258机组环形加热炉夹钳液压系统改造
2010-01-04 06:51:58刘瑞王怀民潘志广天津钢管集团股份有限公司轧管一部天津300301
天津冶金 2010年1期
刘瑞 王怀民 潘志广(天津钢管集团股份有限公司轧管一部,天津 300301)
258机组环形加热炉夹钳液压系统改造
刘瑞 王怀民 潘志广(天津钢管集团股份有限公司轧管一部,天津 300301)
针对钢管公司258机组环形加热炉装料夹钳升降液压系统的缺陷,分析了装料夹钳的升降液压回路的工作过程,提出了改进方案。改进后在比例阀进口、出口增加压力补偿器,改善了夹钳的运动平稳性,延长了四连杆机构中轴承的使用寿命,效果良好。
加热炉 夹钳 液压系统 比例阀 压力补偿器 流量 改造
1 前言
环形炉的作用是将待轧制管坯加热到1 260℃~1 300℃,使管坯达到能够轧制的高温状态。在加热时,先由装料夹钳夹起管坯送入环形炉内,管坯伴随加热炉加热转动一周后,被出料夹钳夹出放到出炉拨叉上。夹钳的上下运动靠液压缸驱动,以实现管坯的上升、下降、前进和后退动作,其动作的准确性与管坯在炉中的定位密切相关。针对天津钢管集团公司258机组环形炉夹钳升降液压系统存在的设计缺陷,对其液压系统做了改进,取得了良好效果。
2 夹钳结构和工作方式
夹钳升降驱动为液压带动——连杆机构,结构示意图如图1所示。
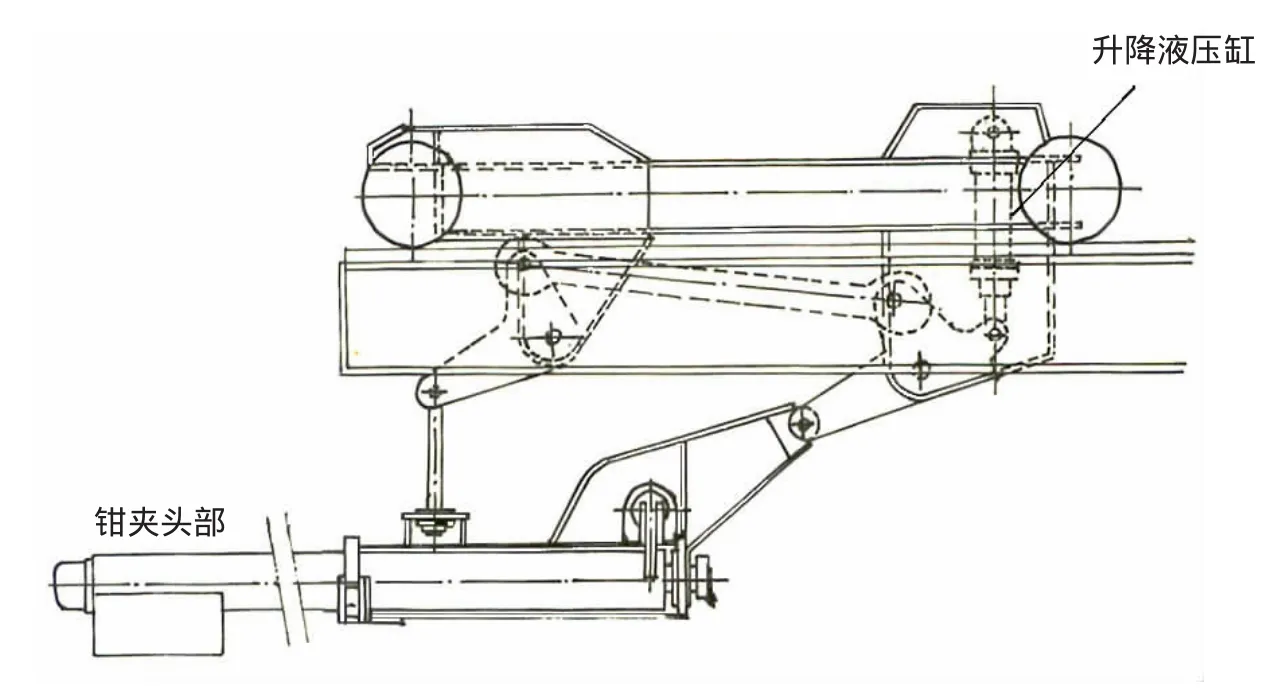
图1 装、出料机械手机械结构示意图
在工作中,夹钳的头部要夹住管坯送入环形加热炉内,而液压缸和四连杆都要留在炉外,只有比较长的夹钳才能满足使用要求。由于夹钳和四联杆较长及其自身有弹性,再加上管坯1.5~3 t自重,使夹钳的上升和下降运动出现不稳定,产生较大的振动,导致经常损坏四连杆机构中的轴承。因此,需要改造夹钳升降液压回路解决动作不稳定的问题。
