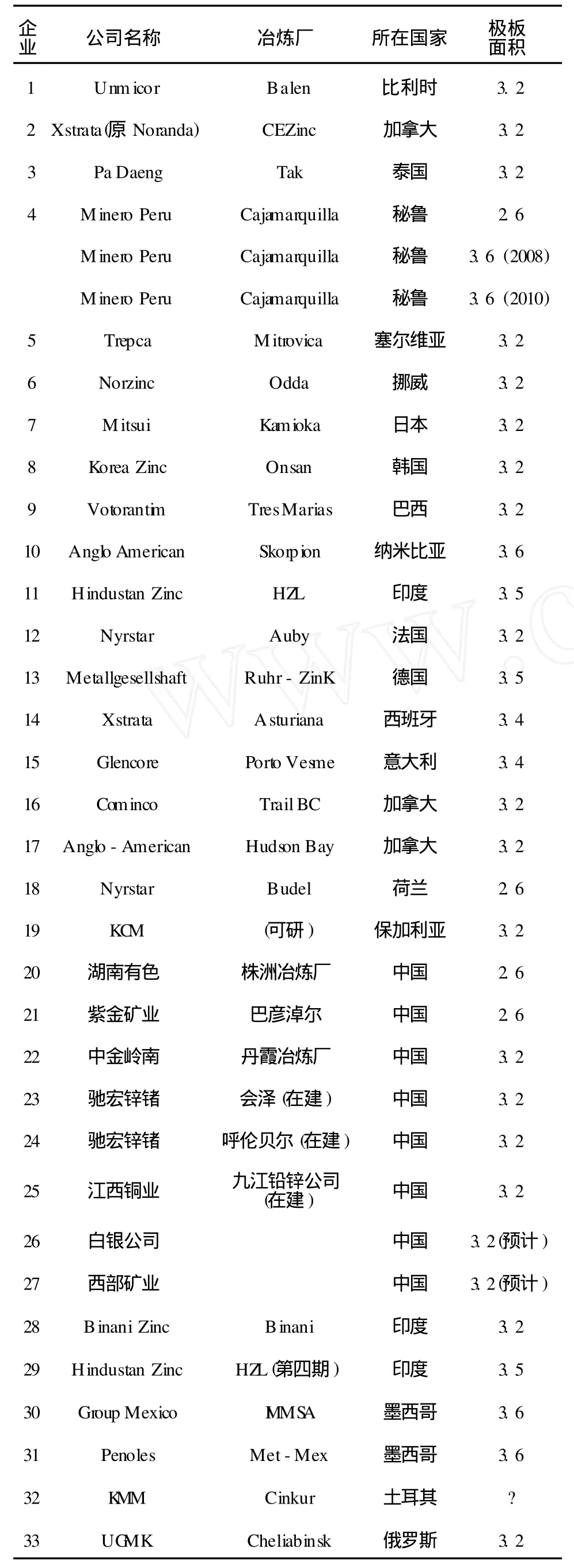
表 3 大板或超大板电积生产企业及未来项目[7][8]
电解槽喂液采用密封的喂液管,能使电解液均匀分布到各个槽中,最大限度地保持电解槽液面高度,有利于剥锌操作。同时由于采用管式喂液,喂液管可以轻松布置在厂房中间并置于操作走道的下方。
整个厂房设计紧凑,设备衔接有效合理。厂房占地仅仅是传统电解的 50%左右。
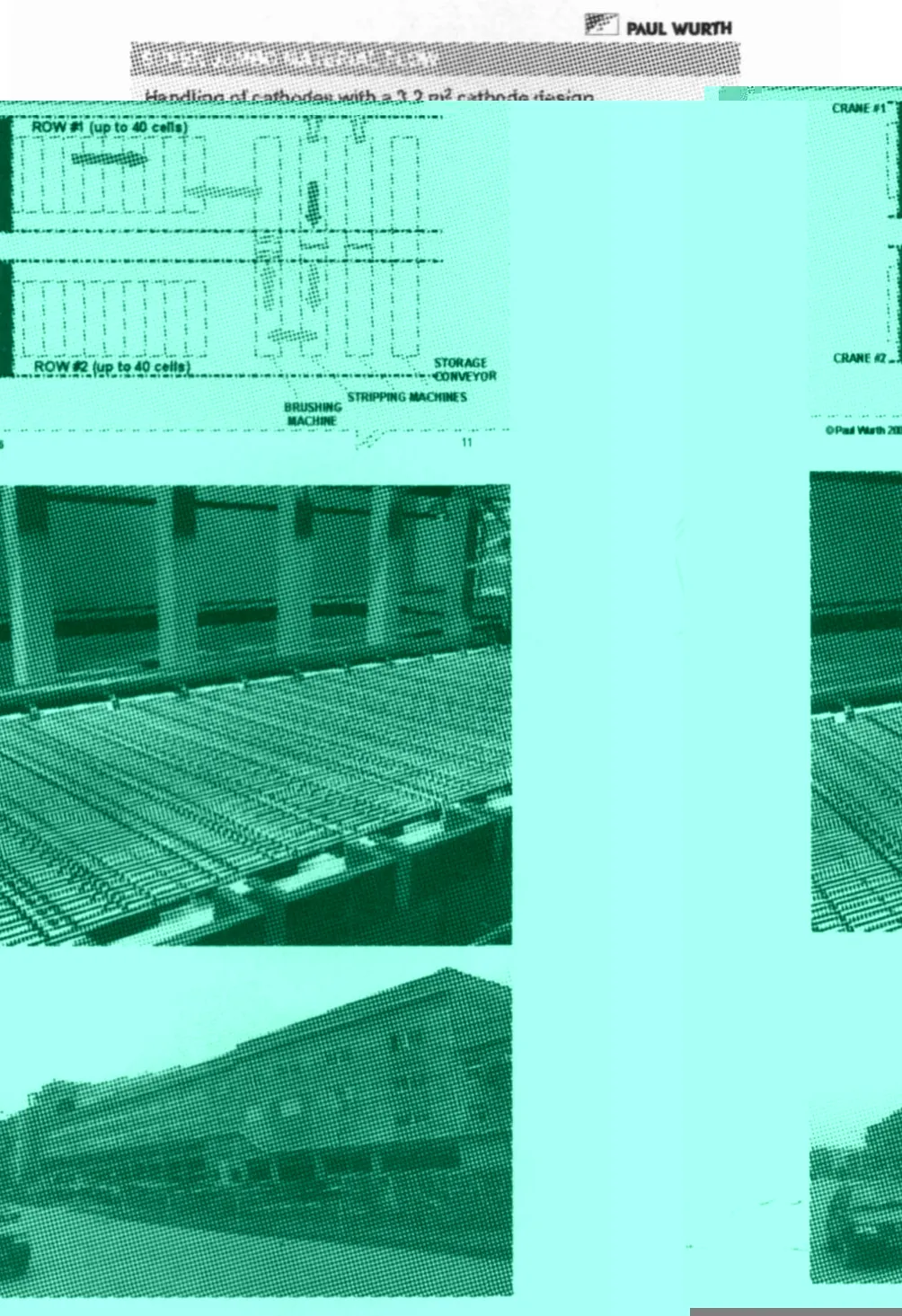
图 4 紧凑优化的配置
2)专有设备的先进性。
基于保尔沃特的实际经验,保尔沃特设计并提供以下专有设备:
①全自动的多功能吊车。
‘②全自动的阴极剥片、洗刷和码垛。
③阳极拍平和清洗。
所有设备均与计算机监控和中心控制室相连,由 PLC(程序逻辑控制)实行计算机中心管理和控制。
多功能吊车与其他设备的协调一致及集成,在充分考虑到生产计划调度、电解槽状态、报警、安全等诸多因素后,完全由中心控制系统指挥。
通过中心控制室的监控屏,生产操作人员可以决定每班的生产计划 (计划包括诸如每班剥片多少个槽子,跳过哪个槽子,每垛阴极片的片数等等),并跟踪实际操作。
中心控制系统同时接口其他设备的 PLC以统一监控和报警。
该中心控制系统还能与其他工艺控制系统(PCS)相连(如硅整流控制系统等),对全局系统的监控将为保证生产产能和效率提供保障。
多功能吊车的主要特征:
①完全自动运行,在槽子上,剥片机,及阳极机上自动定位。
②在安放阴阳极板时,能准确定位,以确保锌电解质量,防止短路。
③采用特殊吊架以抓取阴阳极板。
④清洗阴阳极板导电头以确保电流效率。
⑤在吊车运输过程中,清洗电解锌片表面。
⑥高强度重型设计,可靠的系统以确保生产。
锌阴极剥片机、洗刷机的组成和主要特征:
