核壳结构丙烯酸酯共聚物乳液的合成研究
2010-01-25 06:58:38陈立军
沈阳化工大学学报 2010年1期
陆 波, 陈立军
(沈阳化工大学材料科学与工程学院,辽宁沈阳110142)
通常称PBA-PMMA(聚丙烯酸丁酯-聚甲基丙烯酸甲酯)的核壳增韧剂为丙烯酸酯类冲击改性剂(AIMS).核壳增韧剂与基体的黏合力是由壳聚合物的组成决定的,壳由PMMA组成的增韧剂,因为PMMA与聚氯乙烯完全相容、与聚碳酸酯部分相容而具有较好的增韧效果,有关核壳结构丙烯酸酯乳液聚合的研究较多[1-4].
由于乳液聚合聚甲基丙烯酸甲酯壳时分子量很高,影响加工流动性和相容性.因此,本文以甲基丙烯酸甲酯和丙烯酸乙酯为壳单体,十二硫醇为壳层聚合的链转移剂,采用乳液聚合,通过调节壳层共聚单体配比或加入链转移剂,以期获得具有良好加工性能和增韧效果的冲击改性剂.
1 实验部分
1.1 实验原料
甲基丙烯酸甲酯(MMA),丙烯酸丁酯(BA),工业级,中石油吉林石化公司;丙烯酸乙酯(EA),化学纯,十二烷基硫酸钠(SDS),分析纯,烷基酚聚氧乙烯醚(OP-10),化学纯,沈阳新兴试剂厂;过硫酸钾(KPS),分析纯,天津市科密欧化学试剂开发中心;链转移剂十二硫醇(DDM),化学纯,中国医药集团上海化学试剂公司.
1.2 实验仪器
扫描电子显微镜S-4800,日本电子;热机械曲线仪(TMA)RJ Y-IP,上海精密科学仪器有限公司;熔体流动速率试验机 HT-9431,弘运仪器股份有限公司.
1.3 核壳结构丙烯酸酯共聚物乳液的合成
采用种子半连续法合成.种子单体一次加入,剩余的核单体、壳单体采用滴加法加入.首先将复合乳化剂加入四口烧瓶中,加入去离子水搅拌溶解.然后加入核单体并加热升温,达到预定温度后,加入引发剂溶液引发聚合,反应至无明显回流.在反应温度下,保温0.5 h,完成核层阶段聚合.最后滴加乳化后的壳单体混合物,滴加完毕后,在反应温度下保温1 h,冷却,出料,经过破乳、干燥,即得到粉末状丙烯酸酯共聚物.
1.4 性能测试
1.4.1 玻璃化温度、黏流温度的测定
将所得样品制成圆柱形样片,用热机械曲线仪测试.升温速度:10℃/min,载荷:100 g,程序升温至预定温度并采样,做出不同单体组成共聚物样品的温度-形变曲线,以切线法作图求得相应的玻璃化转变温度(Tg)和黏流温度(Tf).
1.4.2 乳胶粒粒径分析
先把乳液稀释,然后进行超声波分散,喷金后用扫描电子显微镜对样品进行扫描.
2 结果与讨论
2.1 EA对MMA/EA壳层共聚物玻璃化温度和黏流温度的影响
采用乳液聚合,配方1(以能聚合的MMA和EA为100份(质量),其它配方组成与之的质量比例.配方2、配方3与之同.)为:(MMA+ EA)=100,OP-10=2,SDS=1,H2O=200,KPS =0.5,DDM=0,EA对MMA/EA壳层共聚物玻璃化温度和黏流温度的影响见图1.