原始设计控制升降缸的液压原理如图2。比例阀换向阀1控制液压缸上下和速度快慢运动,液控单向阀2控制夹钳带料在高位时防止由于自重下滑,电磁阀3是控制液控单向阀2的开合。
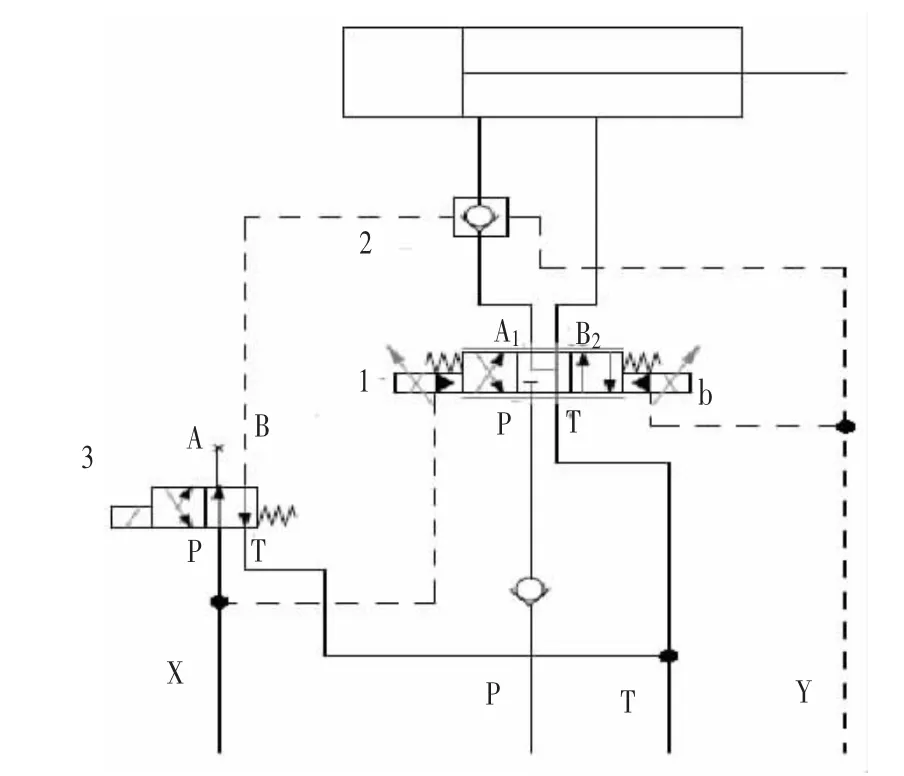
图2 升降缸液压原理
3 故障分析和技改措施
3.1 故障分析
从图2中可以看出,液压缸的速度控制完全靠比例阀1来控制。但比例阀只能通过电信号线形控制阀的开口度(即通流截面积),根据薄壁孔口流量计算公式[1]:

式中:qv——流量(m3/s);
μ——流量系数;
A——孔口面积(m2);
△p——孔口前后压差(Pa);
ρ——流体的密度(kg/m3)。
从薄壁孔口流量公式可以得出:对比例阀控制的回路,流量系数μ、流体的密度ρ是一定的。也就是说流量qv与孔口面积A和孔口前后压差△p平方根都成正比关系。所以比例阀前后的压差对流量控制非常关键。同时,通过液压缸的受力公式可知:

式中:P进——液压缸进口压力;
S1————液压缸进油腔面积;
P出——液压缸出口压力;
S2——液压缸出油腔面积;
F负——液压缸负载力。
当公式(2)成立时,液压缸应该匀速前进或者静止不动;当P进S1>P出S2+F负时,液压缸加速前进;当P进S1<P出S2+F,液压缸应该静止不动或者减速。
对于装出料夹钳上升和下降运动时,液压缸负载力发生很大的变化,特别是在液压缸下降过程中,液压缸的负载力完成为负数,这时P进S1远远大于P出S2+F负的力,液压缸速度很难控制,最终导致夹钳振动大,速度失控。要想使速度稳定,要使公式(2)成立,可通过控制液压缸出口压力P出,来控制夹钳上升下降的速度。
要想使夹钳动作稳定,可以通过控制比例阀1前后的压差△p和控制液压缸出口压力P出,来控制夹钳上升下降的速度。
3.2 夹钳运动稳定性的技改方案