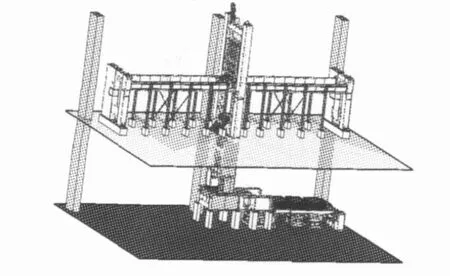
图 5 保尔沃物自动剥锌机、洗刷机、码垛机组成示意图
①完全自动运行。
②阴极片小刀预开口,避免了对阴极板的表面损坏,有利于延长阴极使用寿命。
③阴极间隔装置确保剥片后阴极片的等距间隔,从而确保电解锌片的质量。
④锌片剥离后,在落入码垛机时有缓冲消音系统(噪音控制在 55分贝以下)。
⑤全自动码垛及锌垛自动称重、转运系统。
⑥阴极板回电解槽前,阴极板表面清洗系统。
⑦高强度可靠设计,确保剥锌机稳定可靠的操作。
阳极拍平机,清洗机的主要特征:
①完全自动运行。
②有效的表面清洗及拍平,可保证阳极使用寿命,减少阳极变形,避免短路。
③高强度可靠设计,确保系统稳定可靠的操作。
以上设备均为全自动系统,配以安全报警装置,确保了生产中的设备及操作人员安全。
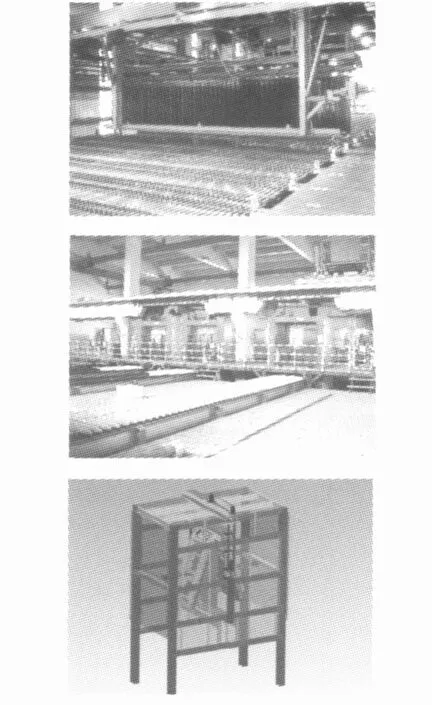
图 6 保尔沃特主要设备照片或示意图
6 保尔沃特大阴极板锌电积技术的服务范围[9]
众所周知,电解液净液质量是控制产品质量的根本,阴阳极几何形状 (如平整度,垂直度等)是确保工艺参数的关键。此外,先进设备也是实现先进工艺的重要手段。
针对大阴极板锌电积技术项目,保尔沃特冶金技术公司将提供全套系统的服务,内容涵盖:
(1)净液的咨询服务以确保净液质量。
(2)电积车间的 EPCM或 Turnkey工程 (海外项目可提供全部服务)。
但在中国考虑到设计成本因素,保尔沃特的服务范围将是灵活的,可协商的,视国内配套设计院,国内业主的配套能力和要求而定,但通常为确保工艺的最小范围如下:
(1)工艺的概念及基本设计 (工艺流程,工艺配置,设备选择等等)。
(2)必要的施工图设计如:阴阳极制作图,电解槽槽体,供电母线,槽间导电棒,电解液输液管,溢流管等。
