
ABB机器人在铸造组芯整体浸涂上的应用
2010-01-24 00:40祝庆智
铸造设备与工艺 2010年6期
祝庆智
(广西玉柴机器股份有限公司铸造厂,广西 玉林 537005)
随着世界工业进程的不断发展,机器人已获得日益广泛应用。日本、美国、德国、英国大量应用到生产中,以减少人为的干扰,给生产效率、质量等各方面带来质的飞跃。我国改革开放以来,特别近10年来,制造业得到了前所未有的发展,工业机器人的需求也快速增长。使用经验进一步表明:使用工业机器人可以降低废品率和产品成本,提高了设备的利用率,降低了工人误操作带来的风险。再者其带来的一系列效益也是十分明显的,例如减少人工用量、减少设备损耗、加快技术创新速度、提高企业竞争力。如今机器人应用领域的不断纵深发展,机器人已不可或缺,它将为工业自动化水平发挥了巨大作用,对未来生产和社会发展起越来越重要的作用。
ABB是机器人技术的开拓者和领导者,拥有当今最多种类的机器人产品、技术和服务。ABB机器人业务部的全球装机量已超过16万台,是全球装机量最大的工业机器人供应商。中国是ABB机器人业务的核心区域。ABB机器人业务总部和研究中心位于上海。目前,ABB是唯一在中国拥有机器人研发能力的国际企业,同时也是唯一在华从事工业机器人生产的国际企业。
1 机器人控制
ABB机器人使用IRC5控制器。IRC5控制器配备了一项极其强大的全新功能multimove,能够通过一台控制器控制多达4台机器人和总计36个轴。这一尖端解决方案可轻松整合类型不同、尺寸各异的机器人。不同机器人之间可共享通用的工作对象,从而实现了复杂的协调运行模式。实质上,multimove已使以往各种不可行的应用成为可能,能控制多台机器人同时作业于由一台单轴或多轴定位器移动的工作对象,在缩短工作周期、提高过程效益方面有着十分明显的优势。装置采用windows显示界面和人机工程学设计,配备触摸屏,设有各种自定义菜单,使操作员能够迅速了解其中的各项基本功能。示教器FlexPendant不仅具备增强型语言支持功能(包括亚洲文字),还可使用微软最新编程工具进行多种定制设计。
1.1 程序结构
IRC5控制器程序结构如图1所示。
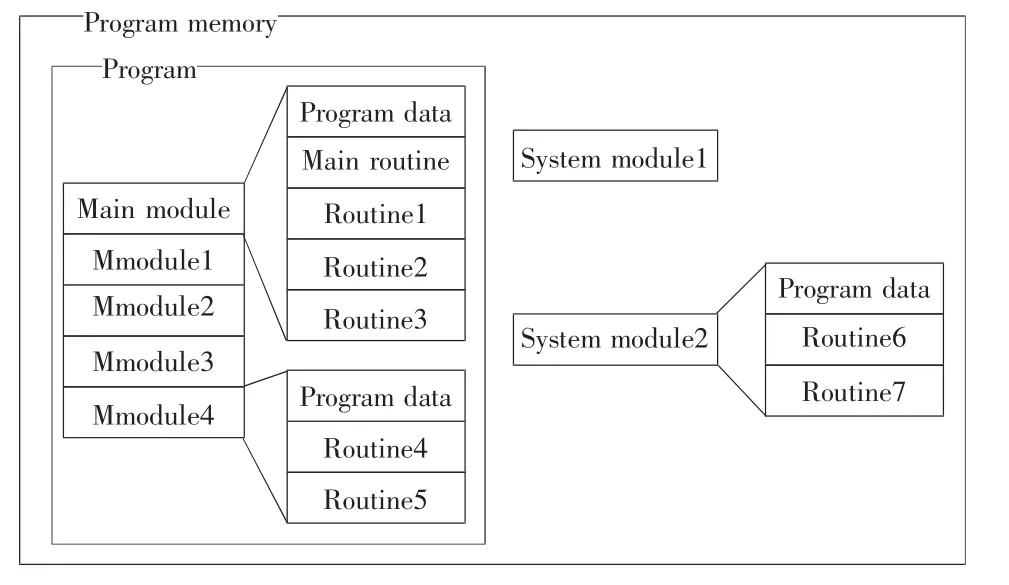
图1 应用程序结构
程序是由三个不同部分组成:一个主程序、若干个子程序(例行程序)、程序数据。除此之外,程序储存器还包括系统模块。USER模块与BASE模块在机器人冷启动后自动生成。当加载一个程序时,此程序会代替当前内存中的程序。加载程序后,主程序会自动显示,并且指针在主程序第一行。例行程序由不同的语句组成,如运动指令,等待指令等。每句指令又由不同的变量组成,变量视他们自己的类型,可改变或省略。程序数据存储例行程序完成不同动作所需的数据,达到实现机器人各种各样的工作要求。
1.2 整体浸涂砂芯实现
当组芯转台完成组芯工作,经由变频器自动控制到定位工位,红处线识别检测传送给PLC处理,发过ABB机器人准许取芯信号。IRC5机器人控制进行接收并处理,调用取芯子程序驱动机器人执行机构工作。在砂芯浸涂工作完成后,扫描表干炉允许放芯信号,一旦表干炉自动上料工位料盘完全定位ABB机器人迅速执行放芯动作,并回到原始位,为下一浸涂工作准备。
1.2.1 机器人取芯
