浅谈粘土湿型砂性能指标及科学管理
2010-03-16 01:19:16谭博文
装备制造技术 2010年11期
谭博文
(柳州五菱柳机动力有限公司,广西 柳州 545005)
粘土湿型砂造型,作为一种传统的造型方法,在铸造中占着举足轻重的作用。对湿型砂性能的有效控制及对其性能指标的科学管理,是对铸件品质的有力保障。然而,粘土湿型砂的性能指标繁多,性能控制是一个系统的工作,如何清晰、直观地反映性能指标,是控制粘土湿型砂稳定的重要因素。本文将通过实例来加以阐述。
1 生产情况
本车间为生产微车发动机缸体的铸造车间,铸铁牌号HT250,年产量为35万件,车间砂处理工部配置迪砂高速转子混砂机一台,双盘冷却器一台,SC在线检测仪,BMD气冲造型。为保证型砂性能的稳定,对型砂的各项性能指标定期进行检测,其工艺要求及检测频率如表1所示。
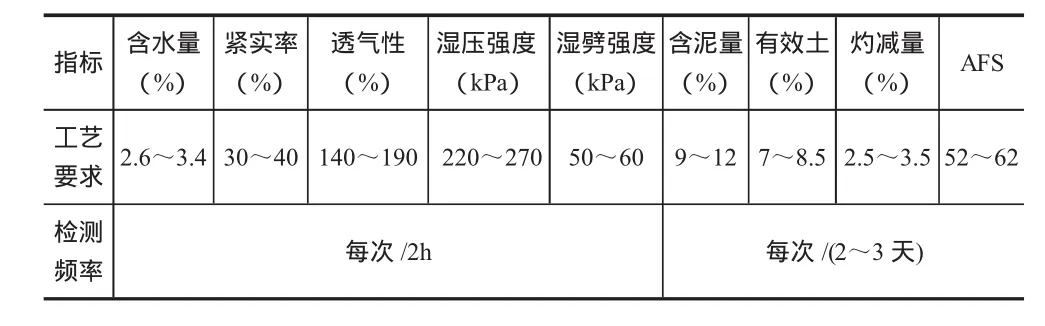
表1 型砂工艺要求及检测频率表
由于型砂性能指标数据繁多,给控制型砂性能带来诸多不便,因此车间采取的办法,是将每天检测的数据(大概20组)求取平均值,绘制出各项指标的趋势图,这样就可以清晰地了解各项指标的变化情况,对型砂的性能有一个更直观的认识,对我们作出正确的控制措施,提供了更好指导思路。下面通过2010年9月的数据,来进一步说明(各项指标均是2010年9月的统计数据)。
2 紧实率和含水量
从图1、图2可以看出,含水量和紧实率的变化趋势是一样的,这和理论上是契合的,一般来讲,紧实率=(10~12)×含水量,紧实率反映了型砂最适宜水分含量,含水量并不能彻底地反映型砂的水分,因为在检测结果是在105℃下烘烤失重的方法得到的,并不能反映出型砂中的晶格水,所以只有紧实率,能真实反映型砂的水分。另外,还要指出一点,图中的水分和紧实率,均处于工艺范围的下限,这是由于我车间生产的铸件为发动机缸体铸件,型砂里面混入了大量的芯砂,冲淡了灰份,至使含泥量处于下限,相应的型砂水分也就偏低了。

图1 紧实率
