某企业的6 Sigma管理和精益生产的对比分析
2010-04-23 10:02蔡兵科上海交通大学上海200240
物流科技 2010年4期
蔡兵科(上海交通大学,上海 200240)
随着全球经济的一体化,各企业面临着提高效率、改善品质和增强盈利能力的巨大挑战。自20世纪80~90年代以来,在这种渴求变革的全球经济环境下产生了多种先进的管理思想,其中6 Sigma和精益生产是两种影响最为广泛的管理思想。实践证明,这两种管理方法都能够为企业带来巨大的变化,使企业在激烈的国际竞争中立于不败之地。20世纪80年代早期,Motorola决定认真解决产品质量和管理上的问题,于1987年建立了“6 Sigma”的概念。自实施6 Sigma以来,Motorola已节省了超过110亿美元的制造成本,超过数百倍的品质改善,综合收益年平均增长率为17%。随后6 Sigma在全球各大公司中得到广泛应用。GE(通用电气)在杰克·韦尔奇的领导下,于1995年导入6 Sigma管理,真正把6 Sigma从质量管理思想转变成管理哲学和实践方法,形成一种变革的企业文化。美国著名的精益生产专家詹姆斯·沃麦克在研究丰田生产模式后证实:精益生产能使整个制造系统的劳动生产率翻一番,同时减少生产时间的90%,减少整个系统库存量的90%,新产品开发时间缩短一半。
1 6 Sigma管理理念
1.1 6 Sigma的概念
δ是一个希腊字母,在统计学中代表“标准差”。6 Sigma是在20世纪90年代中期开始从一种全面质量管理方法演变成为一个高度有效的企业流程设计、改善和优化技术,并提供了一系列适用于设计、生产和服务的统计学工具。6 Sigma管理的核心是减少变异。任何一项企业活动都是由一个或多个流程构成,任何一个流程都存在变异,6 Sigma管理的目的就是减少变异,以最低的成本为客户提供最快和最好的产品或服务。
1.2 6 Sigma管理的主要工具
(1)流程图。用来定义和理解整个流程,帮助确定关键流程步骤和找出发生问题的阶段或瓶颈。
(2)鱼骨图。通过脑力风暴法列出可能的原因,再通过其它方法确定根本原因。
(3)直方图(连续型数据)和柏拉图(离散型数据)。用来显示数据的分布。
(4)测量系统分析(GR&R)。通过对测量系统的重复性和复制性的分析,以确定测量误差的构成,从而减少测量系统造成的误差。
(5)失效模式分析(FMEA)。对各种可能的风险进行评价、分析,以便在现有技术的基础上消除这些风险或将这些风险减小到可接受的水平。
(6)假设检验。利用统计学中假设检验的方法来协助确定问题发生的根本原因和改善措施的有效性。
(7)实验设计(DOE)。通过实验,找出自变量和因变量之间的关系,确定最佳的变量设置,以达到流程优化和改善的目的。
(8)SPC控制图。系统地跟踪和监控某流程的关键输出或输入数据,为管理和技术人员提供直观的数据变化图表,便于控制与改善。
2 精益生产思想
2.1 精益生产的产生与发展
二战后,日本经济百废待兴,日本政府把汽车工业作为重点发展的战略性产业。丰田公司派人前往美国福特公司学习,结果却发现不可能照搬“福特生产模式”。丰田公司的丰田英二和大野耐一等人进行了一系列的探索和实践,提出了一系列改进生产体系的方法。这些方法经过30多年的实践,形成了完整的“丰田生产方式”,帮助日本工业超过了汽车强国美国,产量占到世界总量的30%以上。美国麻省理工学院的一批学者(主要成员为詹姆斯·P·沃麦克、丹尼尔·T·琼斯、丹尼尔·鲁斯)从1979年开始,对比研究了世界各大汽车企业,力图破解日本汽车业快速增长的秘密。詹姆斯等人总结了丰田生产方式的特点,跳出丰田公司、跳出汽车行业,提炼成了普遍适用的管理技术,并命名为“精益生产(Lean Production)”,并通过《改变世界的机器》一书向全世界推广介绍。精益生产就是及时制造,消灭故障,消除一切浪费,追求零缺陷、零库存。詹姆斯等人在做了大量的调查和对比后,认为日本丰田汽车公司的生产方式是最适用于现代制造企业的一种生产组织管理方式,称之为精益生产,以针对美国大量生产方式过于臃肿的弊病。精益生产综合了大量生产与单件生产方式的优点,力求在大量生产中实现多品种和高质量产品的低成本生产。
