浅谈我公司260t/h循环流化床锅炉的运行
2010-03-05 09:22陆丽萍
化工设计通讯 2010年1期
孔 蒙 陆丽萍
(兖矿国泰化工有限公司,山东滕州 277527)
0 引 言
兖矿国泰化工有限公司于2006年11月施工建设安装了UG-260/9.8-M2型高温高压循环流化床锅炉,该锅炉是由无锡华光锅炉股份有限公司(无锡锅炉厂)制造生产,由兖矿集团新陆公司承建,天津辰达监理公司监理,2007年9试运行。以煤为原料,采用燃油床下自动点火方式引燃床料,用来生产蒸汽,260t/h循环流化床锅炉膜式水冷壁管设计规格为(左右侧水冷壁管设计规格为:2×82-φ51×5mm,前、后水冷壁管设计规格为:2×109-φ60×5mm,管子材质为 20G,水冷屏管子规格为3×22-φ60× 5mm,管子的材质为20G)。工作压力8.7MPa、温度510℃,管内介质为水、饱和蒸汽。自运行以来水冷壁多次发生泄漏甚至爆管,严重影响了锅炉的正常稳定运行。
1 泄漏状况与检修情况
2008年12月23日13时50分,3#锅炉解列,处理3#锅炉尾部烟道右包墙上机箱漏点。24日开启引风机和一次风机吹炉膛(因炉膛湿度大),3#锅炉人口门打开,3#锅炉降温。25日3#锅炉尾部烟道搭架子,炉底清渣。26日3#锅炉炉膛搭架子,尾部烟道砸浇注料。27日3#锅炉尾部烟道右包墙更换一段管子,28日3#锅炉焊炉膛里的8根管,夜间给锅炉探伤。31日水压实验合格后重筑浇注料,恢复运行。
2009年2月25日9时37分3#锅炉水冷壁爆管紧急停炉,系统生产蒸汽紧张,为维持主装置生产系统大减量。10时08分3#锅炉解列,12时2#锅炉点火,17时50分并汽,18时系统开车。27日清除3#锅炉炉膛风帽底料,并在锅炉内搭架子,检查锅炉爆管情况。28日检查3#锅炉有10根管出现漏点。检修情况:3月1日车间员工连夜清渣。1日上午,维修人员割下漏点的管道,给管磨破口。2日下午维修人员补焊水冷壁管的漏点。3日3#锅炉水冷壁爆管更换管道后进行探伤,探伤结束后给锅炉充水试压。7日发现3#锅炉炉西南角给煤机平台附近水冷壁有漏点,放水、泄压、补焊,至9日检修人员连夜给锅炉喷涂,11日3#锅炉喷涂完毕,并对锅炉内拆架子。12日锅炉检查风帽、锅炉铺底料、上水。13日3#锅炉封人孔,检修完毕,进入开车程序。
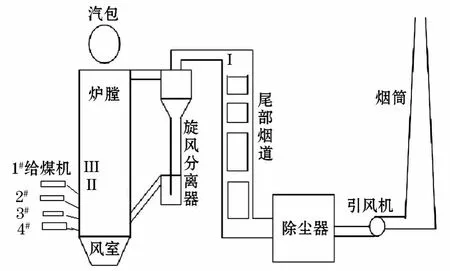
循环流化床锅炉示意图
2009年5月19日0:14分由于3#锅炉水冷壁发生爆管,造成全系统停车。3#锅炉爆管位置在水冷壁南边约18m处,爆管一根,破口面积达40cm2左右,破口处铁皮呈外卷状,漏量大,汽液位下降快,缓冲时间短。此次处理割管3根,并进行了补焊,同时对爆管处往上10m2左右区域进行砂磨,喷涂耐磨材料。并对3#锅炉水冷壁西侧靠拐角处浇铸料加厚。5月25日21:55分3#锅炉点火开车。此次3#锅炉点火时间比原计划时间拖后,其原因是在基本完成了水冷壁漏点的处理后,为了彻底排除锅炉炉膛内其他部位的磨损,又继续向上搭脚手架进行检查。
2 泄漏原因分析
2.1 将图示中Ⅱ处爆管段割掉取样分析
