不同焊后热处理方式对P92钢近表面组织性能的影响
2010-06-07 05:25田旭海齐向前
电力建设 2010年7期
田旭海,齐向前
(天津诚信达金属检测技术有限公司,天津市,300384)
0 引言
P92钢具有比P91钢更高的抗蠕变性能,可以减轻锅炉和管道部件的重量,其抗热疲劳性能优于奥氏体不锈钢,已广泛应用于超超临界机组的主蒸汽、热段、低压和高压旁路等管件[1-2]。P92钢焊后淬硬倾向较大,为避免产生裂纹、获得良好的焊缝性能,必须对其进行焊后热处理。试验表明,当热处理温度低于740℃时,其冲击性能已不能满足标准要求,这就要求尽量提高热处理温度,降低焊缝内外壁温差[3-10]。本文比较了电阻加热与感应加热这2种热处理方式对P92钢近表面组织性能的影响。
1 试验方法
选取规格为φ538×94.5 mm的P92管道,严格按照P92焊接工艺进行焊接,焊后分别采用感应加热及电阻加热焊后热处理工艺进行焊后热处理。感应加热设备采用美国Proheat-35,电阻加热设备选用XDJW-D-360KW热处理控制柜,热处理恒温时间均为8 h,外壁温度均控制为760~770℃,控制内外壁温差小于20℃。对于感应加热,经计算可知趋肤效应深度为6 mm。对热处理后的距表层6 mm以内的母材进行显微组硬度、拉伸试验,并用金相显微镜、透射电镜对其微观组织进行观察分析。
2 试验结果与分析
2.1 力学性能
经热处理后,距P92钢管表面不同深度处的硬度值如表1所示。由表1可知:(1)经电阻加热和感应加热处理后,母材表层的硬度均低于母材中部的硬度,这是由于这2种加热方式都是靠热传导向内壁传递热量,表层温度较高,硬度较低;(2)在外壁温度相同的情况下,采用电阻加热的母材近表面硬度平均值低于采用感应加热的母材近表面硬度平均值;(3)对于感应加热方式,趋肤层深度以内母材的硬度值低于母材中部的硬度,由于趋附效应的影响,趋肤层内硬度偏低,但硬度值相差不大。