(3)冷却塔计算,通风计算,及配置基本设计等。
(4)必要的施工图条件及设计指导。
(5)以下专有设备设计及供货:
全自动化剥锌机(含洗刷机,码垛机,转运机一体化)。
全自动化多功能吊车(含自动定位,称重,阴极清洗)。
阳极拍平机及高压水清洗阳极泥系统。
阴阳极夹具(绝缘体)。
槽间导电棒,槽头导电排,槽间绝缘块(可选)。
冷却塔及风机(可选)。
(6)工艺控制系统(PCS)的设计及供货。
(7现场安装、投产试车指导。
7 在中国的推广前景[10]
如开篇所说,中国是世界产锌大国,多年居世界第一位,2009年产金属锌达到 435万 t。其中湿法占 80%,约有产能 370万 t,火法产能约有 90万 t。
中国产锌企业相对分散,超过 10万 t产能的大型企业只有株冶,葫芦岛,中金岭南,云南驰宏,白银等十几家,其余规模小,装备相对落后。
中国的锌电积经过几十年的发展,某些工艺指标已相当先进,比如电耗 (2950-3050 K Wh/t锌片),电流效率(91-92%),且产品锌质量也可达到SHG品质。但是至今为止,只有云南驰宏 (曲靖)、株冶、丹霞、巴彦淖尔采用了机械或自动剥锌,其余都是传统小阴极板人工剥锌。云南驰宏会泽,呼伦贝尔,江西铜业等正在建设大板电积。
中国是个高速发展的国家,目前劳动力成本相对较低,但这不能长久,由于一个家庭一个孩的计划生育政策,人工剥锌将面临着很难招到工人,劳动力的成本必将快速增长,企业已经意识到这些挑战。
展望未来,中国将计划通过技术改造,或新建项目,保守估计,产能增加将超过 100万 t。自动化、高效低成本、环保的锌电解生产是众望所归,大阴极板锌电积技术将有广阔的推广应用前景。
REFERENCES
[1] 钮因健.2009年中国有色金属工业状况.云南昆明 -低碳经济条件下重有色冶金技术的发展论文集.2010年中国有色金属学会重冶学委会.
