非框架结构光球机头架托盘平面位移分析
2010-07-27 10:27:40李茂龙
轴承 2010年8期
李茂龙
(湖南钢球厂,湖南 岳阳 414000)
3MH4930等非框架结构光球机的转动和固定头架托盘平面在工作时承受较大载荷,运行一段时间后其相对位置精度会发生变化,严重时甚至会造成机床操作困难,影响钢球的加工质量、效率和成本。因此,下文以3MH4930光球机为例,对光球机头架托盘平面位置精度的变化进行了分析。
1 光球机工作时受力分析
1.1 光球加工过程
钢球光球加工用设备3MH4930光球机结构简图如图1所示。光球加工过程中钢球一方面随光球转动板绕转动中心公转,另一方面绕其自身与光球板沟槽接触状况产生的不断变化的瞬轴自转。当钢球毛坯刚进入光球板沟槽时,只有环带或两极的某处最大可能先与光球板沟槽产生接触与挤压使接触处受到切削,钢球毛坯在光球板沟槽中的滚动又不断产生新的接触和挤压并受到新的切削。正常情况下,钢球毛坯每转动一周受到一次切削后,产生一条相对应的切削带,与光球板沟槽的接触吻合性趋好一次。但刚开始受到切削的钢球毛坯得到的切削带一般多为不规则且不连续的切削带,在经过进入到离开光球板沟槽的往复切削后,最终使钢球毛坯每进出一次光球板沟槽得到一条较连续的切削带,实现钢球毛坯与光球板沟槽的较好吻合。
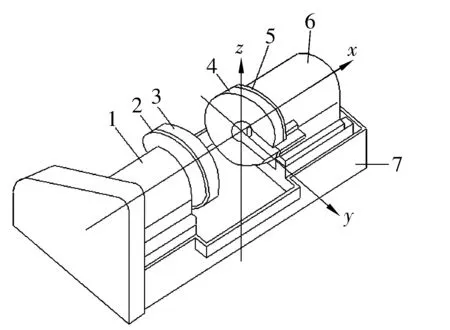
1—转动头架;2,5—托盘;3—转动板;4—固定板;6—固定头架;7—床身
1.2 光球时钢球的受力分析