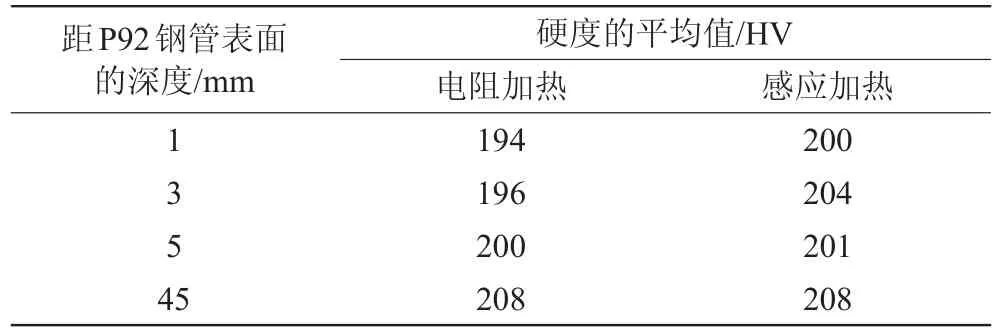
表1 距P92钢管表面不同深度处的硬度平均值Tab.1 Mean hardness of the P92 steel pipe at different depth
表2给出了这2种加热方式下P92母材近表面及中部的拉伸及冲击性能值。由表2可知:(1)无论采用感应加热方式还是电阻加热方式,母材表层的拉伸性能均低于母材中部;(2)采用感应加热的钢管表层和中部的力学性能均高于电阻加热对应位置的力学性能值。对于P92钢,其室温抗拉强度最低为620 MPa,屈服强度440 MPa[11],采用感应加热和电阻加热处理后母材的力学性能均能满足标准的要求。
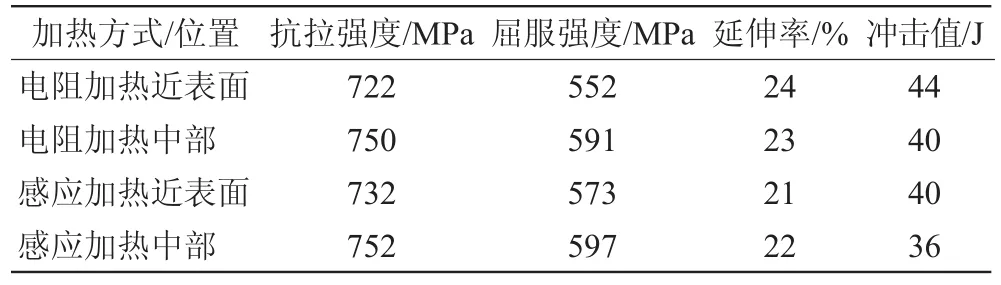
表2 不同加热方式下P92钢管的力学性能Tab.2 Mechanical properties of the P92 steel pipe under different heating modes
2.2 微观组织观察
图1给出了热处理后P92钢管不同部位的金相显微组织,图像的放大倍数为200。由图1可知:采用电阻加热和感应加热后,P92钢管不同部位的母材组织均表现为板条马氏体组织。
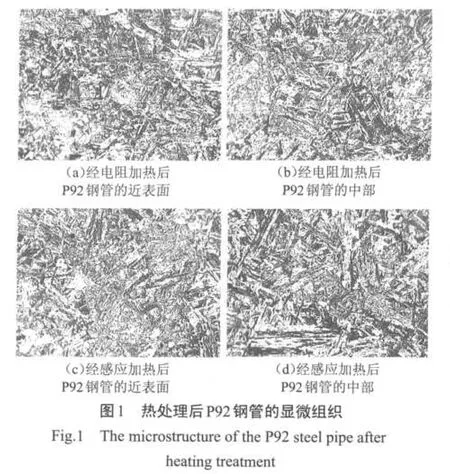
P92钢供货态为正火+回火处理,正火冷却时,奥氏体转变为马氏体,高温回火时,马氏体发生高温回复,沉淀和析出碳化物,碳化物多沿着亚晶的晶界分布,同时马氏体板条内的位错密度降低,位错由缠结状形成位错网,马氏体板条整体形态存在,但板条内碎花成多个由位错胞转化成的亚晶块,