2.2 精益生产的主要工具
(1)5S活动是基础。5S的目的是创建一流的生产环境。5S是指整理、整顿、清扫、清洁和素养。
(2)拉动式准时化生产。以最终用户的需求为生产起点,强调物流平衡,追求零库存,要求上一道工序加工完的零件立即可以进入下一道工序。依靠一种称为看板的形式在各流程步骤间传递需求信息来组织生产。
(3)单元生产方式。单元生产是当代最新、最有效的生产线设置方式之一。在日本及欧美企业中得到了广泛应用。
(4)快速切换。是指如何在最短的时间内完成大型模具的切换或生产线的切换,节约时间。
(5)全面质量管理。强调质量是生产出来而非检验出来的,生产过程中对质量的检验与控制在每一道工序都进行。
(6)并行工程。在产品的设计开发期间,将概念设计、结构设计、工艺设计、最终需求等结合起来,保证以最快的速度按要求的质量完成。
(7)生产均衡化。通过生产排程和流程改善使生产任务及生产岗位均衡化。
(8)全面生产保养(TPM)。
3 对比分析
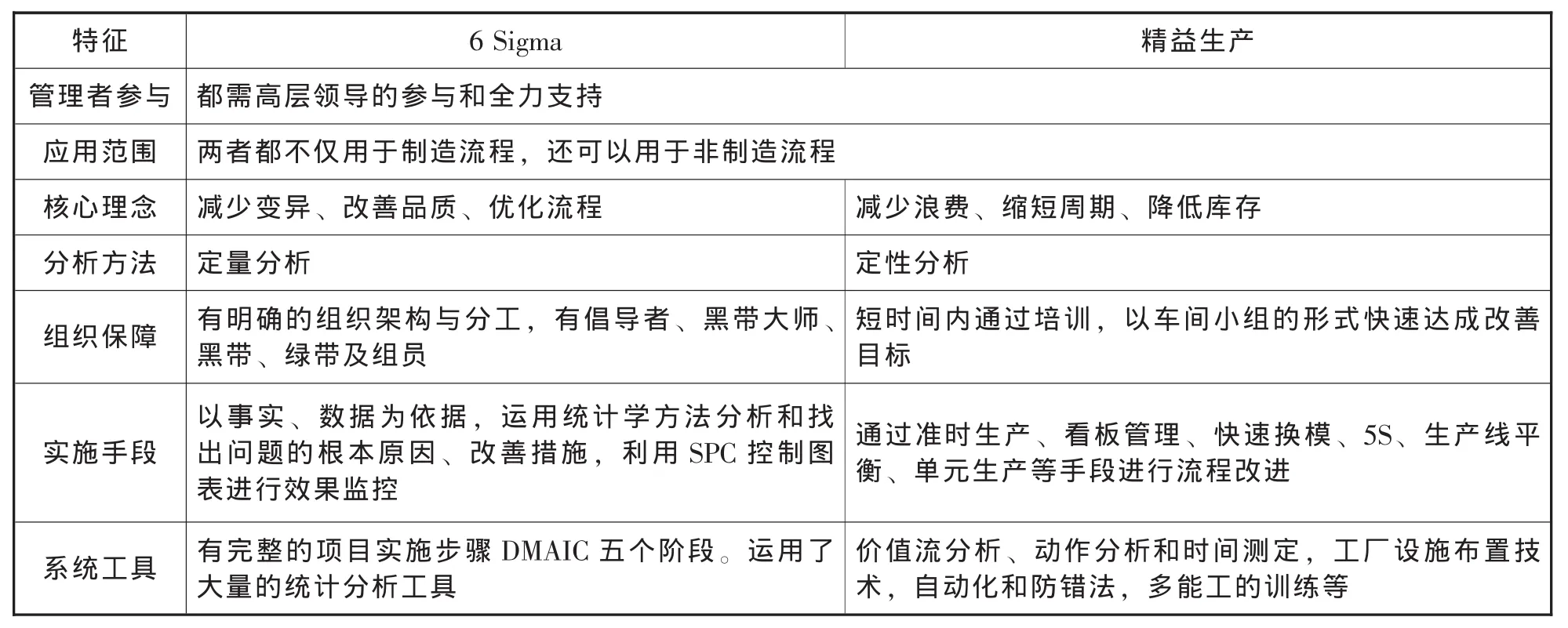
精益生产管理者参与 都需高层领导的参与和全力支持应用范围 两者都不仅用于制造流程,还可以用于非制造流程核心理念 减少变异、改善品质、优化流程 减少浪费、缩短周期、降低库存分析方法 定量分析 定性分析组织保障 有明确的组织架构与分工,有倡导者、黑带大师、黑带、绿带及组员特征 6 Sigma短时间内通过培训,以车间小组的形式快速达成改善目标实施手段以事实、数据为依据,运用统计学方法分析和找出问题的根本原因、改善措施,利用SPC控制图表进行效果监控通过准时生产、看板管理、快速换模、5S、生产线平衡、单元生产等手段进行流程改进系统工具 有完整的项目实施步骤DMAIC五个阶段。运用了大量的统计分析工具价值流分析、动作分析和时间测定,工厂设施布置技术,自动化和防错法,多能工的训练等
4 结束语
6 Sigma的指导思想是减少流程中的变异,从而使顾客满意、企业利润最大化;精益方法追求的是将生产活动中的所有浪费减到最小,降低成本。二者既有区别,又有很多相通之处,所以通过精益生产和6 Sigma的强强联手(精益6 Sigma),可以更加全面快速地解决问题,提升企业竞争力,产生1+1>2的效果。
[1]孙亚彬.精益生产实战手册[M].深圳:海天出版社,2006.
[2]亓四华.六西格玛管理概论[M].合肥:中国科学技术大学出版社,2008.
[3]J.Kiemele,Stephen R.Schmidt,Ronald J.Berdine.Basic Statistics,Tools for Continuous Improvement[M].Colorado Springs:Air Academy Press,2000.
猜你喜欢
今日农业(2021年10期)2021-07-28
化工管理(2021年7期)2021-05-13
小学科学(学生版)(2020年10期)2020-10-28
中国化肥信息(2020年7期)2020-03-19
劳动保护(2018年5期)2018-06-05
中国军转民(2017年6期)2018-01-31
制造技术与机床(2017年5期)2018-01-19
中国商论(2016年34期)2017-01-15
国际医学放射学杂志(2016年4期)2016-08-22
办公自动化(2016年18期)2016-08-20