如图1建立坐标系,光球机的主轴中心线方向为x轴,纵向为y轴,竖向为z轴。光球加工时,若转动头架座内的油缸沿x轴方向给转动头架托盘、转动光球板施加压力为P,则压力P分散施加于光球板沟槽中的每一钢球毛坯上,再传递给固定光球板、固定头架托盘。而压力P分散传递给光球板沟槽中每一颗钢球毛坯的分力大小和分布非常复杂。
(1)由于还未受到光球加工的钢球毛坯(特别是冷镦毛坯)偏离理想球体形状较大,当钢球毛坯进入光球板沟槽后其某局部一周每受到一次切削,被切削部分对应的偏离量则减小一次,随后每一周受到一次切削所对应的偏离量减小速度依次减缓,直至钢球毛坯相对理想球体形状的偏离量符合工艺要求。通常情况下,钢球毛坯的光球板沟槽接触处的形状偏离理想球体形状越大,则其接触处的变形就越大,钢球毛坯在光球板沟槽中滚动时产生的尖劈效应越明显,相应受到的压力也越大,反之则相反。综上,每个钢球毛坯在刚进入光球沟槽时受到的压力大多较大,随着其滚动至出球口,所受压力逐渐减小。
(2)每一钢球毛坯是随机进入每条光球板沟槽的,钢球毛坯与光球板沟槽任一接触处的形状严格说是不能确定的,光球加工初期的钢球毛坯更是如此,因此,同一钢球毛坯没有完全相同受力的时候,同一光球板沟槽处也没有完全相同受力的时候。
(3)当钢球毛坯精度逐步达到工艺要求时,在光球板沟槽中的每个钢球毛坯的受力差异逐渐减小。
1.3 光球板受力分析
1.3.1 光球板某一区间内所受作用力分布

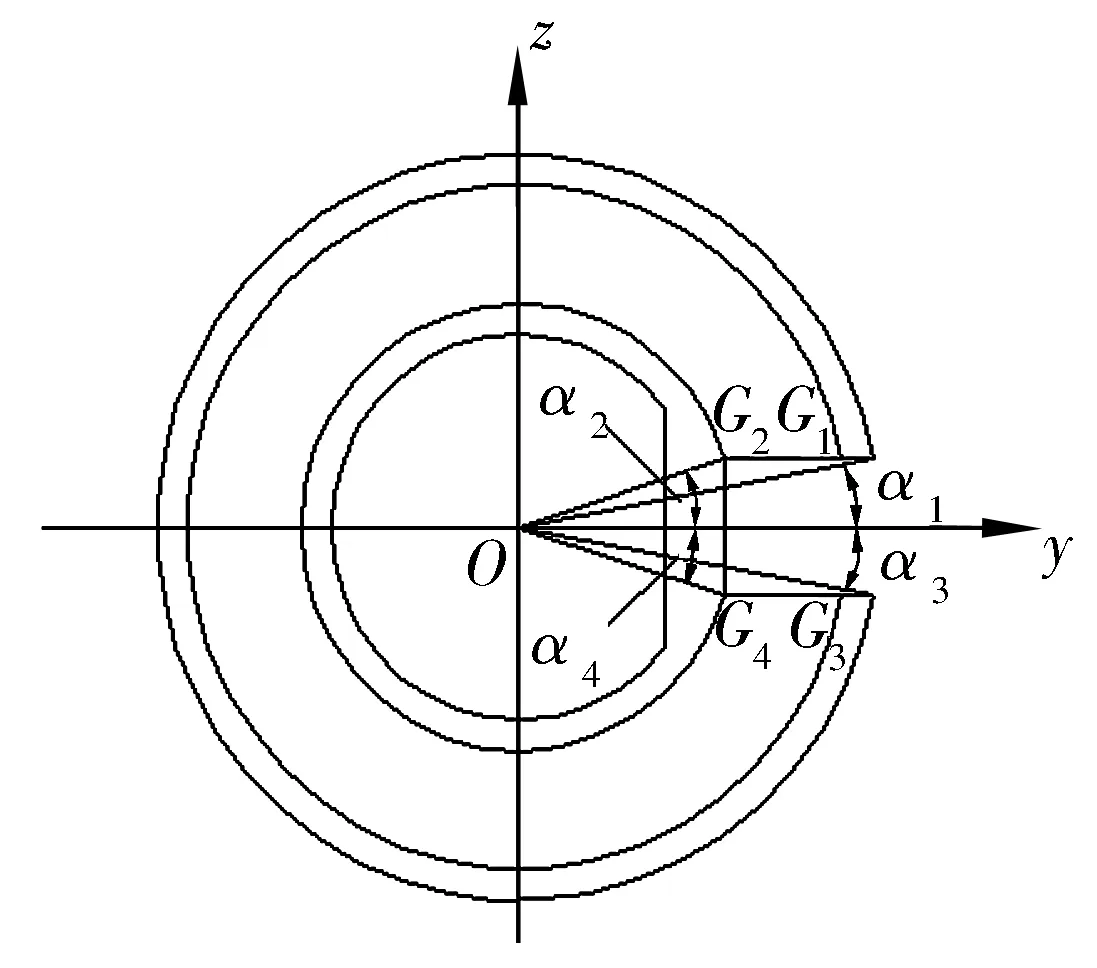
图2 固定光球板示意图
光球板沟槽中的钢球毛坯某一瞬时沿x轴方向传递固定光球板区间所受作用力的分布如图3所示。
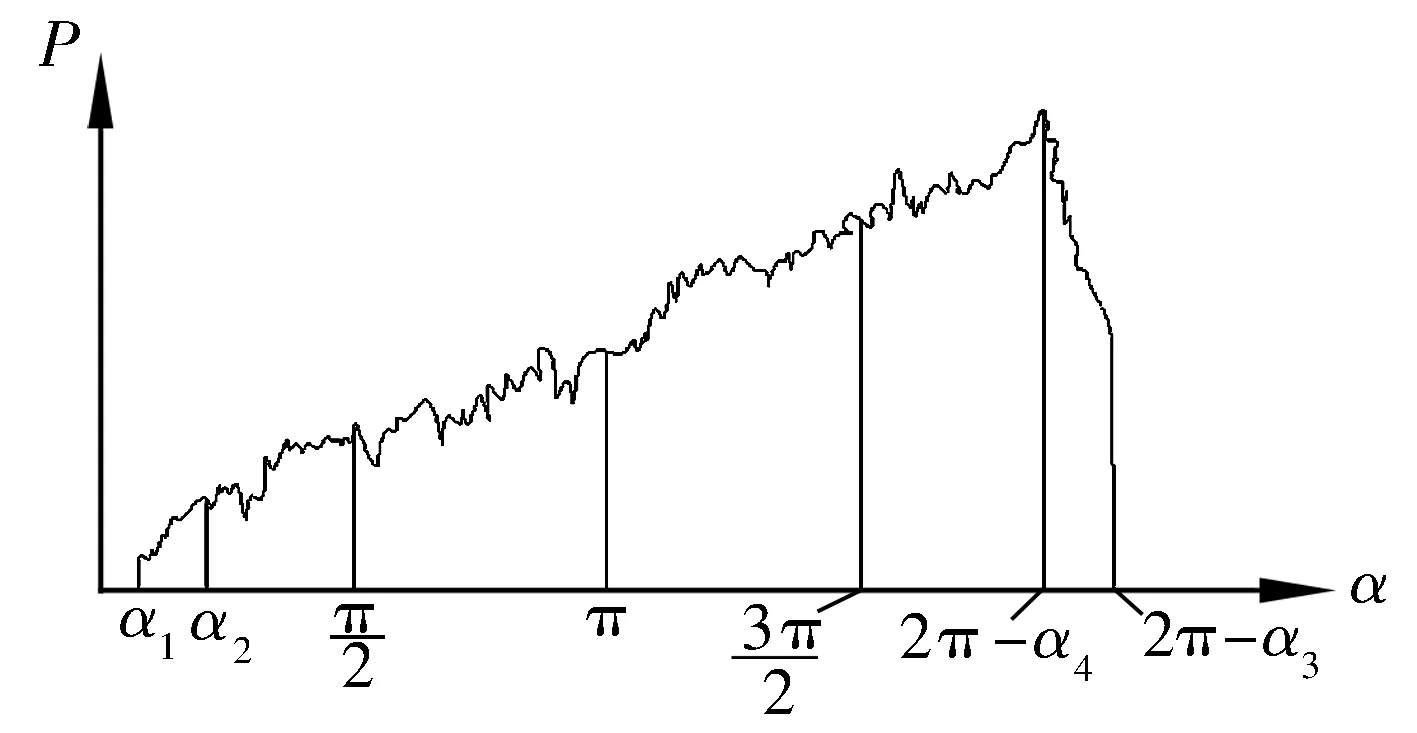
图3 固定光球板区间受力分布