爆管后对爆管区和磨损区的壁厚进行测量,发现这些区域部分水冷壁的壁厚已经由原来的5 mm磨损到2.0~2.2mm,个别水冷壁的壁厚已磨损到最小安全运行值1.8mm或1.8mm以下,原因是燃煤粒度不均匀,一次风过大,将密相层上移,导致大颗粒物料长期冲刷围燃带上沿水冷壁管,造成严重磨损。磨损原因除设计因素外,还与运行工况及各控制参数有关。针对循环流化床锅炉磨损区域的分布特点,结合多相流体的宏观动力特性进行分析可知,循环流化床锅炉宏观流体动力特性受床层尺寸、物料进出口结构、循环系统结构、二次风位置等的影响。需要进一步调整炉内燃烧工况,使炉内径向位置的颗粒浓度、颗粒运动速度等更趋愈合理。上述情况属于冲蚀磨损。
2.2 图中Ⅲ所示南北两侧水冷壁管泄漏的原因
在锅炉运行中,由于对锅炉的燃烧特性和设备的膨胀规律了解掌握不够,采用间断放渣控制料层压差在指标要求范围之内。热渣的温度高达900℃以上,放渣管长期不断地反复热胀冷缩,久而久之出现了热疲劳和应力损坏,渐渐的下渣口与布风板的水冷壁之间出现了裂纹(应力不均撕裂焊口)。
2.3 一般锅炉水冷壁经常爆管的原因
由于长期工作在高温、高压及受烟气腐蚀、磨粒冲蚀的恶劣环境中,极易产生高温腐蚀和磨损,使管壁减薄,一般而言,这种减薄速度约在1mm/a,严重的可达到5~6mm/a,形成安全运行的严重隐患。当管壁减薄到一定程度承受不住内部高温高压蒸汽作用时,便会出现突发性爆管事故,造成紧急停炉抢修,不仅打乱了系统的正常生产,增加了额外的检修费用,直接影响企业效益。
由此可见,冷却壁的高温腐蚀和磨损不仅严重影响锅炉的安全运行,同时造成巨大的经济损失,已成为锅炉安全运行中一个亟待解决的技术问题。
水冷壁管高温腐蚀和磨损
冷却壁高温腐蚀和磨损的机理是很复杂的。有关因素为[4]:
①炉膛火焰温度;②燃煤的含硫量;③烟气与灰份颗粒的冲蚀。
锅炉运行过程中,炉温可高达800℃以上,由于燃烧煤中硫及其它有害杂质的存在,冷却壁管普遍遭受高温腐蚀。参与高温腐蚀的危害物有燃烧过程中产生的SO2、SO3、H2S、HCl、碱金属盐及钒盐类,是多种化学物在各种温度下共同对管壁进行的复杂的动态腐蚀过程。其中,硫化物是锅炉高温腐蚀的主要因素,一是烟气中的硫化氢与管壁金属作用产生的腐蚀,含硫物在金属高温下产生单原子硫,硫与管道中的铁反应生成硫化铁(Fe+S→FeS);二是由不可燃硫在高温作用下生成硫酸盐混入灰分熔敷于管壁表面,但不再具有冷却壁管所要求的各种良好的高温机械性能,导致冷却壁管壁厚的减薄,从而其有效承载能力不断下降,由此形成腐蚀。另外,高温烟气裹着可以大于8m/s的速度冲击管壁,烟气的腐蚀和灰份颗粒的冲刷在金属表面交替进行,造成管壁减薄。
2.4 水冷壁泄露原因[1-3]:
(1)应力损坏:短期过热、高温蠕变、应力拉伸撕裂焊口。
(2)冲蚀磨损:煤颗粒冲蚀、结渣冲蚀、飞灰冲蚀。
(3)检修质量不高,焊接不牢固。
(4)管内腐蚀:碱性腐蚀、点蚀、应力腐蚀、氢损伤。
(5)管外腐蚀:低温腐蚀、高温腐蚀。
(6)疲劳:振动疲劳、热疲劳、腐蚀疲劳。
3 预防措施
1)更新加固水冷壁在大修时更换部分磨损水冷壁管段,另外采取耐磨措施将水冷壁管进行防磨喷涂。
针对锅炉管道提供长期的保护。各个国家针对锅炉的高温和硫化腐蚀进行了大量研究,试验结果表明:喷涂金属涂层是最经济有效的防护方法。方案的目标是发展一种涂层,该涂层不剥落、损耗速率小于未保护钢管的10%,并且相对于更换锅炉管道在经济上更有效益。经过反复试验和现场应用考核,已获得了可喜的成绩,涂层厚度年平均损失率最好可达0.025mm,工作寿命可达5~10a,大大提高了冷却壁管的使用寿命。循环式硫化床冷却壁管高温腐蚀和严重磨损问题进行了长期研究实验,并且广泛吸收世界锅炉管道防护经验,目前已找到了妥善解决此种问题的材料及方法,研发出超音速电弧喷涂HRC—89镍铬钼高硬耐磨合金或L×88A合金高硬耐磨材料,可使锅炉管道受热面的耐磨蚀性能大幅度提高,防腐施工可以在炉膛内进行,不产生任何环境污染,具有较强经济性和技术适用性。我公司锅炉水冷壁管则喷涂的是镍铬合金。