在比例阀1下面,增加进口压力补偿器和出口压力补偿器(俗称平衡阀)型号分别为ZDC16和SCA16。
3.2.1 在比例阀下面增加进口压力补偿器
从薄壁孔口流量公式(1)可知,流量与孔口面积A和孔口前后压差△p平方根都成正比关系。比例阀的给定电压或者电流决定了比例阀的开口度,也就是孔口面积A。
比例阀的开口度可通过电信号控制。但要想得到一定的流量,比例阀前后的压差△P必须为恒定。而进口压力补偿器就起到了这种作用,△P压差公式如下:

式中:P1——比例阀入口压力(Pa);
P2——比例阀出口压力(Pa)。
比例阀出口压力P2决定于负载压力和回油压力,在夹钳作上下运动时,一会重载一会空载,而且上升是正负载,下降是负负载。P2是不断变化的。要想得到准确的△P,P1也必须随着P2变化而变化。
图3是进口压力补偿器的原理图[2]。进口压力补偿器相当于特殊的减压阀,减压阀的出口接P1,减压阀的泄漏油口接P2。根据减压阀的工作原理,P1的压力等于P2的压力加上弹簧设定压力。当P2压力随着负载压力变化时,ZDC阀会根据P2的变化,对减压阀出口P1的压力做出调整,始终保持P1、P2的压差不变。
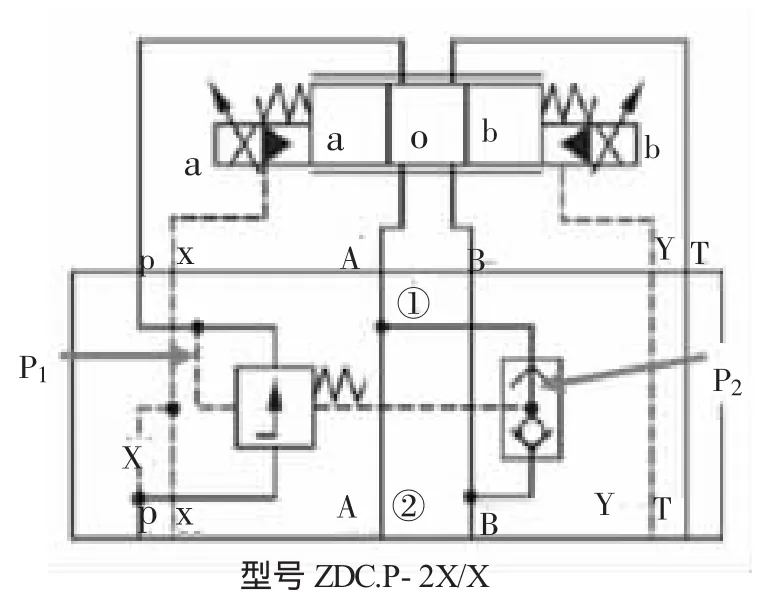
图3 进口压力补偿器原理图
比例阀可以准确地控制通流节面积,进口压力补偿器可以准确地控制比例阀进出口的压差。所以两着的结合能够精确的控制回路流量。
3.2.2 在比例阀下面增加出口压力补偿器(俗称平衡阀)
虽然比例阀和进口压力补偿器结合一起,可以很好地控制流量,但是对于出现负负载的回路,还是容易出现速度失控。因为比例阀和进口压力补偿器流量控制,主要还是入口节流控制。当负载严重时,液压缸被动运动,从比例阀提供的流量不够,出现吸空现象,这时速度完全失控。为了避免这种现象。我们选用一种出口压力补偿器,型号为SCA16平衡阀,可以很好地控制回油压力,其工作原理如图4所示。