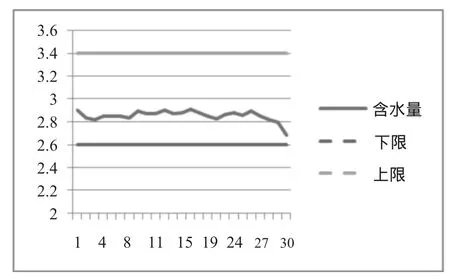
图2 含水量
3 含泥量、有效土和灼减量
含泥量的专业定义,是直径小于20μm的成分,均称之为泥分(如图3),含泥量包括:
(1)有效组分——有效膨润土、有效煤粉(本车间是通过灼减量来测量有效煤粉含量的,也有厂家通过测定发气量来反映);
(2)无效组分——经浇注烧损的死膨润土和死煤粉,膨润土、煤粉、新砂里的灰分,以及细小的砂粒。
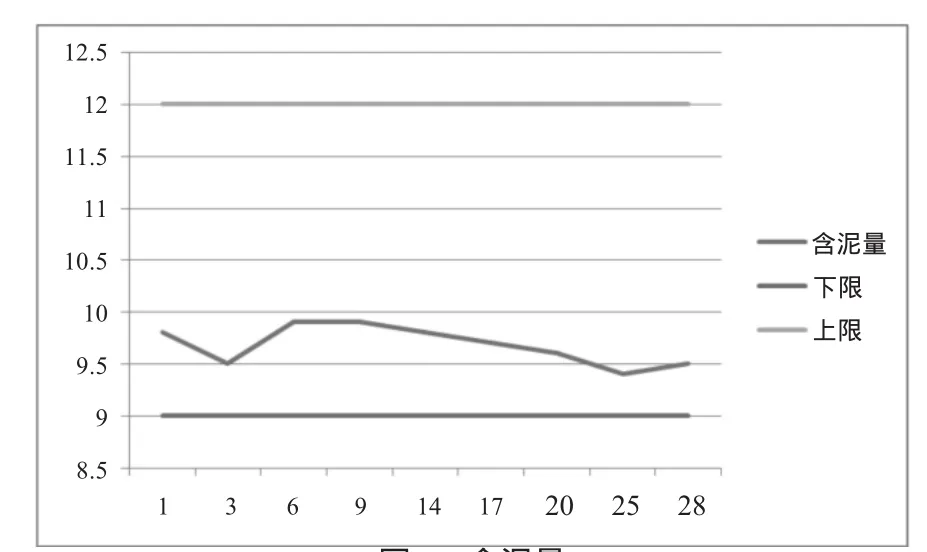
图3 含泥量
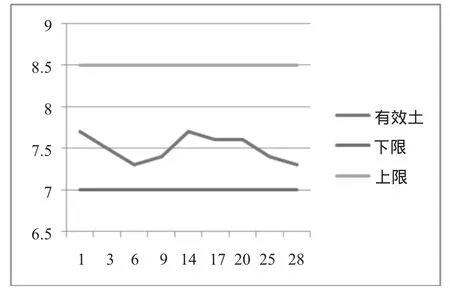
图4 有效土
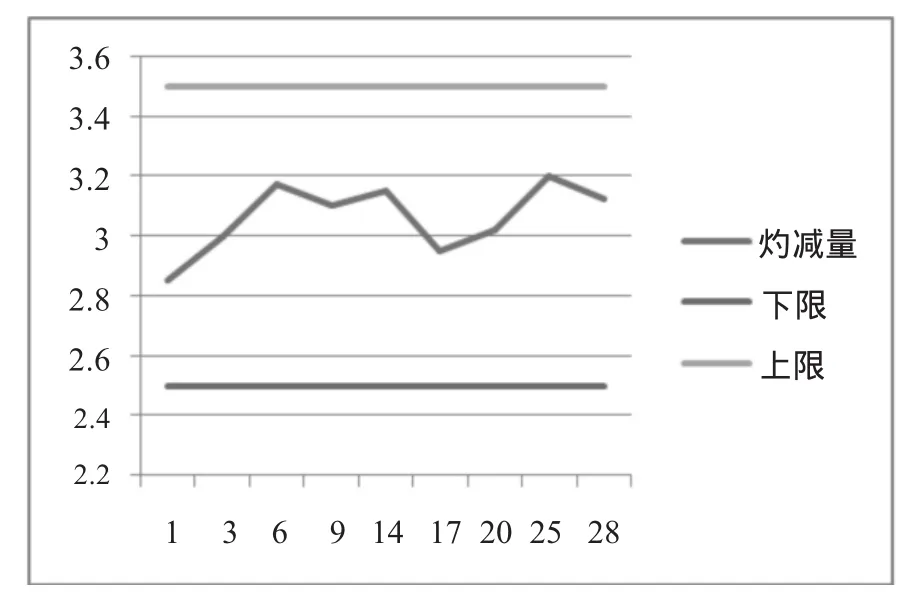
图5 灼减量
也就是说,泥分里面既含有用于起粘结作用的膨润土和用于防粘砂的煤粉,也含有不起作用的无效成分。在生产中,这部分无效成分是必不可少的,其可降低型砂对水的敏感性,否则加入很少量的水,都将引起强度的剧烈变化;但无效成分也不可过多,过多将导致透气性下降,型砂变脆,起模性能下降,致使铸件气孔缺陷增多。生产中最有效的办法,就是作好抽风除尘的措施,同时加强对原材料品质的控制,选用优质的膨润土、煤粉,以及含泥量低的原砂。
膨润土和煤粉的补加量,与浇注温度、铸件结构复杂程度、膨润土煤粉的品质、砂铁比息息相关[1~2],车间生产的铸件为微车发动机铸件,净质量相对较小,并且砂箱较大,砂铁比为7:1,经测量,膨润土烧损为0.5%,煤粉烧损为0.13%,补加量相当之少,这与我们的砂铁比大、选用优质的膨润土和煤粉有很大的关系。烧损少,就意味着型砂里面的无效灰分少,这对型砂性能和铸件品质将起到很好的帮助,所以选用优质的原材料将至关重要。
4 透气性
透气性的高低,主要取决于砂粒直径大小和含泥量的高低,其反映的是砂型的透气性能,如其值偏低,砂型的透气性将明显降低,但是透气性并不是越大越好,要兼顾铸件是否产生机械粘砂,在保证不产生机械粘砂的前提下,透气性越高越好。