1.3.2 光球板所受合力

(1)
在钢球毛坯进入光球板沟槽进行光球加工的初期,有PⅠ+PⅡ
2 光球机头架托盘平面位置精度的变化

图4 固定光球板所受合力P的平移图
2.1 合力P作用下光球机头架托盘平面产生的相对角位移
光球机转动和固定头架托盘上分别固定着转动和固定光球板,其抗弯刚度大,自身引起的变形予以忽略,将转动头架系统、机床床身、固定头架系统分别用件1、件2、件3表示,并将光球机机架简化为图5所示机构。合力P传递给固定头架托盘的作用点用A表示,反作用至转动头架的作用点用B表示。如图1所建坐标系,依据力学原理可求出件1过B点且垂直于z轴的截面,与件3过A点且垂直于z轴的截面,在合力P的作用下绕平行于y轴的轴线旋转所产生的相对角位移θy。光球机件1,2,3在合力P的作用下,其弯矩方程分别为:
M(z1)=Pz1(0≤z1≤h),
M(z2)=Ph(0≤z2≤l),
M(z3)=P(h-z3) (0≤z3≤h)。
在A,B点各加一单位力偶(图5b),则光球机件1,2,3在单位力偶作用下其弯矩方程分别为:
图5 光球机简化后的刚架及受力图
若件1,2,3的相应截面对中性轴的惯性矩分别为J1,J2,J3,材料的弹性模量为E,则依莫尔积分可知:
(2)
光球机的转动头架、床身、固定头架的相应截面的形状和尺寸是随x1,x2,x3变化而变化的,因此,J1,J2,J3分别为x1,x2,x3的函数,若将J1,J2,J3视为常量,则有:
(3)
若J1=J2,则:
(4)
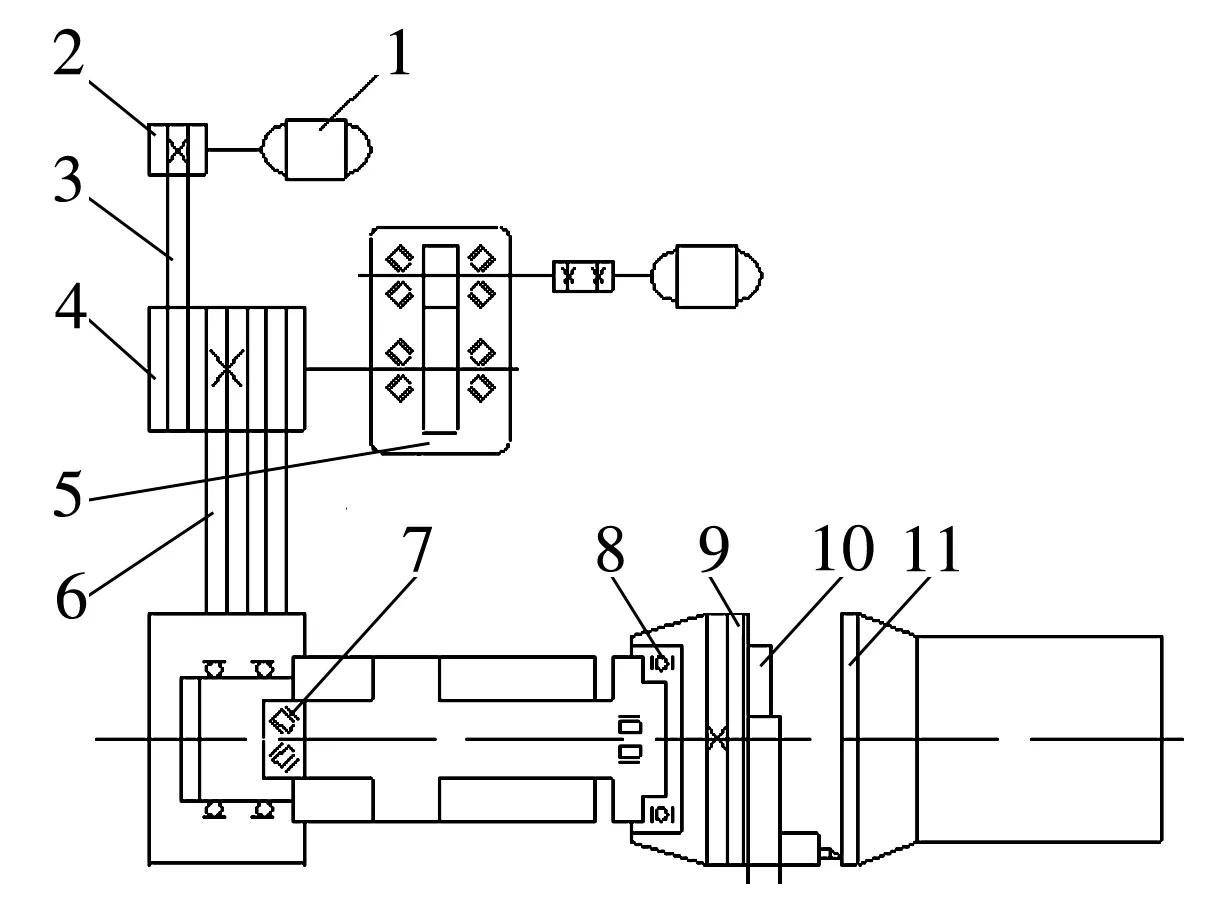
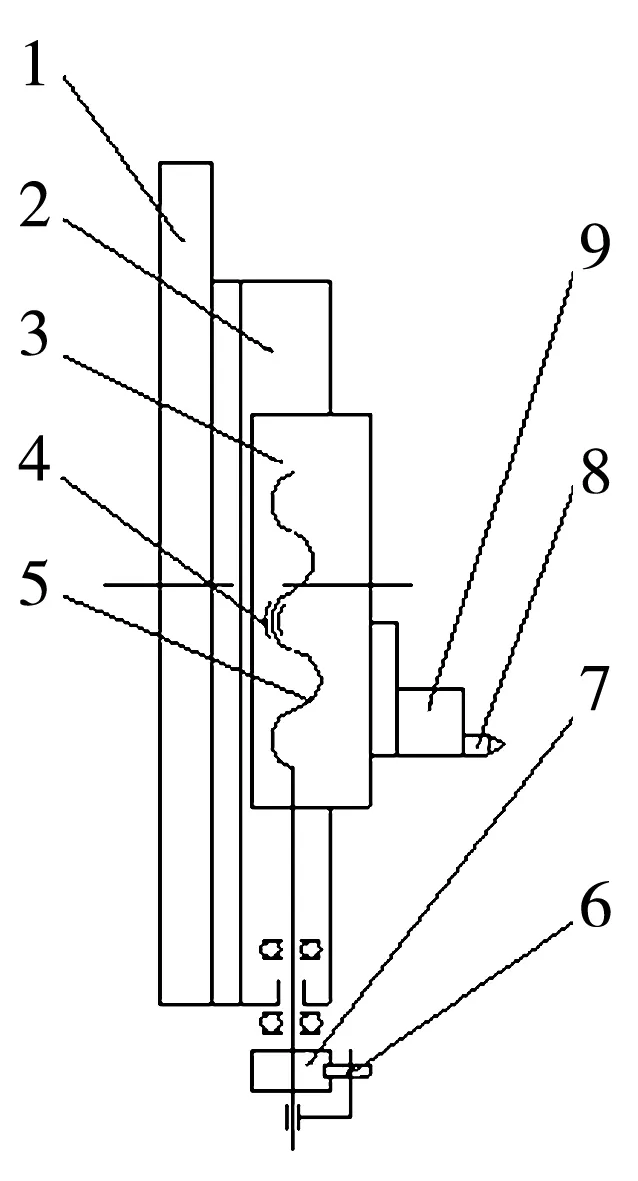