分别取电阻加热与感应加热处理后母材表层及中部试样,在透射电镜下观察其微观结构,如图2、3所示。图4给出了壁厚方向母材中部的透射电镜形貌。
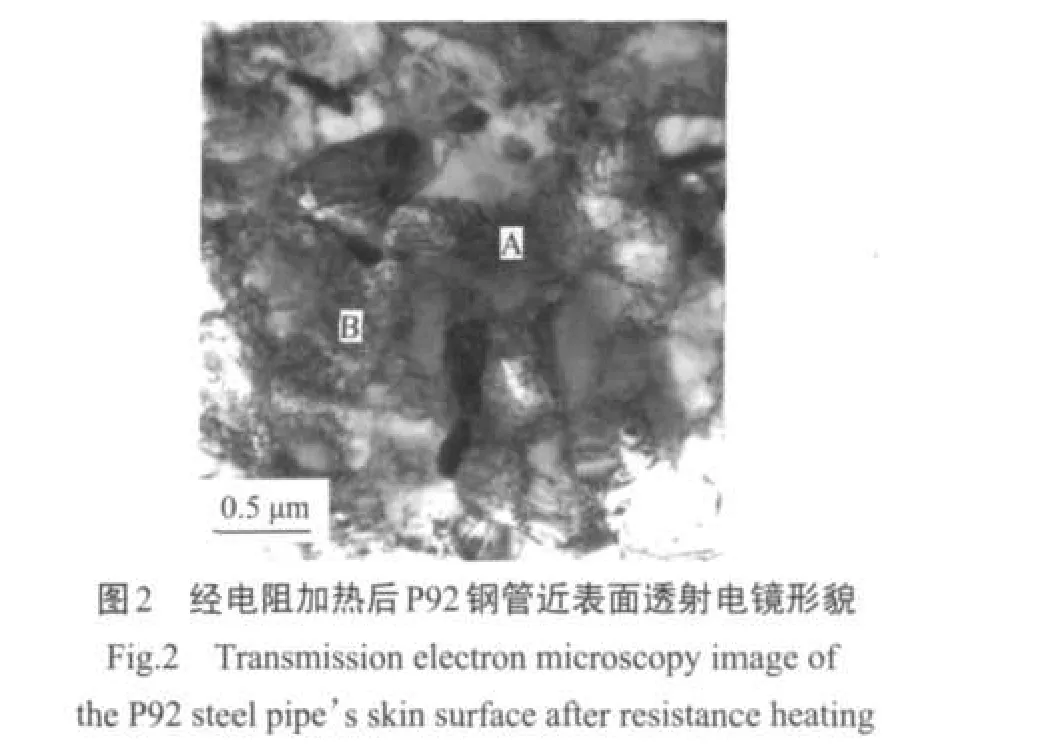
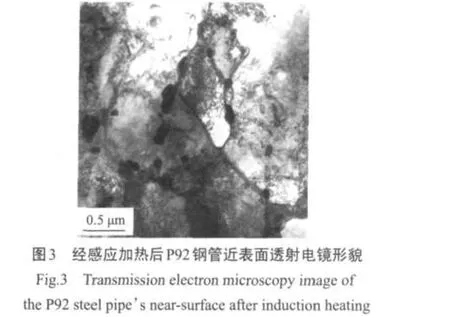
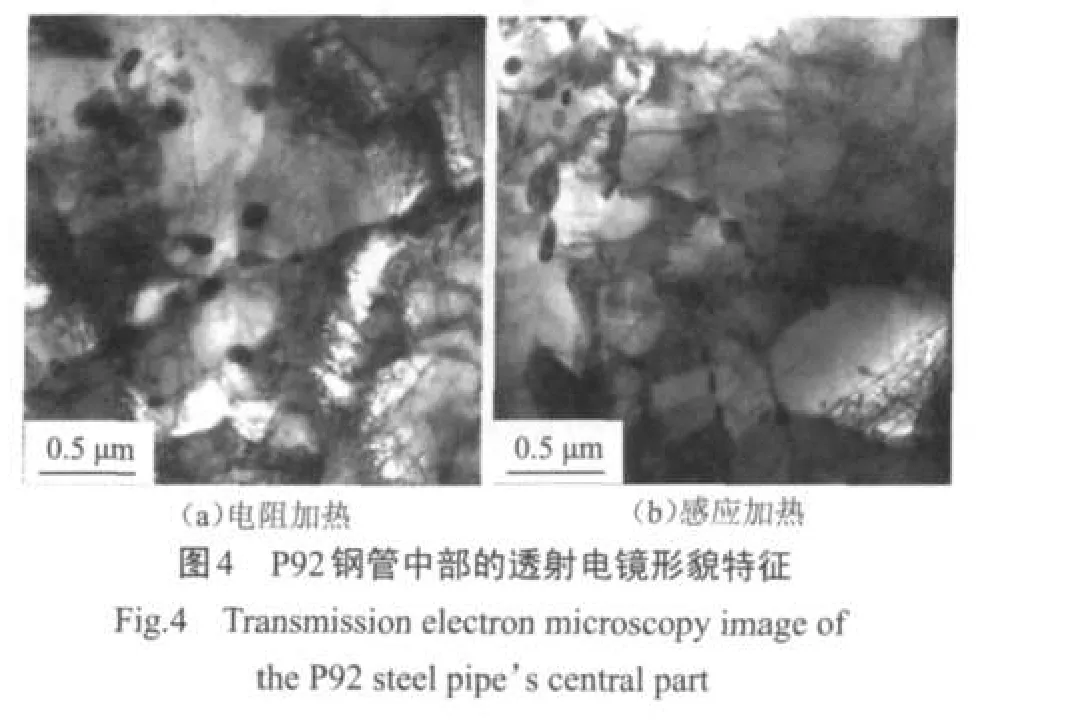
由图2~4可知:经电阻加热和感应加热处理后,母材近表面的碳化物的体积均明显大于母材中部。这是由于热处理过程中温度由外向内传导,母材近表层温度始终高于母材中部,在长时间高温作用下碳化物体积变大,使近表面材料力学性能降低。对比图2、3可以看出,经电阻加热和感应加热处理后,母材近表面碳化物的体积无明显区别,其近表面钢管的抗拉强度分别为722 MPa和732 MPa,说明感应加热所产生的趋肤效应对钢管近表面的组织性能不会产生明显影响。
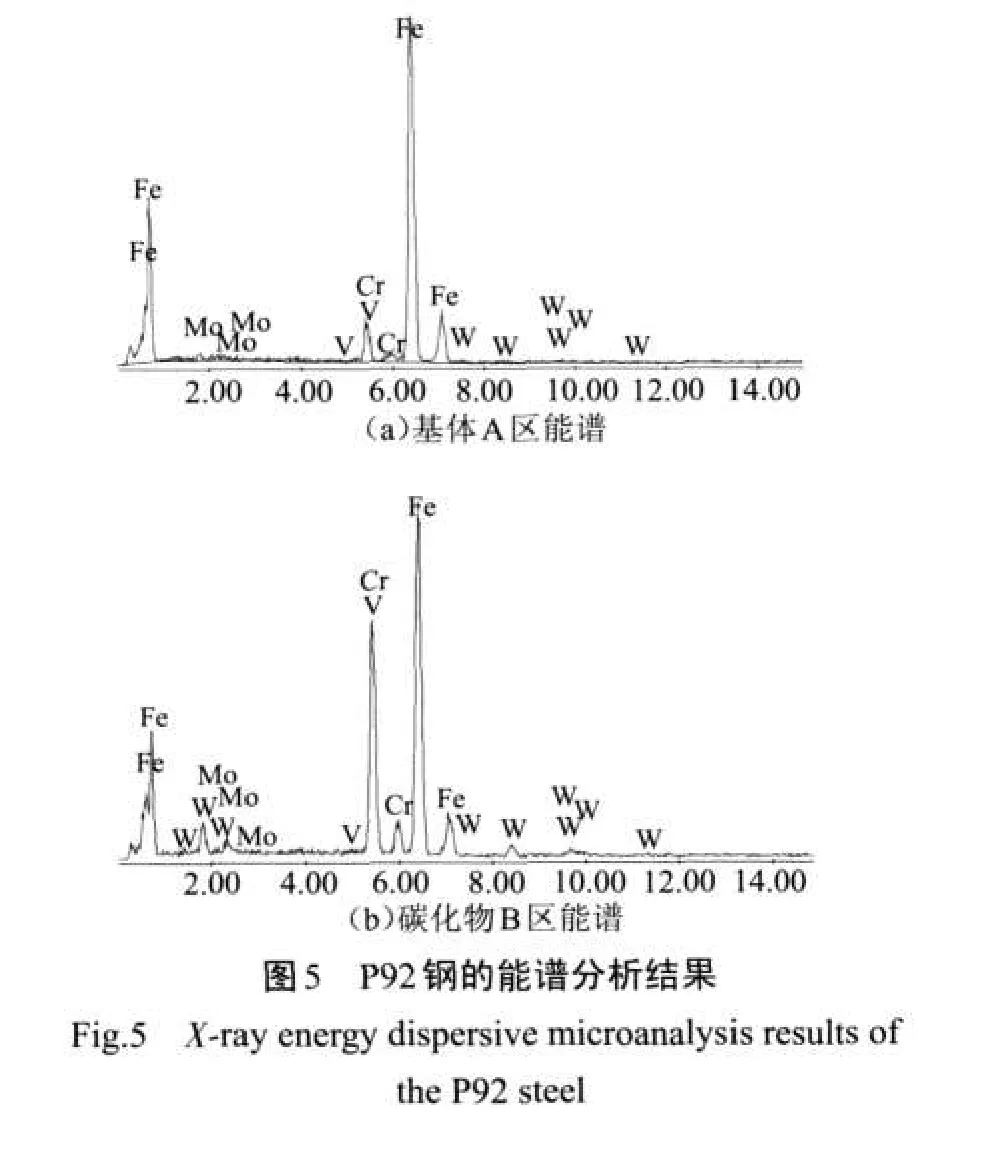
基体A及碳化物B(见图2)的能谱分析结果如图5所示,相应元素的含量见表3。由图5可知:该类碳化物为M23C6型;相对于基体,碳化物中的Cr、W含量均明显偏高。在相同的正火温度下,当回火温度从715℃增加到775℃时,M23C6碳化物粒子的平均直径从72 nm增加到89 nm,说明随回火温度的升高,M23C6碳化物粒子将长大。由于碳化物粒子中含有较多的Cr和W元素,碳化物长大会使基体中这2种元素含量降低,对基体的固溶强化作用减弱,M23C6还有阻碍位错运动的作用,随着粒子尺寸变大,钉扎位错能力下降,另外回火温度越高,亚晶长大越严重,亚晶内位错密度下降,这些都会使材料拉伸强度降低[12]。
