
激光熔覆工艺及熔覆材料进展*
2010-09-14 03:30:02杨宁,杨帆
铜业工程 2010年3期
杨 宁,杨 帆
(1.河南教育学院,河南郑州 450046;2.郑州大学物理工程学院河南郑州 450052; 3.中州大学,河南郑州 450044)
激光熔覆工艺及熔覆材料进展*
杨 宁1,2,杨 帆3
(1.河南教育学院,河南郑州 450046;2.郑州大学物理工程学院河南郑州 450052; 3.中州大学,河南郑州 450044)
激光熔覆技术在目前材料表面改性技术中应用较广泛。本文概述了激光熔覆技术及工艺方法,介绍了激光熔覆材料分类及特点,并展望了激光熔覆技术的发展前景。
激光熔覆;工艺方法;熔覆材料
1 激光熔覆技术
激光熔覆技术作为一种新型的材料表面改性技术,它始于1974年,而兴起于80年代,在低成本基材上制备高性能表面熔覆层,可代替大量的高级合金,以节约贵重、稀有的金属材料,提高基材的综合性能,降低能源消耗,适用于局部易磨损、氧化及腐蚀等零部件。激光熔覆技术在工业生产中应用广泛,美国D.S Gnamuthu于1976年获得了激光熔覆一层金属于另一层金属基体的熔覆方法专利。1981年Rolls.Royce公司成功在喷气发动机叶片上熔覆钴基合金面使其耐磨性得到显著提高。随着激光熔覆研究的不断深入,无论在熔覆材料体系的开发及工艺研究方面,还是在熔覆硬件系统的设计方面,都取得了相当大的成就。
激光熔覆亦称激光包覆或激光熔敷,它是利用高能激光束﹙104~106W/cm2﹚在金属表面辐照,通过迅速熔凝,冷却速度通常达到102~106℃/s,在基材表面熔覆一层具有特殊物理、化学或力学性能的材料,从而构成一种新的复合材料,以增强基材的性能,这种复合材料能充分发挥基材和熔覆材料的优势,弥补两者的不足,可以制备耐热、耐蚀、耐磨、抗氧化、抗疲劳或具有光、电、磁特性的表面保护涂层[1-2]。
2 激光熔覆工艺
根据合金材料供应方式的不同,激光熔覆工艺方法可以分为两种:预置法和同步法[3-4]。方法原理如图1所示。
2.1 预置法
预置法是指将待熔覆的合金材料预先置于基材表面,然后采用高能激光束辐照合金覆盖层表面,使整个合金覆盖层及一部分基材熔化,待激光束离开后,熔化的合金快速凝固而在基材表面形成冶金结合良好的熔覆层。合金预置法有两种方法:
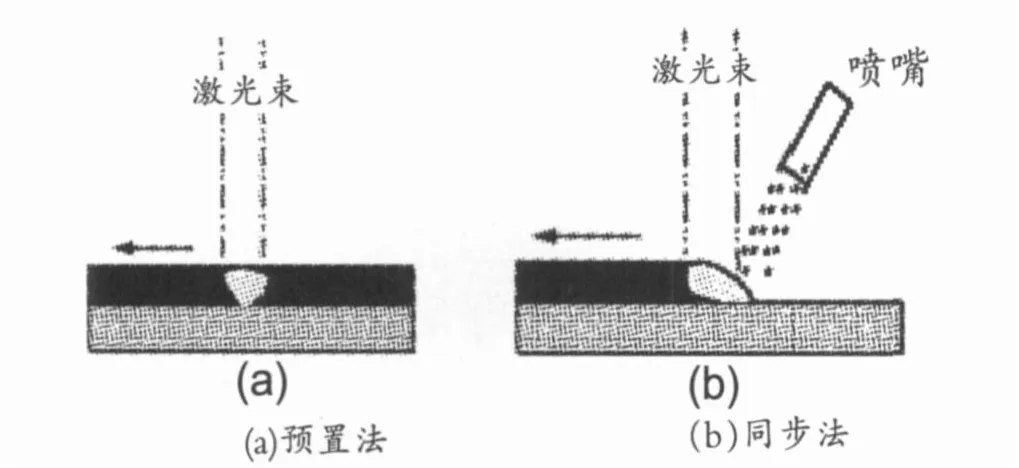
图1 工艺方法
(1)预置涂覆层通常是用手工将待熔覆的合金粉末涂覆在基材表面,这种方法优点是即方便又经济。首先用黏结剂将涂覆用的粉末调成糊状放置于基材表面,然后在烘箱中将其干燥,最后再进行激光熔覆。此方法不足之处是手工涂覆效率较低。
(2)预置涂覆片将熔覆材料的粉末加进少量黏结剂模压成片,放置于基体表面进行激光熔覆,此方法可以提高涂覆效率。
预置法的工艺流程为:基材待熔覆表面预处理(打磨,清洗)-预置熔覆材料-预热-激光熔化-后热处理。
2.2 同步法
同步法是指采用专门的送粉系统在激光熔覆的过程中将合金粉末直接送进激光作用区,在激光的作用下基体和合金材料同时熔化,然后冷却结晶形成合金熔覆层,这种方法的优点是工艺过程简单,合金材料利用率高,可控性好,容易实现自动化。与预置法相比,同步法更能体现激光熔覆工艺的发展趋势。
同步法的工艺流程为:基材熔覆表面热处理-送料激光熔化-后热处理。
3 熔覆材料的分类及特点
