设备技术改造是设备管理的重要任务
2010-03-16 01:19鲁华宾茅利祥
装备制造技术 2010年11期
鲁华宾,茅利祥
(1.南通航运职业技术学院 机电系,江苏 南通 226010;2.南通中集顺达集装箱有限公司,江苏 南通 226003)
生产工具是社会生产力发展水平的物质标志,是人类认识自然和改造自然的手段,也是人类驾驭自然、征服自然的尺度。因此,现代化工业生产中,机械设备就成为了企业生产的重要物质条件。一个企业设备的整体规模与水平,标志着该企业的生产能力与物质技术力量的水平。企业中人员、设备、物料及其管理方法,是决定企业生产效能的主要因素。企业设备的管理水平,已成为企业正常生产与有效提高劳动生产率的物质基础。“一台机器的构造,不管怎样的完美无缺,但进入生产过程后,在实际使用时就会出现一些缺陷,必须用补充劳动来纠正。”这就要求必须对设备进行全过程的管理,而设备管理中的技术改造,无疑是非常重要的一项内容,必须被重视起来。
设备技术改造,是设备一生管理的一个重要环节。对现有设备有重点、有步骤地持续的进行技术改造,已成为企业发展的一项重要任务。南通中集顺达集装箱有限公司隶属于中集集团,是一家专业生产集装箱的企业,企业规模大,技术力量强。该公司十分注重设备管理在生产过程中的重要性,把设备技术改造作为一项长期工作来管理,以设备管理部门牵头挂帅,制定目标,全面规划,做到有重点、有步骤地进行改造和持续改进。同时,发动全体员工提合理化建议,推广实行那些投资少、效果明显的小改进,做到大型工装设备的技术改造和局部小设备的小改小革相结合,实现了“提出一批,讨论一批,改造一批,推广一批”的目标,收到了良好的经济效益和社会效益。
1 设备技术改造提高了产品品质
产品品质是企业的生命。在集装箱的门板生产线,企业重点对产品品质问题较多的门板横缝自动焊设备进行了改造。
改造前的横缝自动焊设备,使用单根矩形导轨和普通滚动轴承进行X轴向、Z轴向的两个方向定位和导向。为了方便齿轮齿条传动机构的放置,焊枪多采用背包式侧置,加之门板装点胎位的装配偏差,从而导致实际生产中出现运动不平稳,运行阻力大甚至跳跃现象。这样,就造成了自动焊焊缝成波浪线弯曲、焊缝高度不均,甚至会有漏焊、偏焊、堆焊的现象,即便经过精心修补,也浪费了不少人力,给后续的工作带来极大的不便,严重影响着产品的品质。
改造后的横缝自动焊设备,采用两根高精度的圆形导轨和精度较高的直线轴承,进行两个方向的定位和导向,同时也改进了门板的定位精度及定位的自动化。为了使焊枪的运动与焊缝重合,也对装点胎位的门板装配精度进行了配套改造。经过以上的技术改进,门板焊缝的品质得到了很大的提高,完全杜绝了老设备的不稳定现象,同时也节省了人力。图1和图2是改造前后的焊缝质量对比。

图1 改造前的焊缝
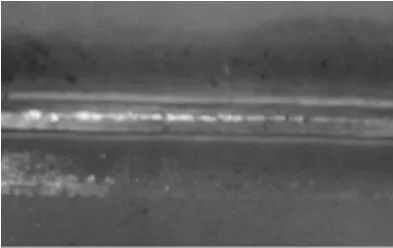
图2 改造后的焊缝
2 提高了产品产量
为适应产品的多样化,标准箱生产线也生产开顶式集装箱,由于开顶梁的焊接焊缝不对称,虽经过反变形,还是会出现翘曲,特别是总装后为了保证开顶箱的品质,整箱在进入砂房打砂前,要对开顶梁进行校正。
改造前对左右侧墙的开顶梁校正,采用两台液压油缸进行单向的校正,而开顶梁往往都需要多个位置的双向校正,这就必须在校正完一个位置后,吊起油缸转动180°,再放置到位进行另一方向的校正,这种频繁的吊起再放下的操作,严重增加了无效的工作时间,形成了开顶箱生产的瓶颈。
技术改造后,在矫正机的两个方向各安装了一只液压油缸,不需要吊起就可以对开顶梁进行双向的校正,同时还在矫正机上安装了指针和标尺,可以使校正人员很方便读出校正数据进而控制校正量,节省了大量的时间,解决了瓶颈。以12.192 m(40foot)的开顶箱为例,改造前单班产量为60台,改造后单班产量可以达到95台,产量提高非常明显。
3 提高了人员和设备的安全性
企业对设备的技术改造,要有一个良好的心态,决不能轻视设备的安全性能,更不能以删减设备的安全装置为代价,来换取设备的效率。在安全问题上,没有讨价还价的余地。这需要领导有对安全有一个高度的重视,同时也需要设备人员的尽心尽力,坚持原则。可以说“为了设备安全,我们做得再多都不为过”。
南通中集在设备安全方面非常重视,也做的非常到位。比如在总装线的前角柱箱内间断焊胎位,改造前是通过员工手提高脚凳从箱门进入,这样员工不得不负重踩住底架横梁行走近12.192 m(40 foot)的前墙处,然后上凳进行施焊作业。这样,员工焊接时还要不断地调整自己的工作体位,给人身安全带来隐患。