2)调整输煤系统破碎机工作性能,改造震动筛孔径尺寸,为锅炉提供均匀粒度的原煤。创造条件更换煤种,逐步将东滩煤、兴隆庄煤改为鲍店煤,来减轻颗粒物料对水冷壁的磨损程度。
3)锅炉运行参数调整:
(1)由于水冷壁磨损的冲蚀量和多相流体速度之间存在一定比例关系。在实际运行中,我们适当降低一次风量(不低于最小流化风量),就可以适当减小炉内边界层的颗粒浓度,从而减弱物料对水冷壁的磨损程度。
(2)同时我们增大了二次风量,这样不仅增加了物料颗粒在炉内的停留时间,减少了物料的扬析,而且增大了炉内径向位置的扰动,改变了炉内边界层颗粒团原有的动力特性,从而降低了水冷壁的磨损程度;
(3)将料层压差由8.58.5~9.5kPa降低到7.0~8.5kPa,床温由850~950℃升至950~1 000℃,从而降低了风速,升高了床温,同时降低了循环物料的浓度,有效的减小了磨损速度。
4 操作经验总结
1)根据汽水分析数据的变化,及时调整连续排放阀开度,做好定期排污工作,同时采用软化—除氧器—加入中和胺、防腐阻垢剂等方法,控制好锅炉给水质量,确保炉水品质良好。
2)将间断集中大量放渣改为少量、连续排渣,从而减少了下渣管的热胀冷缩次数,同时避免了集中放渣时下渣口周围料层出现沟流现象,影响物料的流化和燃烧稳定。
3)启炉、停炉时严格按照运行规程操作,控制升温、降温速度,尤其是开车初期,必须缓慢升温,床层温升速度控制在2~3℃/min,炉墙温升速度控制在105℃/h,从而避免了炉子急剧受热剧烈膨胀而引起的应力损坏,另外风室温度<700℃,防止水冷壁管过热。
5 结 语
采取以上措施后,锅炉水冷壁在连续运行100d后,停炉检查,尚未发现漏点,且工况良好。
说明预防措施能够有效地:①降低由于温差应力引起的焊缝连接失效问题;②减轻管内腐蚀;③降低疲劳损坏程度,从而减小了水冷壁泄漏爆管的可能性。实践证明,采用喷涂防磨、提高检修、操作技术完全能够延长水冷壁的使用寿命,提高了锅炉的运行经济性能。
[1] 祁利明,张忠义,田文涛.2号锅炉水冷壁爆管事故分析[J].华北电力技术,2007,增刊.
[2] 黄峥彬.130t/h锅炉水冷壁爆管原因分析及处理措施[J].发电设备,2008,1:49-52.
[3] 张戈.锅炉水冷壁管的泄漏、爆管原因分析及预防对策[J].大化科技,2007:20-22.
[4] 苏志勇.引起锅炉爆管的原因分析[J].汉中科技,2008,1:18.
猜你喜欢
热力发电(2022年3期)2022-03-25
中国特种设备安全(2021年7期)2022-01-19
装备制造技术(2021年4期)2021-08-05
油气田地面工程(2021年5期)2021-05-22
中国特种设备安全(2021年8期)2021-02-10
航空维修与工程(2020年7期)2020-09-18
石油化工建设(2019年4期)2019-10-10
石油钻采工艺(2019年3期)2019-09-25
中国特种设备安全(2018年10期)2018-12-18
材料科学与工程学报(2016年2期)2017-01-15