由(4)式可以看出:h越小,则θy就越小。由于在现有机床结构参数情况下,l>h,J2 (5) (6) 若Jρ1=Jρ2,则有: (7) (8) 角位移θy和θz随P和M2的变化而变化,若正在工作的光球机立刻停止,此刻测得转动头架过B点且垂直于z轴的截面与固定头架过A点且垂直于z轴的截面绕平行于y轴的轴线旋转产生的固有相对角位移βy0,及绕平行于z轴的轴线旋转产生的固有相对角位移βz0,这种状态称为光球机当时的固有状态,则交变合应力P某瞬时峰值超过光球机当时的固有状态所决定的某一数值时,则此刻产生的角位移θy,θz使上述两截面分别形成了两个相对应的新的永久性相对角位移,这里用βyi,βzi表示。此后,两截面在上述基础上又产生新一轮与合力P、附加力偶M2相对应的两方面的相对角位移,并如上述又适时产生相对应的两方面的永久性相对角位移,于是使永久性相对角位移不断迭加,即: (9) (10) δx1=Rsinβyt(1+sinα) (11) δx2=Rsinβzt(1+cosα) (12) 据(11)式,(12)式可得出转动与固定托盘头架平面上半径为R的圆周上对应点之间分别产生的永久性相对水平位移δx1,δx2的曲线分别为图6a、图6b,总的永久性相对水平位δx的曲线见图6c,与实测结果基本吻合。 δx=δx1+δx2 (13) 图6 托盘平面产生的永久性相对水平位移曲线 修复光球机转动和固定头架托盘平面间产生的永久性相对水平位移时,常规的修复方法需对机床进行解体,然后对床身、头架托盘平面采用相应较大的加工设备进行铣、车或镗加工,对床身与头架之间的定位部位与构件需进行重新配制,在大多情况下机床地基整体或局部需要重新捣制,工程量较大,修复时间较长,所需费用较高,且一般小型的钢球厂自身尚不具这种修复能力。