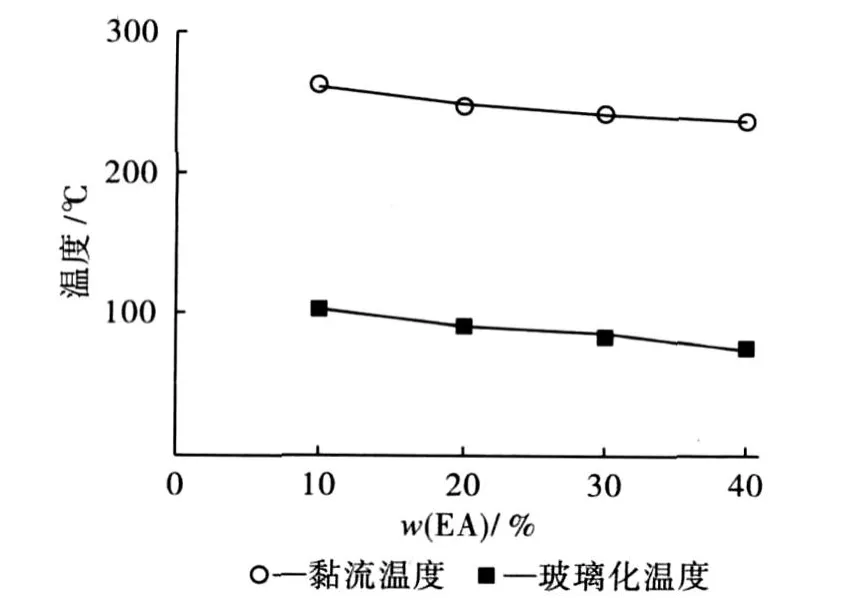
图1 EA质量分数与MMA/EA壳层共聚物Tg和 Tf的关系曲线Fig.1 Relationship of EA content andTg&Tfof MMA/EA shell copolymer
由图1可知:随着 EA质量分数的增加, MMA/EA共聚物的玻璃化温度(Tg)和黏流温度(Tf)都降低.当EA的质量分数由10%增加到40%时,共聚物的玻璃化温度(Tg)由103.6℃降至74.5℃,共聚物MMA/EA的黏流温度(Tf)由259.8℃降至237.8℃.
这是由于甲基丙烯酸甲酯是硬单体,均聚物玻璃化温度较高(Tg=120℃);丙烯酸乙酯是软单体,均聚物玻璃化温度较低(Tg=-24℃).两单体进行共聚后,共聚物的玻璃化温度介于两单体均聚物的玻璃化温度之间,同时共聚物的黏流温度降低.
2.2 EA对MMA/EA壳层共聚物熔体流动速率的影响
EA对MMA/EA壳层共聚物熔体流动速率的影响见图2,配比见配方1.由图2可知:随着EA质量分数的增加,MMA/EA共聚物的熔体流动速率(MFR)增加.当EA的质量分数由10%增加到40%时,共聚物的熔体流动速率由0增加到0.051 g/min(250℃,5 kg),熔体流动速率增加很少.
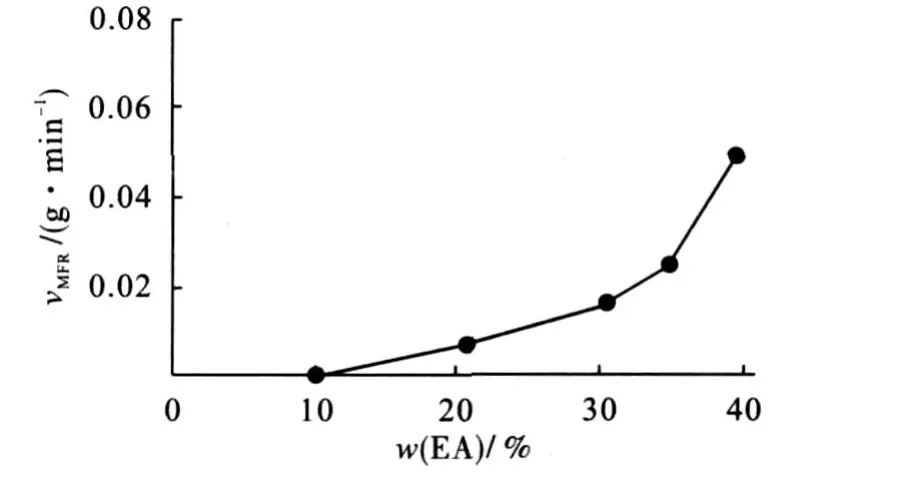
图2 EA质量分数与MMA/EA壳层共聚物熔体流动速率的关系曲线Fig.2 Relationship of EA content and MFR of MMA/EA shell copolymer
当EA质量分数为10%时,MMA/EA共聚物的黏流温度(Tf=259.8℃)较高,在250℃下不流动,这是由于乳液聚合的聚合物分子量很高,加工流动性差.
