
飞锤四轴钻加工装置的设计与应用
2010-03-28 03:56丁国全储晓猛杨建新
装备制造技术 2010年9期
丁国全,储晓猛,杨建新
(1.海安职业教育中心校,江苏 海安 226600;2.江苏大学基础工程训练基地,江苏 镇江 212013)
柴油机R型燃油喷射泵的尾气排放,能达到欧洲Ⅱ标准,具有操纵力小、功率大、节省燃料、保证柴油机最佳扭矩特性和最低排放等优点。R901部件是其重要的组成部分(如图1所示),为日本引进产品的国产化生产项目。R901部件中的飞锤零件(如图2所示)是柴油机中重要的转子部件,其加工精度的好坏,影响着柴油机尾气的排放标准及其总体品质水平。飞锤零件2-Φ8mm孔及2-Φ6mm孔尺寸精度及位置精度要求较高,如果保证不了,将会给整机的装配带来不良后果。
图1 R901调速器部件图

图2 飞锤零件孔加工工序简图
两只飞锤零件组成一套,每月需生产4500套。因此,孔加工所采用的机床,就成为一个较为重要的问题。该道工序采用钻、扩、铰的加工方案。就钻削加工而言,采用数控机床加工,虽然效率有了明显提升,工作效率可提高到85%,但投资比较大;采用普通钻床加工,其为单轴机床,生产效率太低,平均的切削时间很少超过全部工作时间的30%。针对以上机床加工的劣势,我们设计制作了一简易四轴钻加工钻装置。下面以钻削加工为例,介绍该装置的结构及原理。
1 装置结构
该四轴钻加工装置主要由动力部件、钻模板部件、装夹部件及导向部件组成。四轴钻加工装置结构见图3。
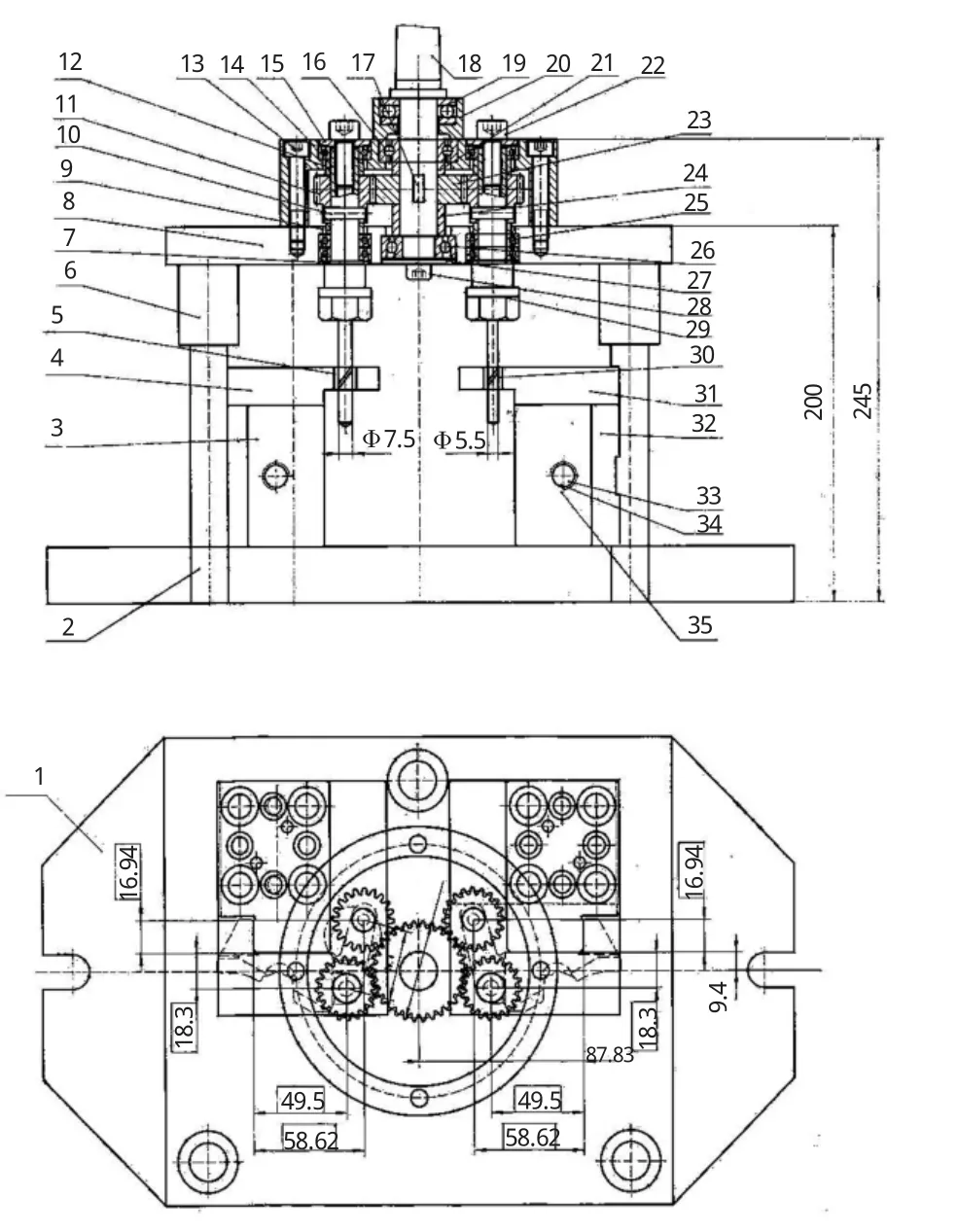
图3 四轴钻加工装置结构图
2 工作原理及过程
四轴钻加工装置的原理,是通过齿轮的啮合来增加钻削加工轴的轴数,以满足同时加工4个孔的要求。通过二级齿轮啮合,输入轴和输出轴的转向没有发生变化,由于齿轮分支传动,变成了多根输出轴。四轴钻加工装置主要由以下部分组成:
2.1 动力部件
动力部件是实现切削加工主运动的关键部件,其主要由输入轴18、大齿轮23、输出轴组件29、小齿轮11等零部件组成。大齿轮23通过平键17安装在输入轴18上;小齿轮11通过圆锥销10固定在输出轴组件29上;输入轴及输出轴均安装在齿轮箱体14中,其中输入轴与钻床主轴孔相连,钻床主电机带动输入轴旋转,经大、小齿轮传动,可带动4个输出轴同时旋转,实现4个孔同时切削加工的主运动。
2.2 钻模板部件
钻模板部件分为左右两个部件,左侧部件由左钻模板4、Φ7.5mm钻模套5、Φ5.5mm钻模套30等元件组成,并固定在左安装座3上,右侧钻模板部件与左侧相同。钻头在切削加工过程中,首先通过钻模套5(30),以预防及纠正钻头的引偏现象,保证了被加工孔的位置精度。