利用激光熔覆技术,在材料表面上熔覆一种具有特殊性能的材料,可以提高材料表面的硬度和耐磨耐蚀等性能,因此,激光熔覆技术应用广泛。要想获得性能良好的材料涂层,熔覆材料的选择是很关键的,对熔覆材料的选择,必须满足以下几方面的要求[5]:(l)激光熔覆材料和基体相比较,激光熔覆材料应该具有一些特殊性能,如高的耐磨、耐蚀和抗氧化性等;(2)熔覆过程中应尽力避免产生过大的残余应力,使熔覆层有裂纹出现,熔覆材料与基体的性能要接近;(3)如果用送粉法熔覆基体表面,要求粉末应具有良好的固态流动性;(4)熔覆材料还应该具有良好的脱氧、造渣能力;(5)要得到平整光滑的熔覆涂层,熔覆材料与基体间应具有良好的润湿性。润湿性与材料表面张力有关,表面张力愈小,液态流动性越好。
激光熔覆合金材料包括自熔性合金材料、复合材料、陶瓷材料等。这类材料具有优异的耐磨、耐蚀等性能,通常以粉末的形式使用。
3.1 自熔性合金粉末
目前常用的自熔性合金粉末有镍基、钴基和铁基三大类,在铁、镍、钴粉末中加入B和Si,脱氧、造渣能力非常强[6-7]。自熔性合金粉末的优点:自熔性好,当自熔性合金粉末被加热到高温出现液相时,合金中B、Si元素与氧反应,氧化成B2O3、SiO2与其它氧化物结合成硼硅酸盐,能防止涂层的氧化,有利于涂层与基体的结合;熔点低,自熔性合金粉末的熔点低于基体的熔点(通常为900~1200℃),在自熔性合金粉末中B、Si与Fe、Ni等元素形成共晶组织,使合金粉末的熔点大幅度降低;润湿性好,即液体金属在固体表面的铺开能力好,自熔性合金粉末熔化时形成硼硅酸盐过程中,熔解了基体表面的氧化物,提高了液-固界面的键合作用,降低了表面张力,具有良好的润湿性。
(1)镍基自熔性合金粉末。
镍基自熔性合金粉末可分为Ni-B-Si和Ni-Cr-B-Si两个合金系列。它的组织是镍基固溶体和碳化物,硼化物,硅化物的低熔点共晶。这类合金粉末一般含Ni为60%~85%,Cr为10%~20%,硼和硅为1.5%~6%,与镍形成固溶体,提高合金的耐蚀性和抗氧化性,部分铬形成高硬度Cr2C3、Cr2B等化合物。B形成高硬度的硼化物,B含量高,硬度高,耐磨性好,但不能承冲载荷,切削加工性能差。Si熔于Ni形成固溶体。碳形成碳化物提高硬度和耐磨性,但脆性增大,因此含碳量不易过高。镍基自熔性合金涂层除耐磨性好外,还具有很好的耐蚀性和相当高热硬性。
(2)钴基自熔性合金粉末。
Co基自熔性涂层具有良好的耐蚀性、耐磨性和热硬性,一般应用在700℃左右高温下,又要求具有较高红硬性时的涂覆,如发动机的排气门,过热蒸汽阀门的密封面、燃料喷嘴等。Co与Cr形成固溶体基体,在此基体上分布着大量的Cr7C3、Cr23C6、WC碳化物和CrB、Cr2B硼化物。Co具有很好的耐蚀性,Cr抗氧化好。目前,常用的Co基合金的主要元素是Ni、C、Cr和Fe等,其中Ni元素用来降低Co基合金熔覆层的热膨胀系数,减小合金的熔化温度区间,有效抑制熔覆层开裂现象,提高熔覆层对基体的润湿性。不足之处钴基自熔性合金粉末的市场价位相对较高。
(3)铁基自熔性合金粉末。
镍、钴基自熔性合金都比较贵,很难在一般工业中使用,铁基自熔性合金粉末其最大优点是成本低耐磨性强,因此工业上应用广泛。铁基自熔性合金是在铁中加入Cr-Ni-B-Si-C元素。一般说来铁基自熔性合金熔点较高,自熔性也不如镍基和钴基,但只要涂覆工艺得当,仍可获得满意的涂层。Fe基合金作为激光熔覆材料,适用于温度要求不高(温度小于400℃)的耐磨零件。通常情况下,镍基和钴基粉末价格比铁基粉末贵1~3倍。因此,选用时要从使用性能、经济性等方面综合考虑。
