
Power MILL软件在金工实习教学中的应用
2010-02-20 07:42张建强
装备制造技术 2010年5期
张建强,黄 宇
(华南理工大学 广州汽车学院,广东 广州 510800)
Power MILL是英国Delcam公司开发的一款独立的CAM软件,操作界面简洁易懂,支持由其他软件所产生的曲线、曲面和实体模型,也支持通用格式如IGES格式的模型数据,广泛应用于航天航空、汽车、船舶、内燃机、家用电器、轻工业产品等行业,尤其对塑料模、压铸模、橡胶模、锻模、大型覆盖件冲压模、玻璃模具等有明显优势。
本文主要介绍Power MILL软件在金工实习教学中的应用。金工实习是一门实践性很强的技术基本课,是机械类专业学生熟悉加工生产过程、培养实践动手能力的实践性教学环节,是必修课。它包括车工、铣工、数控车、数控铣、加工中心、特殊加工(线切割,电火花加工)、钳工、沙型铸造等。在金工实习的教学中,学生需要学习的工种数量较多,而且各工种的学习时间短。根据这些特点,在教学环节中必须注重通俗易懂,明确要点。
金工实习教学中需要使用Power MILL软件进行编程的工种,有数控铣床和加工中心机床。据了解,机械类专业的学生在金工实习中,学习数控铣床或加工中心的时间分别为2天,利用Power MILL软件学习编程的时间比较有限,所以在Power MILL软件教学中分为4个部分:模型的工艺分析,加工前的设置,刀具路径策略选择和后处理。下面通过一个例子并结合教学中总结的经验,来说明Power MILL在金工实习教学中的应用。
1 模型的工艺分析
加工工艺分析,是数控加工的重要步骤,起到核心作用。数控加工软件在整个数控加工过程中,需要加工工艺分析来做指导。首先是对模型的复杂程度做分析,了解该模型的表面特征和轮廓的形状,确定是否有难加工或者特别需要注意的区域,这样有助于选择加工的走刀方法;然后进行工艺规划,主要是完成工步的安排,确定模型的加工顺序以及加工策略的参数。
1.1 模型分析
如图1所示本例为凸模的模型,根据模型的特征,可以分为3个区域:即分别为平面、凹槽和轮廓。其中凹槽的深度比较浅,轮廓有内凹圆弧。

图1 凸模模型
1.2 工艺规划
该凸模是个平面为主的零件,整个零件没有曲面,平面和轮廓也不存在拔模角,粗加工采用“三维偏置区域清除策略”来加工。模型的顶面和底面是个平面,所以对该区域采用“平行平坦面精加工”策略。模型中的凹槽,可以通过建立特征或者边界线,采用“2.5维区域清楚”策略进行加工。模型中的轮廓,可以在对平面进行加工时同时加工。具体的工步安排如表1所示。
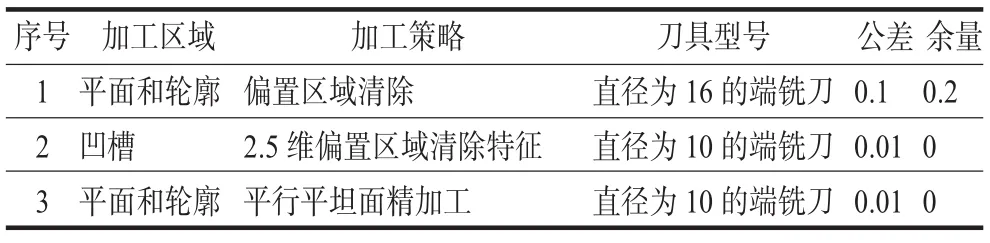
表1 工步安排表
2 加工前的设置
当数控加工工艺规划确定后,把需要加工的模型数据导入到Power MILL软件中,然后进行加工前的设置,Power MILL加工前的主要设置有建立坐标系、创建毛坯、设置安全高度、建立刀具等等,在这里主要介绍数个重要的设置。
2.1 建立坐标系
在浏览器中右击(模型),在弹出菜单中选择(属性)命令,弹出模型属性的对话框可以看到(如图2),世界坐标系位于模型的最底面且在X轴Y轴的中心。下面就利用世界坐标系,来建立加工时候所需要的坐标系。新的坐标系,放在模型的中心和模型最顶面。

图2 模型属性信息框
在浏览器中右击(用户坐标系),在弹出菜单中选择(产生用户坐标系)命令,此时可以看到新建的坐标系和世界坐标系是默认重合的,在产生用户坐标系的对话框中,点击(相对位置距离)选项的(距离)文本框,输入数值30,点击Z图标。则建立好了坐标系,这时候要右击该坐标系选择(激活)命令。
2.2 创建毛坯
毛坯是产生刀具路径和NC程序的前提。在主工具栏中单击(毛坯)图标,弹出(毛坯表格)对话框,在(由……定义)下拉列表中选择(方框)选项,在(估算限界)中,公差为0.01 mm,类型为模型,拓展为0,钩选(显示)框,点击(计算),然后在(限界)中把(最大Z)设置为0,按回车,把(透明度)按钮拉到最左边,完成毛坯设置(如图3所示)。