图6所示为2010年9月型砂透气性的趋势图,图中反映型砂透气性整体低于150,而根据我们以前的经验,透气性都保持在150以上,从铸件废品率也能反映出一定的问题,气孔缺陷率有上升的苗头,所以我们决定先采取加大抽风除尘的措施,但砂型透气率依然上不来,所以我们怀疑是型砂的粒度变小了。由于我们的砂芯均是采用覆膜砂热芯盒制芯,覆膜砂均是外购,加之我们的生产的发动机铸件使用很多的覆膜砂砂芯,而且数量相当多,砂芯的粒度对型砂的粒度组成将产生很大的影响,所以必须保证覆膜砂的粒度和型砂的粒度要匹配。通过检测覆膜砂的粒度组成,证实了我们的猜测,覆膜砂的粒度有所变小,通过跟厂家的沟通,把覆膜砂粒度调整回来,透气性逐渐得到提升,气孔缺陷率有所遏止。
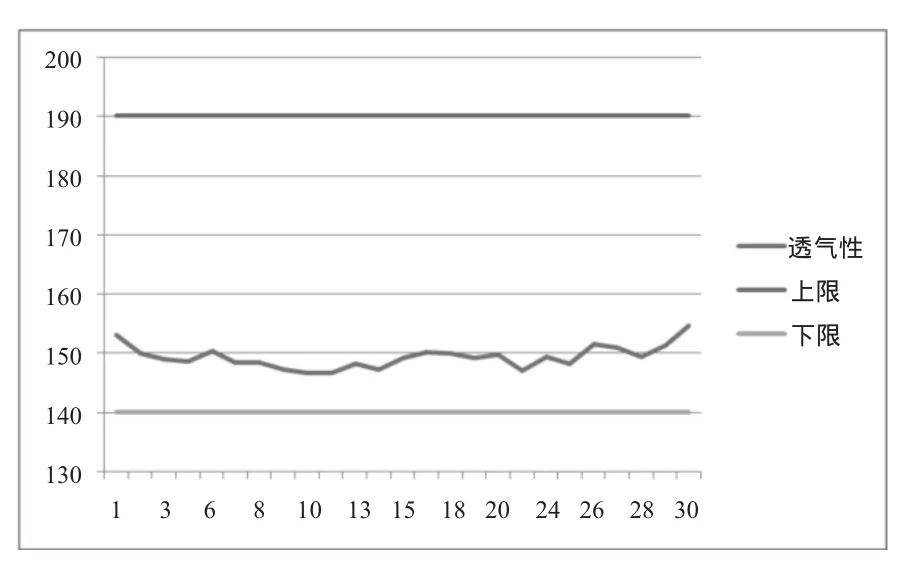
图6 透气性
5 湿压强度和湿劈强度
湿压强度,反映的是膨润土的粘结能力,其高低取决于膨润土的加入量以及膨润土自身蒙脱石的含量,其能粗略、大概地反映型砂的粘结性能,并不能全面的反映型砂的性能。如起模性,模具在起模时往往受到的是拉力,因此必须配合抗拉强度、抗剪强度,我们的做法是采用湿劈强度,其能综合反映砂型的抗压、抗拉性能[3]。同时,粘土湿型砂有一个特性必须注意,就是在型砂反复循环的过程中,砂粒表面的膨润土逐渐烧结成陶瓷玻璃态物质,循环次数越多,这层物质就越厚,我们称之为“鱼卵层”。当“鱼卵层”较厚时,湿压强度会呈现出高的假象,而湿劈强度对此则比较敏感(如图8),通过两项指标的高低和变化趋势,可以很好地反映型砂的综合性能。
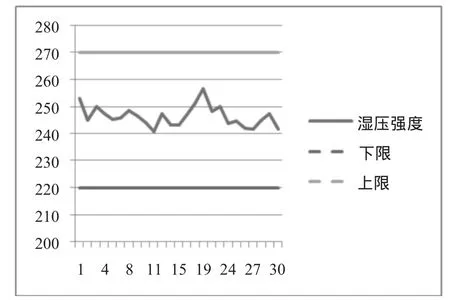
图7 湿压强度
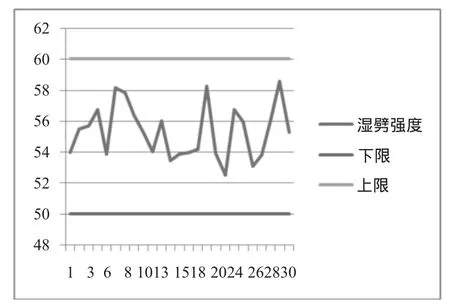
图8 湿劈强度
所以,每隔一段时间必须抛弃一部分旧砂,用型砂来代替,来保证“鱼卵层”不至于过厚,而影响性能,当然,混入的芯砂也能起到新砂冲淡灰分的作用。
6 平均细度(AFS)
