
金刚石砂带用酚醛树脂胶粘剂的初步改性研究①
2010-01-24 12:34何远程肖乐银刘志环王进保
超硬材料工程 2010年1期
何远程,肖乐银,刘志环,王进保
(1.桂林矿产地质研究院,广西桂林541004;2.桂林创源金刚石有限公司,广西桂林541004;3.国家特种矿物材料工程技术研究中心,广西桂林541004)
1 前言
在机械、宝石、玻璃和陶瓷等行业中对硬、脆性难加工材料磨削时,常使用普通磨料棕刚玉、白刚玉、碳化硅等涂附磨具,由于普通磨料硬度低,磨料消耗量大,因而对环境污染较大,且加工效率并不理想。而新型金刚石砂带,由于其硬度高、耐磨性好,用其来加工硬、脆性等难加工工件时,其消耗量极小,而且可以较长时间保持其锋利度和磨具外形,这样不仅可以保证工件的加工精度,而且提高了加工时效,同时也有效解决了对环境的污染问题,是一类新型的高效高精环保产品[1]。
但由于金刚石与普通磨料在性能上有很大的差别,金刚石与涂附层的粘结技术及其粘结剂本身的耐磨性、柔软性等很难解决,从而成为金刚石砂带发展的一个“瓶颈”,因此,必须在普通磨料砂带研究的基础上进行改性,才能得到性能优越的金刚石砂带。
2 实验过程
2.1 实验设备及磨削条件
所用磨削设备为改进型CM 6125车床,其主轴转速范围:63~3150 r/m in,使用NOVA W HEEL进行磨削时,转速为1600 r/m in。电子天平型号:TP-120,最小刻度为0.01g。磨削过程中使用水作为冷却液,其滴定速度为10m L/m in。
2.2 实验样品及磨削材料
本次试验分别将四条加有不同添加剂和采用不同植砂工艺的金刚石砂带做成四个6英寸的NOVA W HEEL,并对其进行磨削,其实物及结构示意如图1和图2所示。试验所用磨料为金刚石,型号:HHMR;粒度:280目。
图1 金刚石柔性磨轮Fig.1 Flexible diamond grinding wheel
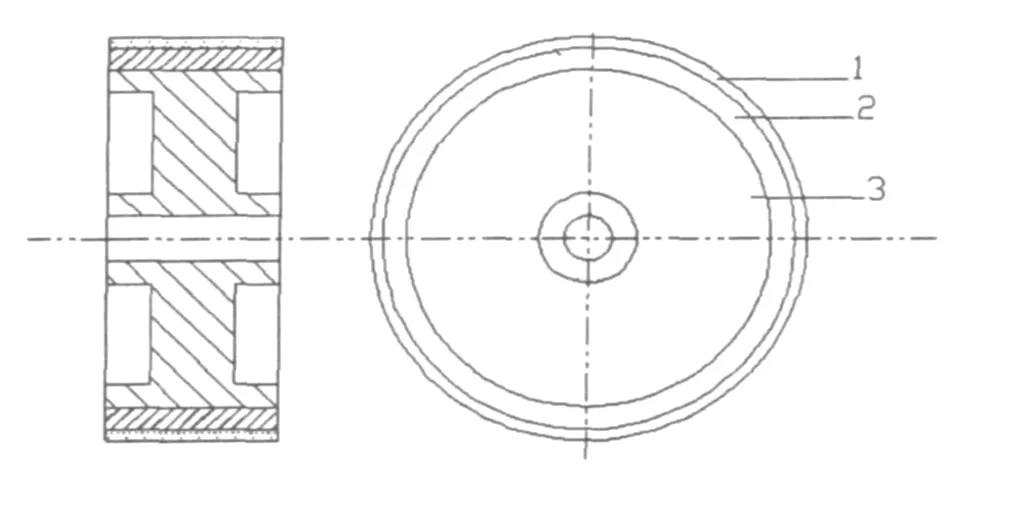
图2 柔性磨轮结构示意图Fig.2 Structure sketch of flexible diamond grinding wheel
磨削对象为普通玻璃和玛瑙,分别磨削一个小时左右,其中普通玻璃的主要成分为N a2O·CaO·6SiO2,莫氏硬度6.5,把它做成40mm×15mm×8mm的小玻璃条,以便用夹具进行夹持磨削。玛瑙是隐晶质的二氧化硅(SiO2),其莫氏硬度7~8。
3 实验结果分析与讨论
3.1 实验结果
磨削玻璃和玛瑙前后,砂带及磨削材料的损耗量如表1、表2所示:

表1 磨削玻璃情况Table 1 Grinding glass with diamond belt

表2 磨削玛瑙情况Tab le 2 G rinding agate with diamond belt
3.2 分散液对金刚石砂带性能的影响
在本次试验的Ⅱ号砂带中加入一种纳米级的A l2O3水性分散液,添加水平为0.5%~5%,由于纳米A l2O3的高流动性和小尺寸效应,及表面表现出极强的活性,庞大的比表面欠氧使它很容易和树脂中的氧发生键和反应,提高了分子间的键力,从而使添加纳米A l2O3的酚醛树脂复合材料的强度、韧性、延展性及耐磨性均有一定程度的提高,其耐磨性对比如图3所示。但通过显微镜观察,发现Ⅰ和Ⅱ号砂带表面金刚石都有一定程度的脱落,说明粘结剂对磨料的把持力还是不够。
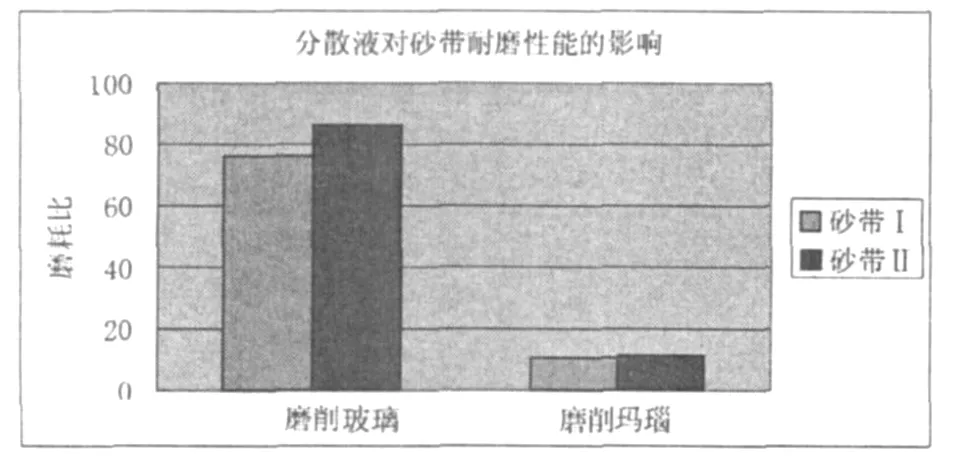
图3 分散液对金刚石砂带耐磨性能的影响Fig.3 Influence of dispersant on wear resistant of diamond belt
3.3 镀N i刺金刚石对砂带性能的影响
金刚石表面镀覆的目的是赋予金刚石以特殊的理化性能,它不仅可以提高金刚石本身的强度,同时改善了树脂对磨料表面的润湿性,提高了对金刚石的粘结性能,防止金刚石在磨削过程中没有获得充分利用而直接脱落,从而提高了砂带的耐用度[2~3],通过磨削玻璃和玛瑙前后,可以发现磨削比提高了300%以上,如图4所示,同时,在显微镜下观察,发现镀N i刺的金刚石砂带Ⅲ表面很少有金刚石脱落现象。
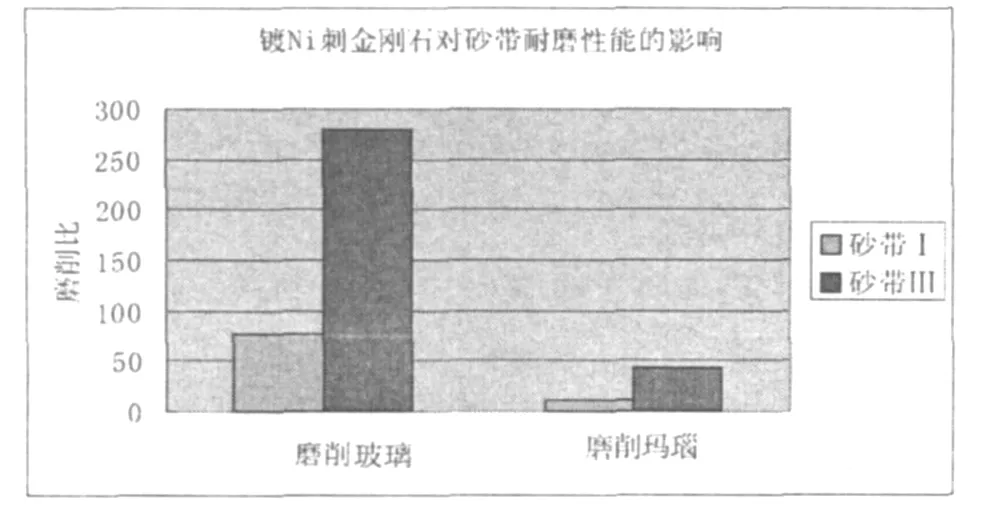
图4 镀N i刺金刚石对砂带耐磨性能的影响Fig.4 Influence of Ni-coating diamond on wear resistant of diamond belt
3.4 加偶联剂对砂带磨削性能的改善
在本次试验的Ⅳ号砂带中加入了2%的TL-2偶联剂,此偶联剂是含铝和锆元素的有机络合物的低聚物,具有良好的羟基稳定性和水解稳定性。其中偶联剂能有效地提高磨料与树脂的粘结强度,它的分子两端通常含有性质不同的基团,一端的基团与金刚石表面发生化学作用或者物理作用,另一端的基团则能和粘合剂发生化学作用和物理作用,从而使磨料和粘合剂能很好地偶联起来,获得了很好的粘结,改善了多方面的性能,使耐磨性能有了很大程度的提高,如图5所示[2]。
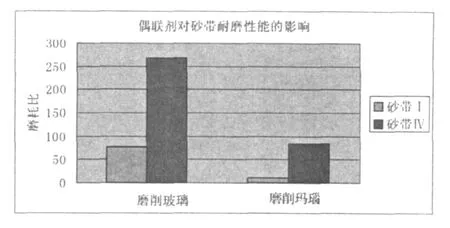