机器人取芯过程是一个从空载过度到负载的过程,严格来说又是全程带负载工作的。只是从砂芯的角度来衡量,便于我们更好的区分机器人在整个浸涂的明晰可辩。根据目前的各种砂芯情况,分成走点的方式来处理。首先通过diReqPick变量取得组芯转台请求抓取砂芯的信号,调整自身姿态分三个点到达砂芯位置,不同的砂芯确定对中基准同时转动外轴,使夹具的每个榫头对准砂芯的定位孔并进行锁定工作。利用电磁阀控制气缸运动,是否夹到砂芯,由CheckGripStatus负责判断,一旦得到确认,就会对此砂芯如重心等数据读入。为下一步的托起等系列动作做好准备,直至行进到浸涂区域,等待下一子程序的调用 。
具体程序过程:
PROC rPickSand()
ActUnit M7;(开启第 7 轴)
MoveJ pPrePickSand,v800,z50,tGripper;(作关节轴运动到TCP点R50mm目标位置)
MoveL pInPickSand10,v800,z50,tGripper;(作线性运动到TCP点R50mm目标位置)
MoveL pPickSand,v100,fine,tGripper;(作线性运动到TCP达到目标点,并速度降为零)
DeactUnit M7;(关闭第 7 轴)
GripAction 1,1;(推动1#气缸对砂芯进行夹紧)
WaitTime 2;(等待 2Second)
CheckGripStatus 1,1,10;(砂芯夹紧检测)
GripLoad loadSand;(加载砂芯数据)
MoveL Offs (pPickSand,4,0,32),v10,fine,tGripper;(精确pPickSand点3轴偏差量)
MoveL Offs(pPickSand,0,-300,500),v100,fine,tGripper;(精确pPickSand点3轴偏差量)
ActUnit M7;(开启第 7 轴)
MoveJ pOutPickSand10,v200,z10,tGripper;(作关节轴运动到TCP点R10mm目标位置)
ENDPROC
1.2.2 砂芯浸涂
这是一个很关键的步骤,程序的优劣直接影响到砂芯浸涂的品质,不但要考虑砂芯的结构、复杂程度,还要顾及浸涂的位置、停顿。而甩去多余涂料用的时间最多,要求不能有涂料堆积。做到这一点,特点在于很好应用了虚拟程序这一编程技巧。第1步紧接取芯后动作把砂芯搬到涂料池上方;第2步垂直线性运动平稳控制砂芯下降,使刚刚泡过液面,马上拉起来,让砂芯表面留下一层均匀的涂层;第3步转动外轴,利用WaitTime虚拟程序把砂芯内腔多余涂料甩出。同时给放置砂芯调整好放置面,为下一放芯工作做好准备。
具体程序过程:
PROC rSoakSand()
ActUnit M7; (开启第7轴)
MoveJ pPreSoakSand,v500,z50,tGripper; ( 作关节轴运动到TCP点R50mm目标位置)
DeactUnit M7;(关闭第 7 轴)
MoveL pSoakSand,v150,fine,tGripper;(作线性运动到并速度降为零,砂芯浸涂目标位置)
MoveL pOutSoakSand10,v200,z50,tGripper;(作关节轴运动到TCP点R50mm目标位置)
ActUnit M7;(开启第 7 轴)
MoveABSJ pSoakSand10,JogSpeed1,z15,tGripper;(外轴运动到目标位置)
WaitTime 6;(等待 6 s)
MoveABSJ pSoakSand20,JogSpeed1,z15,tGripper;(外轴运动到目标位置)
WaitTime 6;(等待 6 s)
MoveABSJ pSoakSand30,JogSpeed1,z30,tGripper;(外轴运动到目标位置)