(4)弥散碳化钨型自熔性合金粉末。
在镍基和钴基自熔性合金粉末中加入一定数量碳化钨颗粒,涂覆后碳化钨形态与性能不变,弥散分布在基体中,可使涂层的耐磨性大大提高。
3.2 陶瓷粉末
陶瓷涂层不但可以将很好地将合金材料的高强度、高韧性和陶瓷颗粒相优异的耐磨、耐蚀和耐高温等性能结合在一起,而且还能开发出新的功能,因此引起人们普遍关注。涂覆的陶瓷主要有三种:氧化物陶瓷(氧化铝、氧化锆、二氧化钛等);碳化物陶瓷(碳化钨、碳化钛和碳化铬等);氮化物陶瓷(氮化硅和氮化硼等)。目前,研究生物陶瓷材料也是一大热门[8]。
激光熔覆金属陶瓷材料可以将金属材料较高的强度、韧性、良好的工艺性能和陶瓷相优异的耐磨、耐蚀、耐高温及化学稳定性有机结合起来,受到人们的重视,但在应用中存在陶瓷材料与基体金属的热膨胀系数、弹性模量及导热系数等性能差别较大的问题。
3.3 复合粉末
复合粉末是两种或两种以上不同成分固相组成粉粒的合金粉末,作为熔覆材料,这种粉末相比金属粉末具有更强的材料特性,在目前材料表面改性方面应用比较广泛[9]。复合粉末一般是用特殊复合方法制成的,不会因为相对密度不匀等原因,在运输、贮存和涂覆过程中产生成分不均匀,并增加了各组分间的接触面,使涂覆过程易于合金化。复合粉末和不同成分的合金粉末进行机械混合的粉末不同。不同点在于复合粉末中的单个粒子的组成成分,至少要有两种或两种以上不同成分的固相材料,而且不同成分的固相材料有明显的相界面,不同成分的固相组元之间一般为机械结合。
复合粉末能大大提高熔覆层的耐磨性能,应用最多的是钴包碳化钨和镍包碳化钨。在复合粉末中,碳化物颗粒的加入方式有两种:第一种方式是直接加入激光熔池;第二种方式是直接与金属粉末混合成粉末。其中第二种方式是比较有效的,因此用的比较多。
3.4 其它熔覆材料
除上述的熔覆材料外,激光熔覆材料还包括铜基、钛基、铝基、镁基等以及金属间化合物基等材料。这些材料多数是利用合金材料的某些特殊性质使基材表面达到耐磨、耐蚀、抗高温、抗氧化等多种性能。
4 激光熔覆技术前景
激光熔覆工艺经过将近半个世纪的发展,已完全从实验室进入到了实际工业应用,在汽车工业、航空航天、石油行业、轧辊行业、机械动力行业和模具等诸多领域中都有着广泛的应用。激光熔覆技术是一种新兴的表面处理技术,有着很好的发展前景。同时,激光熔覆工艺也存在着一些技术上的难题,由于熔覆层和基体材料的温度梯度和热膨胀系数的差异,可能在熔覆层中产生多种缺陷,主要包括气孔、裂纹、变形和表面不平度。为拓宽激光熔覆技术的应用领域,应从以下方面作进一步研究:
(1)研究激光熔覆技术的基础理论。可以从热力学和外延生长作为出发点,对激光熔覆凝固现象进行研究,研究范围有:各种亚稳相是怎样形成的、凝固过程中溶质是怎么分配的和熔覆层的组织特征等。
(2)研究开发专用的合金粉末体系。利用激光熔覆技术,对熔覆材料表面特性进一步研究,如力学性能、耐蚀性和耐摩擦磨损性能等,开发与基体结合更好的熔覆材料。
(3)研究开发专用的粉末输送装置与技术。建立更接近实际过程的模型,有能量、动量和质量传输模型,通过对这些模型的测试分析,获得定量信息,对激光熔覆技术的相变规律更进一步研究。
REFERENCES
[1] 邱星武,李刚,邱玲.激光熔覆技术发展现状及展望[J].稀有金属与硬质合金,2008,36(3):54-57.
[2] 金冈优付长德.最新激光加工技术[J].金属加工,2007(3): 40-44.
[3] 黄尚猛,李华川.激光熔覆技术在工业中的应用及其发展.装备制造技术,2007(6):118-120.