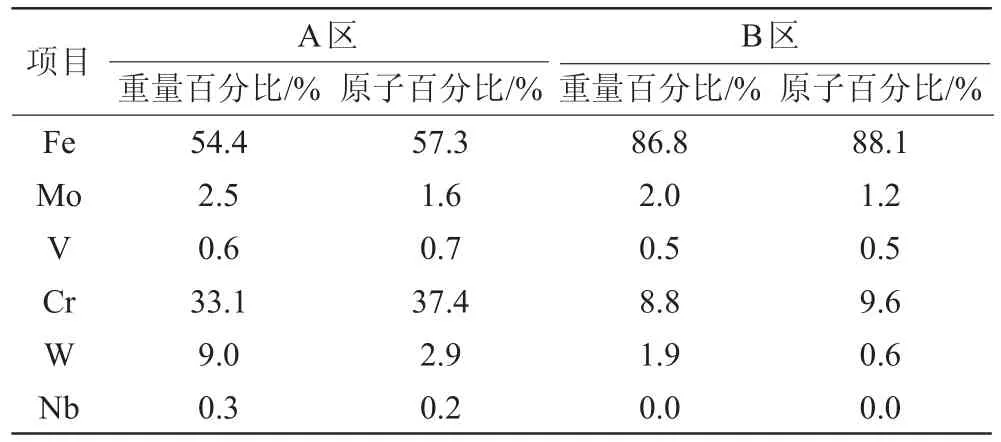
表3 基体A区与碳化物B区各元素含量Tab.3 Contents of various elements in base metal A and carbide B
3 结论
(1)采用电阻加热和感应加热方式对P92钢进行焊后热处理,其近表面钢管力学性能均低于中部钢管,感应加热的趋肤效应对P92钢近表面组织性能无明显影响。
(2)采用电阻加热和感应加热方式对P92钢进行焊后热处理,母材均表现为回火板条马氏体组织,近表面钢管碳化物区别不明显,但母材近表面碳化物的体积均明显大于母材中部,由于碳化物有较高的Cr和W,使基体内相应元素固溶度降低,导致近表层母材金属抗拉强度降低。
(3)在满足热处理后焊缝性能要求的前提下,应尽可能降低热处理温度,避免对母材寿命产生不利影响。
[1]瓦卢瑞克·曼内斯曼钢管公司.T92/P92钢手册[C]//超(超)临界锅炉用钢及焊接技术论文集,2005:285-232.
[2]齐向前,田旭海.焊后热处理对T91钢组织及性能的影响热[J].加工工艺,2007(11):21-24.
[3]董艳柱,张 平,齐向前.衍射时差法超声检测技术在超超临界机组安装中的应用[J].电力建设,2010,31(3):66-69.
[4]姜土林,赵长汉.感应加热原理与应用[M].天津:天津科技翻译出版公司,1993.
[5]郭国均,张学锋,庞云泉,等.P92超厚壁管焊缝热处理工艺研究[J].电力建设,2009,30(2):96-97.
[6]彭志方,彭芳芳,陈方玉.超(超)临界锅炉钢的相稳定性与相定量及持久寿命预测方法的研究[J].电力建设,2009,30(12):1-5.