[2] 蒋继穆.我国锌冶炼现状.2001年第八届全国铅锌生产技术及产品应用学术年会论文集.01-04.
[3] 张乐如.铅锌冶炼新技术.2006.
[4] 江传瑜,葛明.大阴极板锌电积技术的优势和特点.2007年世界有色金属,青海西宁 -2007年中国有色金属工业高层研讨会论文集:33-36.
[5] 江传瑜.锌电积的清洁生产.江西贵溪 -2007年全国重有色冶炼生产工艺、节能减排及综合利用研讨会论文集:109-116.
[6] 梅光贵,王德润,周敬元,王辉.湿法炼锌学.2001.
[7] 包晓波,黄其兴.世界锌技术经济.1996.
[8] 陈维东.国外有色冶金工厂 -铅锌篇.1987.
[9] 江传瑜.保尔沃特冶金技术 (北京)有限公司的冶金技术及特点.云南昆明 -2007年中国首届熔池熔炼技术及装备专题研讨会论文集:119-124.
[10] 江传瑜.漫谈锌冶金的技术发展.内蒙赤峰 -2008年中国矿冶新技术与节能论坛论文集:131-144.
PaulW urth Zn LARCATH Technology and Equipment
J I ANG Chuan-yu
(PaulWurthMetal Technology(Beijing)Co.,Ltd,Beijing,100027,China)
China is the biggest Zn producer in the world with total Zn production of 4.35 million tons in 2009.But almost all the Zn production come from s mall Zn plantswith the traditional Zn electro-winning process by s mall size cathode technology(Cathode size range between 1.3-1.6 m2)and manual operation for cathode stripping.The disadvantages are obvious such as land required much bigger,cells numbermuch more,manual operation for cathodes stripping-very intensive labor required,and may cause serious damage of cathode electrodes,higherOPEX.In order to improve and avoid such shortcomings,the Large Cathode(LARCATH, Cathode Size is above 2.6m2)Technology has been developed and concludedwith the followingmerits-smaller land,lower CAPEX, lowerOPEX,higher quality of Zn(SHG),lessman power,easier and better ventilation etc.TheLARCATH technology has beenwell applied in western mining&metal companies in the last few decadeswith total Zn productivity over 3 million tons.This technology is drawingmore attentions in China and should be highly promoted to future application in the Zn Industry.
Zn electro-winning;Large Size Cathode Technology(LARCATH);Multi-functional crane;fully auto-stripping machine;anode flatteningmachine;PCSAutomation Platform;Good ventilation system;SHG quality Zn
book=34,ebook=146
TF813
C
1009-3842(2010)03-0034-06
2010-05-30
江传瑜(1964-),男,汉族,江西南康市人,硕士,1983年毕业于东北大学有色金属冶金专业,教授级高级工程师,主要从事有色金属冶金的工程设计、咨询、及冶金装备现代化的研究和推动工作,E-mail:chuanyuj@hotmail.com
猜你喜欢
国企管理(2023年11期)2023-12-19 04:18:47
湿法冶金(2022年1期)2022-02-18 08:03:06
中外文摘(2021年11期)2021-06-29 07:11:44
化工进展(2021年5期)2021-05-31 08:00:38
石材(2020年4期)2020-05-25 07:08:50
山西电力(2019年3期)2019-07-24 09:33:42
中国有色冶金(2019年1期)2019-03-08 12:05:58
幼儿教育·父母孩子版(2018年5期)2018-11-25 05:06:32
河南科技(2013年7期)2013-08-15 00:48:29
中国有色金属学报(2010年12期)2010-11-23 03:04:12