DeactUnit M7;(关闭第 7 轴)
ENDPROC
1.2.3 放置砂芯
根据下一道工序的下芯情况,把砂芯作进一步的调整,可防止砂的受到托盘的挤压,减少废品的出现。表干炉托盘四个定位夹紧后,发给机器人允许放芯信号,通过diEn_PlaceSand接收放芯指令,机器人1~5轴作关节运动,采用函数offs,反馈一个参变量,精确运行到放芯点pPlaceSand之上20mm,与托盘水平。再以缓慢的V10速度安全放置砂芯,释放夹具,快速返回原点pOutPlaceSand40,完成整个砂芯浸涂过程。随后等待下一个取芯指令,周而复始的循环工作。
具体程序过程:
PROC rPlaceSand()
ActUnit M7;(开启第7轴)
MoveJ pPrePlaceSand,v300,z50,tGripper;(作线性运动到TCP点R50mm目标位置)
DeactUnit M7;(关闭第 7 轴)
MoveJ Offs(pPlaceSand,0,0,20),v300,z10,tGripper;(精确pPickSand点3轴偏差量)
MoveL pPlaceSand,v10,fine,tGripper;(砂芯放芯目标位置)
GripAction 1,0;(推动 1#气缸对砂芯进行释放)
CheckGripStatus 1,0,10;(夹具释放检测)
WaitTime 2;(等待 2 s)
GripLoad loadEmpty;(加载空载数据)
MoveL pOutPlaceSand10,v500,z10,tGripper;(作线性运动到TCP点R10mm目标位置)
MoveL pOutPlaceSand20,v800,z50,tGripper;(作线性运动到TCP点R50mm目标位置)
MoveJ pOutPlaceSand30,v800,z50,tGripper;(作关节轴运动到TCP点R50mm目标位置)
MoveJ pOutPlaceSand40,v800,z50,tGripper;(作关节轴运动到TCP点R50mm目标位置)
ENDPROC
2 使用效果
目前在我厂利用ABB机器人整体浸涂,从缸体类、轴箱类到缸盖类逐渐铺开,形成多品种,覆盖广的整体浸涂。减少了造型组芯工序、减少清理工序的工作量、节约了涂料使用量、效率有了大幅提升、环境也有明显改善,特别是在获取砂芯涂层的方面,可以根据工艺要求和下道工序铸型质量反馈进行柔性调整,达到最佳效果。
3 结束语
如今铸造行业在加快自动化进程,国内外大量应用PLC可编程控制技术、变频控制技术、比例阀控制技术、编码器定位、司服控制等,不断满足社会日益发展的需要。机器人的普遍使用给企业带来了诸多的好处,地位和作用无可替代,是衡量一个企业先进性的重要指标,也必将给铸造领域不管是品质上还是管理上带来新的变革。
猜你喜欢
数学物理学报(2022年4期)2022-08-22
中学生数理化·高一版(2021年2期)2021-03-19
临床骨科杂志(2020年6期)2020-12-31
人大建设(2019年12期)2019-05-21
中央民族大学学报(自然科学版)(2018年3期)2018-11-09
卷宗(2018年14期)2018-06-29
瞭望东方周刊(2017年42期)2017-12-05
环球时报(2017-03-30)2017-03-30
中国卫生标准管理(2015年24期)2016-01-14
安徽医科大学学报(2015年9期)2015-12-16