2.3 装夹部件
装夹部件是用来安装零件的部件,也分为左右两个部件,以实现一对飞锤同时加工。左侧部件主要由左安装座3、压板32、双头螺栓33、螺母34及底板1组成。安装座3是预先设计好的装夹定位元件,采用一大平面(A面)一小平面(B面)对零件进行定位(见图2),共限制了5个自由度;选用螺旋压紧机构,采用压板32、双头螺栓33及螺钉34对零件进行夹紧。右侧装夹部件与左侧相同。
2.4 导向部件
底板1安装在机床工作台面上,用3根导柱2与齿轮箱体14和底板1上开设的孔作间隙配合,实现定位。在加工过程中,输入轴18在旋转时仅带动4个输出轴组件29旋转,而限制了动力部件的旋转。
3 使用注意事项
(1)在确定切削用量时,需要考虑到速比问题(大、小齿轮的齿数不相等),以保证能合理选择切削用量。
(2)由于生产数量较大,钻套容易磨损,选用可换式钻套。钻套本身应具有足够高的硬度和精度,以提高其使用寿命和零件的加工精度。
(3)钻头要定期修磨,切削刃要对称。由于飞锤零件Φ7.5mm孔和Φ5.5mm孔不处于同一平面,为避免切削时产生切削力不均,输出轴组件上的Φ7.5mm和Φ5.5mm钻头需要适当调整,以保证切削加工同时进行,提高系统刚性及稳定性。
(4)为提高零件的加工精度,导向部件在调整安装时,导柱、底板及齿轮箱体均应处于自由状态,以免产生错位现象。
4 结束语
经过使用,该四轴钻加工装置加工飞锤零件,能够满足设计要求,做到了一次装夹,一次切削加工成形,获得了较高形状和位置精度。该装置结构简单,方便实用,有效地减少了辅助时间,提高了生产效率,同时也使零件质量有所保证,使零件具有互换性,易于装配,减轻了操作者的劳动强度,相信在日后的加工生产中,不断地加以改进,定能取得更大的效果。
[1]侯志坚,王晓琴.一种专用多轴钻床的设计与制造[J].机床与液压,2006,(2):93-94.
[2]侯红叶,贺旭光,刘建强.磁选机铝端盖连接孔钻模的设计与加工[J].矿冶,2008,17(2):104-106.
[3]陈榕林,张 磊.巧改机床[M].北京:中国农业机械出版社,1985.
猜你喜欢
装备制造技术(2020年4期)2020-12-25
汽车维修与保养(2020年11期)2020-06-09
少儿科学周刊·少年版(2020年9期)2020-03-04
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
装备制造技术(2016年7期)2016-09-26
知识就是力量(2014年1期)2014-02-21
船海工程(2012年5期)2012-01-22