图3 毛坯设置
2.3 设置安全高度
2.4 创建刀具
右击浏览器中的(刀具)选项,在弹出菜单中选择(产生刀具)命令,选择(端铣刀)命令,如图4所示。

图4 在浏览器中创建刀具
弹出(端铣刀刀具表格)对话框,所设置刀具参数如下,单击(关闭):
名称——D16;
直径——16 mm;
刀具编号——1。
同理构建刀具:
名称——D10;
直径——10 mm;
刀具编号——2。
在图形区域中出现的刀具以黄色线框显示表示当前激活的刀具,白色线框表示未激活的刀具,如果要控制刀具的显示状态,可以点击该刀具前面的图标。
3 加工策略的选择
Power MILL软件提供了许多优秀的加工策略,可以选择2.5维或3维区域清除策略来做粗加工,该策略的参数容易控制,走刀效果好;还提供多种精加工策略,例如等高精加工、三维偏置精加工、最佳等高精加工、参考线精加工、平行平坦面精加工等。在本文中主要介绍数个常用且有代表性的加工策略来说明。
3.1 创建粗加工三维偏置区域清除模型策略
(1)设置进给率。单击主工具栏上的(进给率)图标,在此设定的切削参数为锌铝合金的工件,弹出对话框设置如下:
快进速度——2500 mm/min;
下切速度——800 mm/min;
切削速度——1600 mm/min;
主轴转速——1800 r/min;
单击(接受)按钮。
(2)创建粗加工三维偏置区域清除模型策略。单击主工具栏上的(创建刀具路径)图标,弹出对话框,单击(三维区域清楚)标签,选择(偏置区域清楚模型)选项,单击(接受)按钮,弹出(偏置区域清楚模型)对话框。
根据工艺规划设置对话框的参数如下:
名称——D16-C1;
刀具——D16;
公差——0.1 mm;
余量——0.2 mm;
行距——12 mm;
下切步距——0.8 mm。
其他参数均采用默认设置,单击(应用)按钮,Power MILL开始计算刀具路径。
计算结束后,对话框各个选项呈现灰色,单击(取消)按钮,生成如图5所示的刀具路径。

图5 生成的刀具路径
3.2 创建2.5维偏置区域清除特征设置
(1)产生边界。为了方便选择凹槽的底面,点选图形的阴影图标,图形不要点选线框图标,然后按住shift键,选择3个凹槽的底面如图6所示。
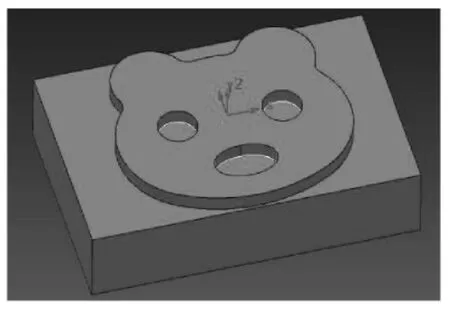
图6 点选底面
在浏览器中右击(边界)选项,弹出菜单选择(定义边界)里的(已选曲面)命令,如图7所示。

图7 在浏览器中生成边界
弹出(已选曲面边界)对话框,设置如下:
名称——1
公差——0.01 mm
余量——0 mm
刀具选择——D10
单击(应用)按钮,生成边界如图8所示。

图8 产生边界
快进速度——2500 mm/min;
下切速度——600 mm/min;
切削速度——1000 mm/min;
主轴转速——2500 r/min。
单击(接受)按钮。
(3)创建刀具路径。单击主工具栏上的(创建刀具路径)图标,弹出对话框,单击(2.5维区域清除)标签,选择(偏置区域清楚特征设置)选项,单击(接受)按钮,弹出(偏置区域清楚特征设置)对话框。
根据工艺规划设置对话框的参数如下:
名称——D10-J1;
刀具——D10 mm;
公差——0.01mm;
余量——0 mm;
行距——8 mm;
最终轮廓路径——最后Z高度;
最终轮廓路径余量——0 mm;
Z轴下切类型——斜向;
等高切面——边界。
其他参数均采用默认设置,单击(应用)按钮,Power MILL开始计算刀具路径。
计算结束后,对话框各个选项呈现灰色,单击(取消)按钮,生成如图9所示的刀具路径。
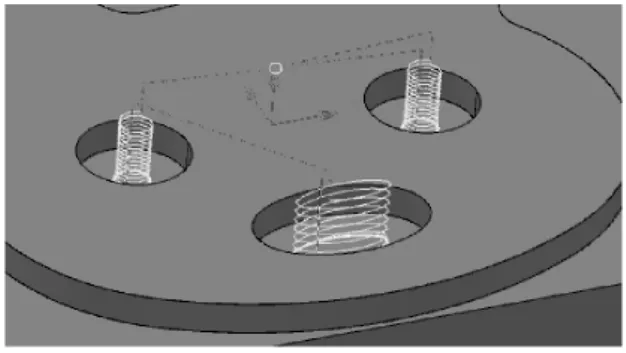
图9 生成的刀具路径
3.3 创建平行平坦面精加工策略
(1)设置进给率。单击主工具栏上的(进给率)图标,弹出对话框设置如下:
快进速度——2500 mm/min;
下切速度——800 mm/min;
切削速度——600 mm/min;
主轴转速——3200 r/min
单击(接受)按钮。
(2)创建刀具路径。单击主工具栏上的(创建刀具路径)图标,弹出对话框,单击(精加工)标签,选择(平行平坦面精加工)选项,单击(接受)按钮,弹出(平行平坦面精加工)对话框。
根据工艺规划设置对话框的参数如下:
名称——D10-J2;
刀具——D10 mm;
公差——0.01 mm;
余量——0 mm;
行距——8 mm;
切削方向——任意;
切入切出——无;
边界——无。

