
圆柱滚子轴承保持架兜孔垂直差测量仪
2010-07-25 08:06:22段长太康延辉陈广胜
轴承 2010年11期
段长太,康延辉,付 玲,陈广胜
(洛阳LYC轴承有限公司 铁路轴承公司,河南 洛阳 471039)
保持架作为滚动轴承的重要组成部分,对其精度要求也越来越高。然而保持架的检测手段相对落后,特别是对高精度、高速轴承用保持架兜孔的等分差、垂直差(或称倾斜度)、兜孔位置差等的检测。其中圆柱滚子轴承保持架兜孔垂直差的测量与其他柱形滚动体兜孔的保持架垂直差一样,目前在轴承行业尚没有统一、标准的仪器,各轴承厂家均在探索之中。
1 现状及问题
圆柱滚子轴承保持架兜孔的形状和位置精度的测量一直没有可靠有效的方法。一直以来,圆柱滚子轴承保持架兜孔的加工精度,基本上是靠工装定位和拉刀或钻头来保证尺寸及形位公差,兜孔垂直差也基本靠刀具来控制。在加工过程中,受拉刀磨损不均匀或工装定位精度低等一些因素的影响,造成保持架兜孔垂直差超差,难以保证加工精度的稳定。
但是由于目前测量方法及测量仪器的限制,此类产品无法得到精确检测,导致不合格品流入下工序,使轴承使用过程中,滚子在保持架兜孔内倾斜,使滚子素线和套圈内、外滚道素线不再在一个切面上,影响轴承的回转灵活性、装配精度及使用寿命。而且使用过程中,高速旋转的滚子由于受切向力会向挡边窜动,滚子轴向受力增大,工作部位摩擦力加大,严重时轴承温度升高,甚至会引起挡边、滚道和滚子过早地疲劳失效。
2 测量仪结构
经过分析试验及研究,设计了如图1所示的测量仪器。首先,加工出挡块1和挡块2,利用高度仪器M716为基体,用T形螺钉在仪器面板T形槽处依据不同型号保持架测量位置的需要固定2个挡块,这2个挡块的相对位置可依据T形槽调节;在挡块2的上面,用螺钉固定一个90°弯头支点(图2),此弯头支点要有一定的刚度,为了使弯头支点不易磨损,并防止划伤保持架,弯头支点的尖头部位装上一个测量表尖。工作过程中用T形螺栓将弯头支点紧压在挡块2上面,以保持稳定性。根据被检测保持架调整需要,此弯头支点距仪器面板的高度可用垫片调节,支点伸出挡块2的长度及左、右旋转也可以通过松动T形螺栓来调节;设计一个能安装测量表的仪器附件(图3),该仪器附件可根据测量需要随仪器立柱上下滑动,从而带动仪表上下滑动测量,调节到合适位置可上紧螺钉将其固定在立柱上。测量表上安装一个直角表尖方便测量调节;加工并鉴定一个高度标准块,以高度标准块作为测量标准件,保证高度块垂直差满足测量时所需要的基准要求。
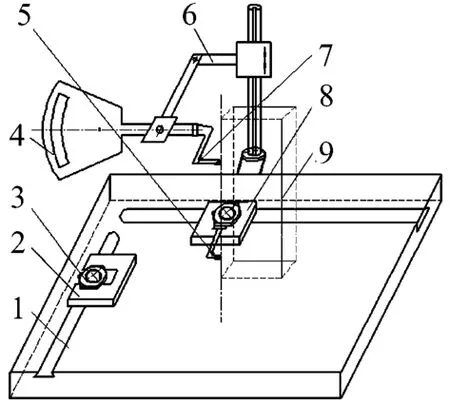
图1 测量仪示意图

图2 弯头支点部件示意图

图3 仪器附件示意图
3 测量方法
如图4所示,将保持架放在表台上,使保持架底面的外径紧贴挡块1和挡块2,向左旋转保持架,使弯头支点顶住兜孔梁下端面,此时,保持架不能继续左旋,在该位置固定弯头支点以达到定位作用。然后通过标准高度块对表,把直角表尖和弯头支点调节在一条直线上,通过直角表尖的上下滑动调节便可测量单位距离内保持架兜孔梁的垂直差。

图4 测量原理示意图
4 结束语
该仪器调节灵活,成本较低,提高了圆柱滚子轴承保持架兜孔垂直差的测量效率和稳定性,并可根据测量结果调节加工工艺,达到控制保持架产品质量的目的,由此进一步提高轴承产品的总体质量。
猜你喜欢
环球市场(2021年33期)2021-12-17 17:55:34
哈尔滨轴承(2021年1期)2021-07-21 05:43:10
哈尔滨轴承(2021年4期)2021-03-08 01:00:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:50
装备制造技术(2020年11期)2021-01-26 00:39:04
哈尔滨轴承(2020年3期)2021-01-26 00:34:54
四川建筑(2020年1期)2020-07-21 07:26:06
轴承(2018年10期)2018-07-25 07:22:22
四川水泥(2017年9期)2017-11-03 06:33:35
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46