因此,介绍一种更加科学,成本较低的修复方法——光球机自助修复法。 该方法设计制造一自助镗刀架对头架托盘进行修复,修复机结构如图7所示,自助镗刀架结构如图8所示。自动镗刀架固定于光球机转动头架托盘上,横进刀碰块支架配装到操作者一侧的床身上,电动机的支架配装在光球机电动机及减速机的机架上。当自助镗刀架工作时,视载荷大小一般可不将光球机主电动机与减速机分离,但一定要确使主电动机处于断电状态。工作时通过调节调频器的频率,选择合适的自助镗刀架转速;通过调整自助镗刀架上的横进刀机构与碰块支架相关件之间的位置,选择镗刀合适的横向进给量;通过调整相关旋钮或直接调整镗刀的纵向位置,选择镗刀合适的吃刀深度,对固定头架托盘平面由外向内进行镗加工,当镗刀需要由内侧返回外侧时,则将镗刀架停稳在合适的操作位置,安上专用手柄,通过手工操作完成。反复多次镗削,达到修复固定头架托盘平面相对位置精度的目的。另外,在进行镗削时,要调整刀具的角度,使修整固定头架托盘平面时不伤到固定头架托盘定位凸台定位的有效部分。而固定头架托盘定位凸台的修复,则可借助镗刀找出凸台现时中心位置,采用一般的机械修理方法进行修复。 1—Y160M2-8电动机;2,4—皮带轮;3,6—皮带;5—减速机;7—32221轴承;8—51272轴承;9—转动头架托盘;10—自助镗刀架;11—固定头架托盘 1—托盘;2—下拖板;3—上拖板;4—螺母;5—丝杆;6—棘爪;7—棘轮;8—镗刀;9—刀排 采用此种自助修复方法对光球机头架托盘平面位置精度修复的效果主要取决于3个方面:(1)光球机主轴承51272,32221的精度状况,以及32221轴承的轴向游隙调整状况;(2)自助镗刀架拖板系统的精度;(3)自助镗加工的工艺控制。 