
钢丝挡圈成形工装
2009-10-26 09:35乔建苹
新媒体研究 2009年13期
乔建苹
中图分类号:TU-8文献标识码:A文章编号:1671-7597(2009)0710084-01
我们公司是以生产液压缸为主的单位,我们的液压缸零部件中有如图1所示的零件需我们加工,我们一直采取手工围成,很难保证要求的直径,而且生产效率相当低,后来我们自行设计了一种专门制作钢丝挡圈的工装,其原理图如下图1所示:
图1
一、工装的工作原理与结构
该工装采用两个滚轮,成形轮Ⅰ装在铣床的主轴上,成形轮Ⅱ用轴3与固定座5装在一起,并可通过轴承3绕轴6自由转动。固定座可用T形螺栓4紧固在铣床工作台的T形槽中如图2所示。
图2
1.成形轮Ⅰ;2.成形轮Ⅱ;3.轴承;4.T形螺栓;5.固定座;6.轴;7.铣床轴;8.键。
二、夹具主要件成形轮的设计制造
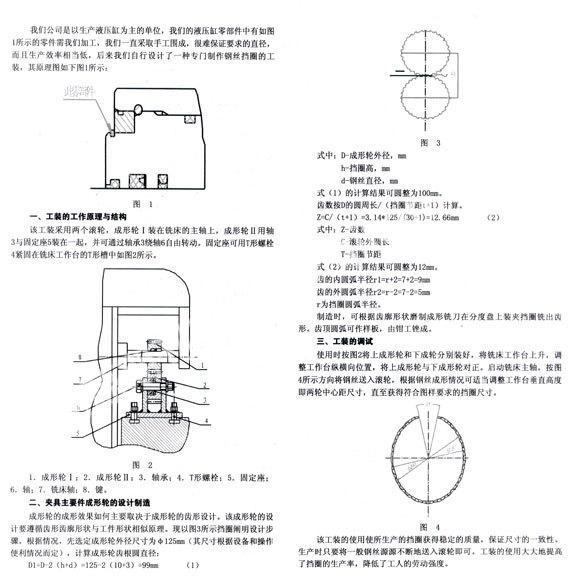
成形轮的成形效果如何主要取决于成形轮的齿形设计。该成形轮的设计要遵循齿形齿廓形状与工件形状相似原理。现以图3所示挡圈阐明设计步骤。根据情况,先选定成形轮外径尺寸为φ125mm(其尺寸根据设备和操作便利情况而定),计算成形轮齿根圆直径:
D1=D-2(h+d)=125-2(10+3)=99mm(1)
图3
式中:D-成形轮外径,mm
h-挡圈高,mm
d-钢丝直径,mm
式(1)的计算结果可圆整为100mm。
齿数按D的圆周长/(挡圈节距t+1)计算。
Z=C/(t+1)=3.14*125/(30+1)=12.66mm(2)
式中:Z-齿数
C-滚轮外圆长
T-挡圈节距
式(2)的计算结果可圆整为12mm。
齿的内圆弧半径r1=r+2=7+2=9mm
齿的外圆弧半径r2=r-2=7-2=5mm
r为挡圈圆弧半径。
制造时,可根据齿廓形状磨制成形铣刀在分度盘上装夹挡圈铣出齿形。齿顶圆弧可作样板,由钳工锉成。
三、工装的调试
使用时按图2将上成形轮和下成轮分别装好,将铣床工作台上升,调整工作台纵横向位置,将上成形轮与下成形轮对正。启动铣床主轴,按图4所示方向将钢丝送入滚轮,根据钢丝成形情况可适当调整工作台垂直高度即两轮中心距尺寸,直至获得符合图样要求的挡圈尺寸。
图4
该工装的使用使所生产的挡圈获得稳定的质量,保证尺寸的一致性。生产时只要将一般钢丝源源不断地送入滚轮即可。工装的使用大大地提高了挡圈的生产率,降低了工人的劳动强度。
猜你喜欢
学苑创造·B版(2020年5期)2020-07-06
学苑创造·B版(2019年4期)2019-05-09
知识文库(2018年7期)2018-05-14
阅读(中年级)(2016年11期)2017-01-23
科技创新导报(2016年4期)2016-11-19
科技视界(2016年12期)2016-05-25
发明与创新·中学生(2015年7期)2015-07-08
环球时报(2015-06-11)2015-06-11
西安交通大学学报(2009年5期)2009-06-23
中学生数理化·教与学(2008年8期)2008-11-04