改造后,在该胎位采用一倒置的升降台,员工站在升降台上作业。为了员工的和设备的安全,在升降台的台面安装两只脚踏开关,只有两个员工同时踩下开关,才能运行升降台,升降台的前方安装防护栅栏和防护立柱,以防止员工坠落和升降台未移出箱体时被箱体移动剪切。另外在该设备安全方面,还设置了信号灯,门端箱体移动挂链员工要看信号灯进行挂链,只有升降台完全移出箱体,并且两个操作人员都把信号灯开关转到绿灯位置,才能挂链;为了防止员工长时间工作疲劳或误看信号灯而误操作挂链,我们还在门端员工挂链处增加了强制不挂链装置。这样,人员和设备的安全性大大提高。
4 提高了操作舒适性
集装箱顶板横缝自动焊,是一个操作极不舒适的胎位。技术改造前,该胎位操作工需要蹲在箱顶进行对缝,试焊和焊接,焊接过程中都要密切观察焊缝的成形和缺陷,操作工一直处于蹲位,长时间工作会带来腹部不适和疲劳,而且有坠落的安全隐患。我们采用了在该胎位和后一胎位之间,加装了一提升平台进行改造,平台前后两侧加装防护栏,提升装置通过滑轮组和气缸完成。操作时,启动平台按钮使平台下降到操作舒适的位置,便于对缝施焊和动态观察焊缝成形,完工后启动平台按钮,使平台提升以便箱体后移到下一胎位。通过这一改造,提高了员工操作的舒适性,同时也增加了安全性。
5 降低了操作人员的劳动强度
为减小操作人员的劳动强度,对前墙装点胎位也进行了较大的技术改造。
改造前,前墙板靠操作人员抬起后,推到装点位置进行装夹点焊,一块拼接好的前墙板净质量近50 kg,堆叠整齐,不方便抓持,给该胎位员工带来很大的体力消耗。
改造后,采用了真空吸盘,将前墙板提起,然后通过齿轮齿条机构带动吸盘沿导轨运送到指定位置待装,吸盘释放工件后,返回到前墙处继续吸取工件运动到位待装。这就大大降低了人员体力的消耗,减小了劳动强度。
6 完成了节能降耗目标
节能减排,是国家的一项长期任务,也是南通中集不懈的追求。为此,企业做了很多工作,也达到了预期的效果。
在焊接线有数百台焊机,大量的焊机同时工作,产生了大量的烟尘。为了尽快干净地排除焊烟尘,我们在焊枪的枪嘴位置加装了吸烟口,通过管道排出烟尘进行集中处理,净化了车间环境,减少了对外污染。
在烘房的技术改造中,针对烘房的保温性能差温度不稳定问题,采用了使用性能较好的保温材料,增加保温材料的厚度的方法解决,同时增加了对热蒸汽的二次利用,对从高温烘房排出的蒸汽,用于低温烘房的预热。改造后烘房温度非常稳定,热蒸汽的二次利用降低了能源的消耗,同时也提高了效率。
7 提高了设备防错能力
防错技术是以杜绝错误为出发点. 从事先预防的角度,对产品全过程进行防错控制、加入防止错误的装置、程序等,使错误不发生,或者即使发生也不致造成缺陷。防错设计在电子通讯产品中已有广泛的应用。比如,不同的设备必须插入不同的接口,接口不对,就插不进去,这就是防错。
设备的防错能力,是产品防错的重要环节,是设备功能的延伸,往往会被设备人员忽视。设备的防错改进,通常是在产品出现错装事故后的补救,对于形状相近装配分布对称的工件,一般要考虑设备的防错能力。集装箱门板有很多形状相似且对称分布的结构,因此设备部门对门板线和完工线很多工装设备,都增加了防错销、防错块或限位开关等,进行了防错技术改造,有效杜绝了产品的出错。
8 结束语
一项成功的设备技术改造,带来的好处往往是多方面的,不仅可以提高产品质量和产量,增加产品的多样性,而且可以提高设备和人员的安全,减小劳动强度,减少故障和节能降耗。设备技术改造,要求设备管理人员要有较宽的知识面,有多角度、多思维方式的能力。同时对设备技术改造要有一个明确的认识。设备不是万能的,技术改造是一项复杂的工作,一定要避免盲目,要在经过部门讨论论证通过后,着手去做,而且做好失败预案。
总之,新设备技术的出现或新工艺的应用,往往会带来生产效益的巨大提高,而设备技术改造是一项长期工作,需要下大力气开展,也必须得到企业领导的高度重视。坚持走设备技术创新道路,促进企业可持续发展,构建资源节约型、环境友好型、经营效益型企业,将是企业坚持不懈的追求,这也是南通中集设备管理的成功之路。
[1]余真德.浅谈造纸设备的管理与维修[J].装备制造技术,2007,(8):88-89.
[2]邱坚贞.浅谈企业设备管理的重要性 [J].沿海企业与科技,2010,(6):76-77.
[3]李明山.设备技术改造支撑企业发展[J].中国设备工程,2009,(8):16-17.
[4]施骏虎,周小红.现代设备管理发展探索[J].江苏冶金,2008,(6):23-25.
猜你喜欢
家庭医学·下半月(2022年3期)2022-04-07
中国典型病例大全(2021年12期)2021-11-25
演艺科技(2021年5期)2021-06-05
文萃报·周二版(2021年4期)2021-03-08
演艺科技(2020年5期)2020-07-15
发明与创新·中学生(2019年3期)2019-03-20
家庭百事通·健康一点通(2017年12期)2017-12-12
中国塑料(2016年5期)2016-04-16
汽车文摘(2015年4期)2015-12-13
中国民族民间医药·下半月(2014年5期)2014-12-02