对非框架结构类光球机头架托盘平面位置精度的变化进行的初步理论分析,可为机床结构的改进、有关参数的优化、钢球毛坯形状的改善、光球工艺的改进等方面提供参考。针对光球机头架托盘平面产生的位置精度变化而采取的自动镗刀架加工修复方法,可以为用户在这面的修复提供多元选择。2.2 附加力偶M2作用下光球机头架托盘平面产生的相对角位移


.3 合力P作用下光球机托盘平面产生的永久性相对角位移
2.4 合力P作用下光球机托盘平面产生的永久性相对水平位移

3 光球机头架托盘平面位置精度的修复
4 结束语
猜你喜欢
数学大王·低年级(2023年10期)2023-10-15 16:39:37
机械管理开发(2022年10期)2022-11-12 08:48:36
健康体检与管理(2022年2期)2022-04-15 01:33:37
机电信息(2021年17期)2021-07-01 05:14:00
少儿美术(快乐历史地理)(2018年8期)2018-12-03 08:21:02
课程教育研究·学法教法研究(2018年14期)2018-08-11 09:09:46
安徽水利水电职业技术学院学报(2018年1期)2018-05-31 00:53:57
光学仪器(2016年5期)2017-01-12 14:28:05
小猕猴智力画刊(2015年8期)2015-05-30 10:48:04
金属加工(热加工)(2014年23期)2014-11-25 11:42:24