[7]王 亮,刘宗德,陈 鹏,等.T92钢时效硬度变化实验研究及蠕变寿命预测[J].电力建设,2008,29(5):61-64.
[8]包镇回,沈 刚.华能玉环电厂工程P92、P122钢现场焊接及热处理工艺[J].电力建设,2007,28(4):70-72.
[9]包镇回,沈 刚.P92、P122钢现场焊接及热处理工艺的实施[J].电力建设,2007,28(9):80-82.
[10]乔亚霞,郭 军.电站锅炉用马氏体耐热钢P92钢的焊接[J].电力建设,2007,28(6):87-90.
[11]ASME锅炉及压力容器委员会材料分委员会.ASME锅炉及压力容器规范和ASME压力容器规范:铁基材料[M].北京:中国石化出版社,2008.
[12]Ennis P J,Zielinska-Lipliec A,Wachter O,et al.Microstructural stability and creep rupture strength of the martensitic steel P92 for advanced power plant[J]. Acta Materialia,1997,45(12):4901-4906.
猜你喜欢
上海金属(2022年6期)2022-11-25
热处理技术与装备(2022年5期)2022-10-26
山东冶金(2022年1期)2022-04-19
装备制造技术(2020年1期)2020-12-25
热处理技术与装备(2019年4期)2019-09-13
模具制造(2019年3期)2019-06-06
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年7期)2016-02-27