2.3 十二硫醇(DDM)对MMA/EA壳层共聚物玻璃化温度和黏流温度的影响
为改善加工流动性,在壳层聚合时加入分子量调节剂十二硫醇(DDM),配方 2为: m(MMA)/m(EA)=80/20,OP-10=2,SDS= 1,H2O=200,KPS=0.5,DDM=0~0.1.由图3可知:随着分子量调节剂十二硫醇(DDM)质量分数的增加,共聚物的玻璃化温度(Tg)和黏流温度(Tf)都降低.当DDM的质量分数由0增加到0.1%时,共聚物的玻璃化温度由103.6℃降至97.7℃,黏流温度由259.8℃降至235.5℃,黏流温度相对降的多一些.
这是由于DDM加入后,共聚物分子量降低,非结晶共聚物的玻璃化温度和黏流温度也降低.
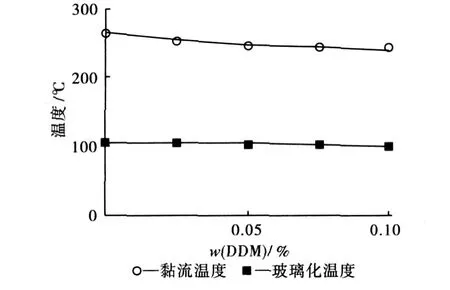
图3 DDM与MMA/EA壳层共聚物Tg和Tf的关系曲线Fig.3 Relationship of DDM content andTg&Tfof MMA/EA shell copolymer
2.4 十二硫醇(DDM)对MMA/EA壳层共聚物熔体流动速率的影响
十二硫醇(DDM)对MMA/EA壳层共聚物熔体流动速率的影响见图4,配比见配方2.由图4可知:随着分子量调节剂十二硫醇(DDM)质量分数的增加,共聚物的熔体流动速率增加.当DDM的质量分数由0增加到0.1%时,MMA/ EA共聚物的熔体流动速率由0.007 g/min增加到0.863 g/min,熔体流动速率提高了2个数量级,显著增加了共聚物的流动性.
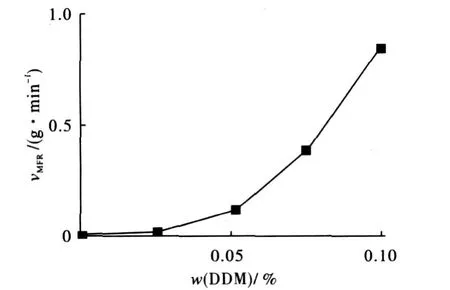
图4 DDM与MMA/EA壳层共聚物熔体流动速率的关系曲线Fig.4 Relationship of DDM content and MFR of MMA/EA shell copolymer
这是由于DDM加入MMA/EA共聚体系中,使得共聚物的分子量降低,DDM的质量分数越高,共聚物的分子量越低,共聚物的熔体流动速率越大.
2.5 乳胶粒结构
配方3为:核层BA=65,壳层MMA=35, H2O=200,KPS=0.5,乳化剂质量分数分别为水的2.5%、3.0%时,采用种子乳液聚合制得核壳聚合物乳液,其扫描电镜照片如图5所示.由图5可看出:乳胶粒呈均匀的球状,当乳化剂用量为2.5%时,乳胶粒径在180 nm左右,当乳化剂用量为3.0%时,乳胶粒径在150 nm左右,粒径分布相对较窄.