图5 偶联剂对金刚石砂带耐磨性能的影响Fig.5 Influence of coup ling agent on wear resistant of diamond belt
3.5 植砂方式对金刚石砂带性能的影响
本次试验中,Ⅰ和Ⅱ号砂带采用静电植砂方式,而Ⅲ和Ⅳ号砂带采用混合植砂方式,其中砂胶比都为1∶3。静电植砂是利用高压静电吸附原理,使金刚石极化上吸,并按其自身长轴方向嵌入基材表面的胶层中,从而形成排列整齐、分布均匀的磨料层;而采用胶砂混合植砂方式,磨料方向不定,多为“倒伏”状态,与静电方式相比,磨料切刃的锋利性差,磨削效率低,磨削玻璃和玛瑙前后磨削效率如图6所示[4]。
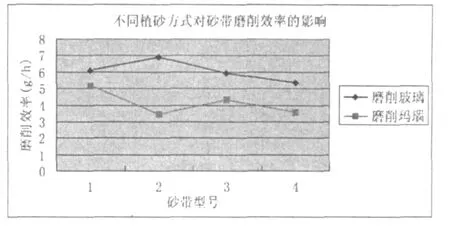
图6 不同植砂方式磨削玻璃和玛瑙磨削效率的对比Fig.6 Comparison of efficiency for grinding glass and agate with different abrasive grain dispensing
4 结论
(1)通过对酚醛树脂的改性和使用镀N i刺的金刚石,发现金刚石砂带的磨削性能有很大程度的提高,尤其向酚醛树脂中添加TL-2偶联剂和使用镀N i刺的金刚石,其耐磨性提高了300%以上。
(2)静电植砂的砂带,金刚石尖刃向外,切削锋利,在磨削玻璃和玛瑙的过程中,磨削效率比一般混合植砂有一定程度的提高。
[1] 吕智,郑超,等.超硬材料工具设计与制造[M].北京:中国冶金出版社,2008.
[2] 邹文俊.有机磨具制造[M].北京:中国标准出版社,2001:94-96.
[3] 王秦生,王小军.金刚石表面镀层在磨具中的作用机理[J].金刚石与磨料磨具工程,2006,5(155):5-8.
[4] 黄云,朱派龙.砂带磨削原理及其应用[M].重庆:重庆大学出版社,2001:39-40.
猜你喜欢
模具制造(2021年6期)2021-08-06
精密制造与自动化(2018年3期)2018-09-19
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
材料科学与工程学报(2016年2期)2017-01-15
河北工业大学学报(2016年6期)2016-04-16
焊接(2015年5期)2015-07-18
当代化工(2015年2期)2015-03-25
筑路机械与施工机械化(2014年7期)2014-03-01
筑路机械与施工机械化(2014年3期)2014-03-01

- 超硬材料工程的其它文章
- PcBN刀具在硬态切削中的应用①
- 亚微米硬质合金顶锤的研制①