图10 平行平坦面精加工刀具路径
其他设置为默认,单击(应用)按钮,Power MILL开始计算刀具路径。
计算结束后,对话框各个选项呈现灰色,单击(取消)按钮,生成如图10所示的刀具路径。
4 程序后处理
完成刀具路径策略的选择,最后按照教学中所用的机床系统来完成后处理,生成数控代码,在此以系统为FANUC OI MC的加工中心机床为例,完成后处理。
4.1 设置路径和模板
在浏览器中右击(NC程序)按钮,弹出菜单,选择(产生NC程序)命令,弹出NC程序对话框,选择输出文件的保存路径,然后点击(机床选项)后面的图标,选择(fanuc.opt)文件,点击(打开)按钮,如图11所示。
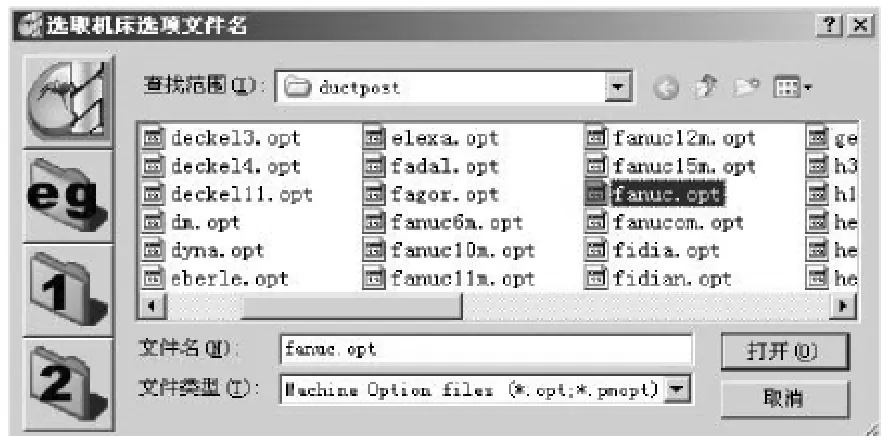
图11 选取机床选项文件名
最后点击(接受)按钮,此时生成了NC的模板。
4.2 生成NC代码
把生成的刀具路径添加到NC模板中,在资源管理器中右击刀具路径项目,选择(增加到NC程序)选项,在浏览器中右击(NC程序)按钮,弹出菜单选择(全部写入)命令,最终程序代码如图12。

图12 最终程序代码
5 结束语
教学需要不断地总结和创新,教学效果和水平才会提高。根据金工实习数控加工工种教学时间短、内容较多的情况,和Power MILL软件的特点,在数控加工的教学中,我们把教学内容精简凝练,通俗易懂的归纳出来,既要让学生了解数控加工工艺,又让学生掌握Power MILL软件的应用。在以后的金工实习中,希望让学生学到更多的知识,同时也希望同行能给予指正,为金工实习的教学水平作出贡献。
[1]张木青、于兆勤.机械制造工程训练[M].广州:华南理工大学出版社,2007.
[2]夏 天,单 岩.Power MILL数控编程基础教程[M].北京:清华大学出版社,2005.
[3]单 岩,聂相虹.Power MILL数控编程应用实例[M].北京:清华大学出版社,2006.
[4]徐宏海.数控加工工艺[M].北京:化学工业出版社,2005.
猜你喜欢
网络安全和信息化(2020年1期)2020-01-15
计算机应用文摘·触控(2019年24期)2019-01-08
中学科技(2018年12期)2018-12-19
中学科技(2018年10期)2018-12-18
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
今古传奇·故事版(2017年23期)2018-01-12
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
电影评介(2016年24期)2017-01-04