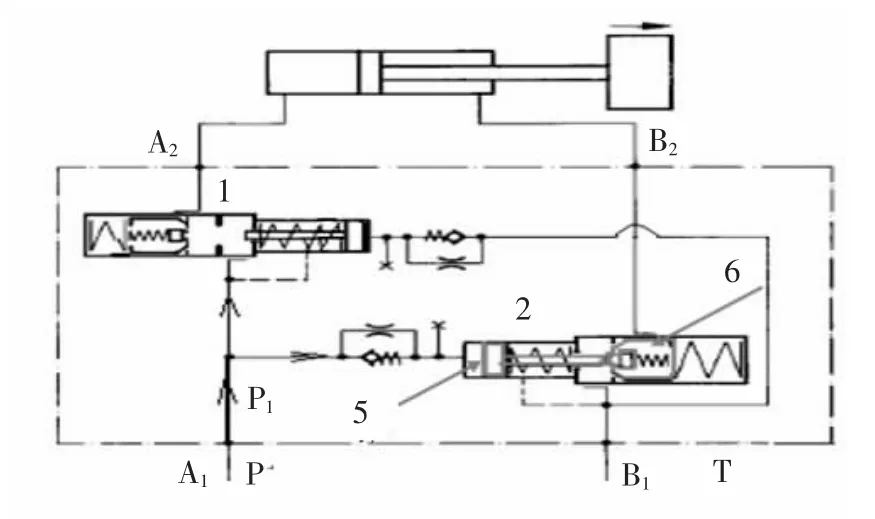
图4 平衡阀工作原理
压力油从A1进入后,将1#平衡阀打开,由于负载和回油的压力作用,在液压缸无杆腔建立起压力,压力P1推动2#平衡阀打开,液压缸有杆腔的油液通过2#平衡阀的阀口流回油箱,同时在B2端建立背压P2。
P1、P2和弹簧在2#平衡阀内建立一种平衡,使阀口开度随负载变化不断变化来保证液压缸运行平稳。当出现负负载时,液压缸动作瞬间加快,压力油口A1供油不足,P1会瞬间降低,这时2#平衡阀阀芯会在弹簧力的作用下,阀芯向左运动,阀口开口度变小,则背压P2会升高,对执行动作起制动作用,防止执行动作失控现象。反之,当P2升得过高,液压缸回油压力增加,由于P1决定于负载和回油压力,这时P1压力升高,把2#平衡阀阀芯再次打开。2#平衡阀的口开度随负载变化不断变化来保证液压缸运行平稳,避免动作失控。
平衡阀还可以起到液压锁的作用,当A1和B1压为零时,1#和2#平衡阀阀芯会关闭,可以保证液压缸两个腔的油液不泄漏,执行机构不会因自身重力作用而下滑。
4 技改效果
改造前压力曲线见图5,从图5中可以看出,在夹钳下降过程中,下降速度比较快,而且在快到位时,出现回油压力冲击大的现象(高达19 MPa),在夹钳下降过程中速度控制不稳定,振动过大,经常损坏四连杆机构中的轴承。
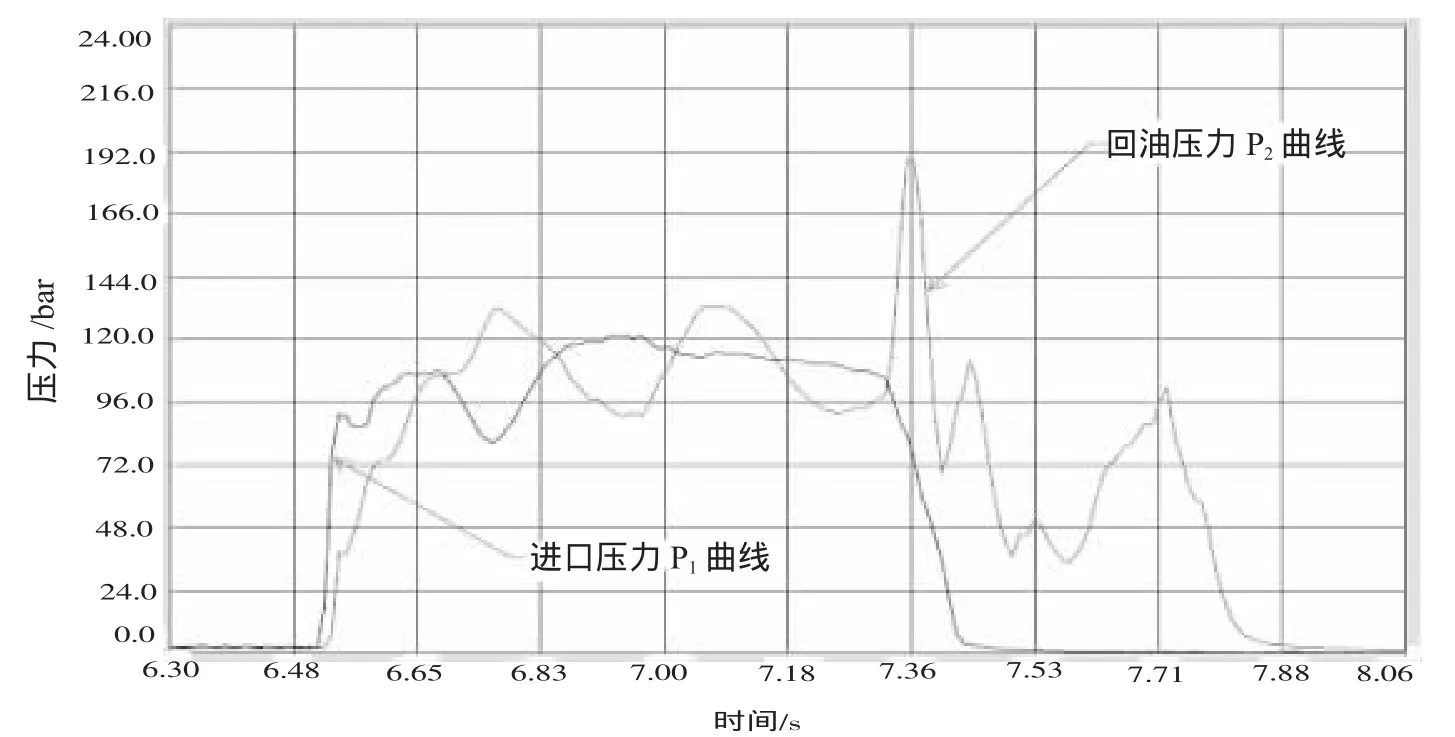
图5 改造前夹钳下降压力曲线图
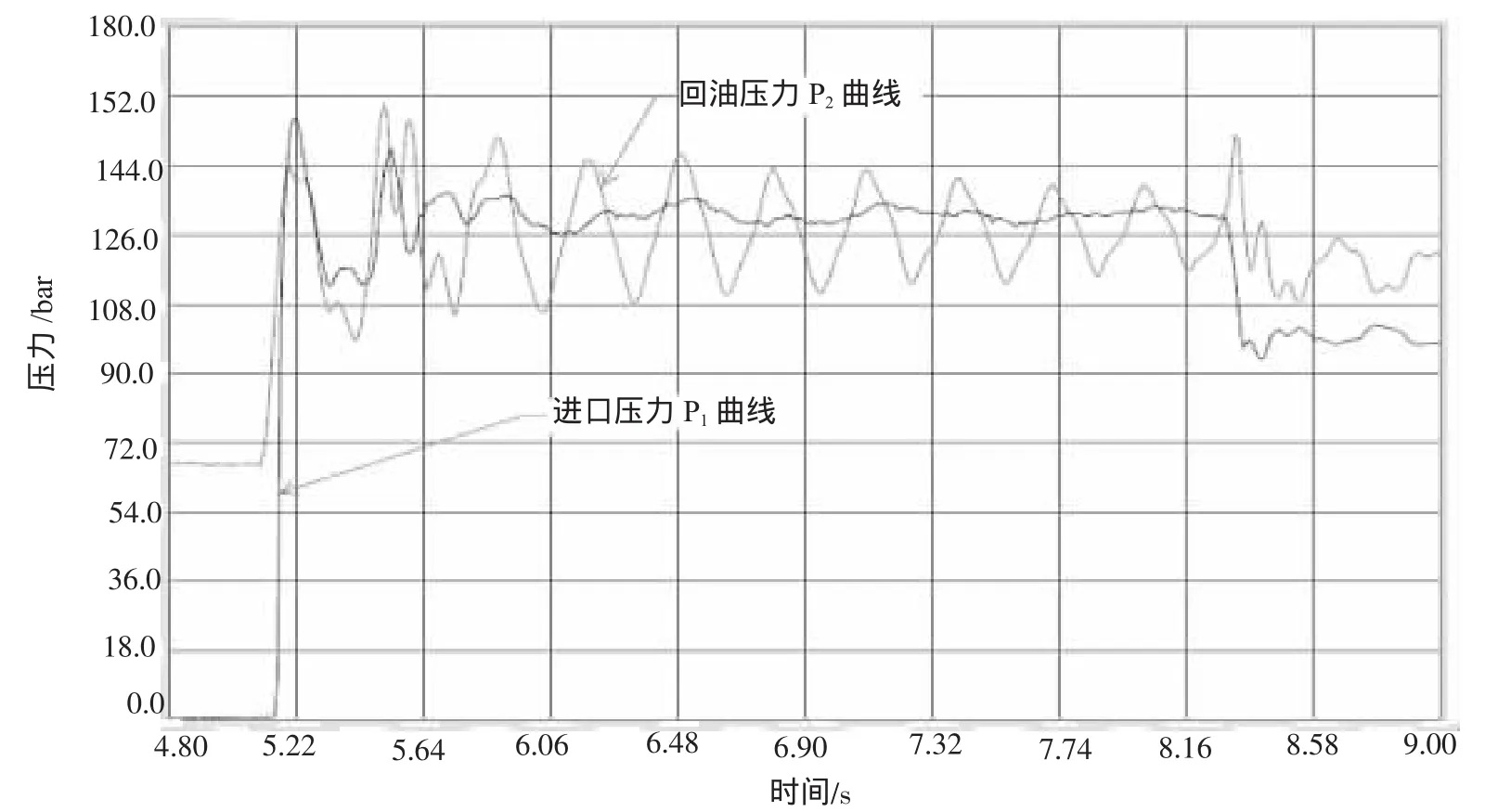
图6 改造后夹钳升降缸降压力曲线图