平均细度,即砂粒的直径大小,其将直接影响型砂的透气性能,在型砂反复循环的过程中,浇注时砂粒在高温下裂解,混砂时受高速转子的搅拌、摩擦,均会造成平均细度略微变小[4]。图9中反映型砂的平均细度有粗化的倾向,可能与检测人员测量误差以及覆膜芯砂粒度变粗有一定的关系。
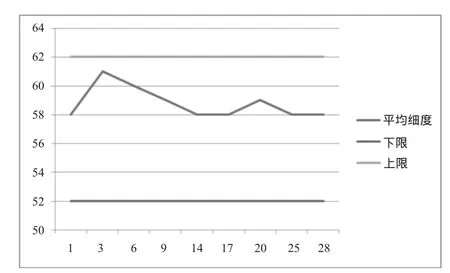
图9 平均细度
7 结束语
通过对粘土湿型砂性能指标进行科学的管理,采取绘制趋势图的方式,对型砂性能有了很好的掌控,以上仅仅是一个月的数据,如果数据更多、时间更长的话,效果将更加明显。
[1]李传拭.粘土湿型砂的控制要点[J].铸造纵横,2003,(24):26-32.
[2]于震宗.湿型铸铁件生产中一些与型砂有关的问题解答(五)[J].现代铸铁,2005,(6):50-52.
[3]于震宗:对湿型砂性能检测技术的几点评论[J].铸造工程·造型材料,2002,(2):4-6;(3):22-24.
[4]石德全,等.铸造手册造型材料分册[K],北京:机械工业出版社,2002.
猜你喜欢
科学与财富(2021年33期)2021-05-10 11:56:08
济南大学学报(自然科学版)(2021年2期)2021-03-04 08:28:42
新少年(2020年10期)2020-10-30 02:04:05
铸造设备与工艺(2020年4期)2020-10-15 13:05:38
科学之谜(2018年9期)2018-12-17 09:05:08
上海航天(2018年3期)2018-06-25 02:57:48
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
消费者报道(2016年3期)2016-02-28 19:07:33
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
建筑材料学报(2014年1期)2014-03-11 17:07:22