[4] 张宝忠,孙慧平,刘萍.先进制造业中的激光测试与激光加工技术[J].机械设计与制造,2006(6):158-160.
[5] 林文松,张光钧,王慧萍.激光熔覆技术的研究进展.热处理技术与装备,2008,29(2):1-7.
[6] 陈庆华,魏仑,龙晋明等.激光熔覆NiCr Al-陶瓷涂层的显微组织研究[J].中国工程科学,2001,3(10):64-70.
[7] 林文松,张光钧,王慧萍.激光熔覆技术的研究进展.热处理技术与装备,2008,29(2):1-7.
[8] 王文丽.原位自生颗粒增强镍基激光熔覆涂层研究[D].郑州:郑州大学,2007.
[9] 姚建华,张伟.激光熔覆制备纳米结构涂层的研究进展[J].激光与光电子学进展,2006,43(4):8-11.
Laser Cladding and Progress of CladdingMaterials
YangNing1,2,Yang Fan3
(1.Henan Institute of Education,Zhengzhou,HeNan,450046; 2.Department of Physics&Engineering,Zhengzhou University,Zhengzhou,HeNan,450052; 3.Zhongzhou University,Zhengzhou,HeNan,450044)
Cladding surfacemodification ofmaterials in the present application ismore extensive.The technique and technologyof laser cladding is outlined,classification and characteristicsof laser claddingmaterial system is introduced,and the prospects for development of laser cladding are forecasted in this article.
laser cladding;processmethod;claddingmaterial
TG156.99
:A
:1009-3842(2010)03-0056-03
2010-05-20
河南省教育厅自然科学研究计划(2006140009)基金资助,河南教育学院物理系重点学科资助
杨宁(1981-),女,河南商丘人,讲师,研究生,研究方向激光表面改性技术,E-mail:yangningan1314@163.com
猜你喜欢
今日农业(2022年16期)2022-11-09 23:18:44
山东陶瓷(2021年5期)2022-01-17 02:35:46
建材发展导向(2021年14期)2021-08-23 00:56:24
陶瓷学报(2021年1期)2021-04-13 01:33:08
天津科技大学学报(2021年1期)2021-02-25 09:26:48
雷达学报(2018年1期)2018-04-04 01:56:50
中成药(2018年1期)2018-02-02 07:20:14
科技创新与品牌(2016年9期)2016-11-03 09:03:30
科技创新导报(2016年5期)2016-05-14 11:34:34
化工进展(2015年3期)2015-11-11 09:17:26