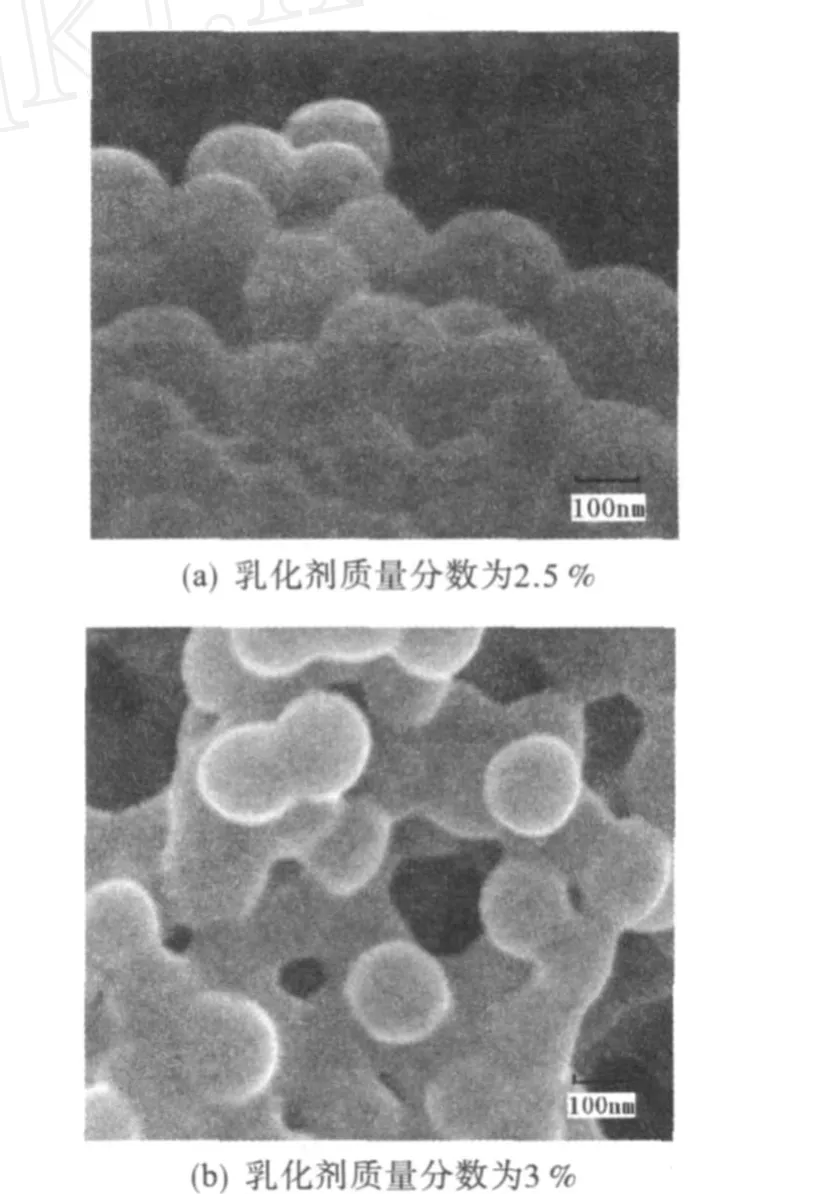
图5 丙烯酸酯核壳聚合物乳液的SEM图Fig.5 SEM micrographs of PBA-PMAA core-shell particles
3 结 论
随着EA或DDM的增加,MMA/EA共聚物的玻璃化温度(Tg)和黏流温度(Tf)降低,熔体流动速率增加,而加入质量分数为0.1%的DDM可以使壳层MMA/EA共聚物的熔体流动速率达到0.863 g/min,提高了2个数量级,核壳聚合物乳胶粒径在100~200 nm之间,粒径分布较窄.
[1] 潘明旺,万林战,张健,等.核壳型交联丙烯酸酯共聚物的合成及表征[J].高分子材料科学与工程, 2004,20(2):61-64.
[2] Zhang Hongtao,Chen Li,Duan Lingli,et al.Thin Layer Copolymerization of Methyl Methacrylate and Butyl Acrylate in Concentrated Emulsion[J]. Polymer Bulletin,2006,57:603-610.
[3] 应建波.核壳结构ACR及纳米复合材料[D].浙江:浙江工业大学,2003.
[4] 陶子斌.丙烯酸生产与应用技术[M].北京:化学工业出版社,1997:447.
猜你喜欢
原子与分子物理学报(2021年2期)2021-03-29 07:31:46
原子与分子物理学报(2021年2期)2021-03-29 07:30:58
西安工程大学学报(2016年6期)2017-01-15 14:08:22
吉林农业(2016年15期)2016-08-30 03:45:48
吉林农业(2016年8期)2016-05-14 13:52:43
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10 08:41:29
化工进展(2015年3期)2015-11-11 09:18:44
材料研究与应用(2015年4期)2015-08-23 11:39:36
郑州大学学报(医学版)(2015年2期)2015-02-27 14:50:53
应用化工(2014年9期)2014-08-10 14:05:08