通过使用进口的压力补偿器和平衡阀,改造夹钳的液压系统,改善了夹钳的运动平稳性。图6是改造后液压缸两腔的压力曲线。从图6中可以看出回油压力P2,一会高一会低,来回振荡。说明了图4中的2#平衡阀阀芯不停地打开和关闭,通过调节背压控制夹钳下降速度,从而避免夹钳在下降过程中,由于负负载过大导致速度失控的现象。夹钳改造后动作稳定,四连杆机构中的轴承使用寿命得到延长。
5 结论
5.1 通过这次改造,夹钳在后期使用过程中,运动很平稳,四连杆机构轴承使用寿命得到了延长,应该说这次改造非常成功。可以通过改变液压回路设计,达到提高机械设备工作的稳定性。
5.2 通过液压缸两腔的压力曲线分析,可以知道液压缸的动作情况。通过压力曲线可以把液压缸机械动作和液压控制回路很好地联系起来,更好对设备进行受力分析。
5.3 进口节流压力补偿器和比例阀相结合,可以实现准确地流量控制。出口节流压力补偿器和比例阀结合成出口流量控制回路来控制正载荷和负载荷。这三种阀有机地结合,可以广范地应用于现在液压系统中,特别是负载变化比较大、执行动作速度要求高的液压回路。
[1]机械设计手册联合编写组.机械设计手册下册[M].北京:石油化学工业出版社,1978.103~115.
[2]曹玉平、阎祥安.液压传动与控制[M].天津:天津大学出版社,2007.19~40.
Modification of Hydraulic System of Charging Clamp for 258 Train Ring Furnace
Liu Rui,Wang Huaimin,Pan Zhiguang
In an effort to address the defect of lifting hydraulic system of charging clamp of ring furnace for 258 Train,Tianjin Pipe Cooperation,the authors analyze the working process of lifting hydraulic circuit for charging clamp and propose modification plan.Pressure compensators are added at the intake and outtake of the proportional valve.Consequently,the clamp running stability is improved and the service life of the bearing at four-bar linkage is prolonged,giving good effect.
reheat furnace,clamp,hydraulic system, proportional valve,pressure compensator,flow rate, modification
(收稿 2009-8-26责编赵实鸣)
刘瑞,男,毕业于湖北工业大学,工程师,毕业后一直从事液压技术工作。
猜你喜欢
锻造与冲压(2024年5期)2024-03-27 08:01:08
中国军转民(2022年8期)2022-05-16 09:08:26
锻压装备与制造技术(2022年1期)2022-03-24 13:22:58
钛工业进展(2021年1期)2021-03-13 05:41:30
露天采矿技术(2021年1期)2021-03-07 07:56:14
装备制造技术(2020年2期)2020-12-14 03:09:36
建筑机械(2020年7期)2020-08-05 10:09:22
装备制造技术(2019年8期)2019-10-23 07:29:14
制造技术与机床(2018年11期)2018-11-23 01:08:04
汽车文摘(2017年2期)2017-12-04 16:12:57