
双丝焊技术的发展前景与焊接缺陷预防
2009-10-12 04:27胡伟
企业技术开发·中旬刊 2009年3期
胡 伟
摘要:船舶工业市场向我国周边转移时,运用新技术是能否抓住市场份额的关键,双丝焊技术是一种新的焊接技术,该技术在船舶工业中拥有广大的发展前景,但也存在相关问题,需要采取各种措施来防止焊接缺陷。
关键词:船舶工业 双丝焊接 焊接缺陷
中图分类号:TG441文献标识码:A文章编号:1006-8937(2009)03-0085-02
船舶焊接技术是船舶工业的关键工艺技术之一,大力推进高效焊接技术,加快焊接技术改造步伐,努力将相对资源优势转化为科技竞争优势,促进船舶产业进步和产业升级。否则,将不但难以实现船舶工业振兴的宏伟发展计划,甚至会出现我国现有的国际市场份额都难以维持的严峻局面。中国的造船能力和市场份额有明显增长,并将成为世界造船格局演变的重要推动力量。我国造船业发展的一个重要特点是;中外合资与外方独资的造船企业发展迅猛,并形成了与中国船舶工业、中国船舶重工这两大集团公司“三分天下”的格局。
由于船厂的产品特点是多品种、小批量,产品结构和材料变化频繁。近年来,随着转换为现代造船模式,大力推进区域造船法,使船舶焊接技术也发生了较大的变化,其中比较突出的是一些重点骨干船厂先后都引进了国外先进的平面分段装焊流水线,采用了拼板工位多丝埋弧自动焊单面焊双面成形新工艺、新装备。其焊接范围可分别用于5-20mm和10-35mm的船用板材的对接拼板,同时在按区域造船的理论指导下,对船体的平面分段构架的装焊也采用了半自动或自动气保护角焊工艺,使焊接效率大大提高。
随着我国船舶事业的不断发展,造船产量在大幅度的增长,以及船厂建造的船型在不断的增多,造船用钢的趋势也悄悄的发生了改变:低合金高强钢的需求将大幅度的增加,造船用钢板的规格增大等,这将给自动化拼板增加一定的难度。首先,由于船舶的大型化,专业化使得低合金高强钢的需求大幅增加。因为普通造船用钢强度低,在建造大型船舶时就必须增加板厚。这样不仅增大制造过程中加工焊接的难度和成本,又增加了船舶的自重,减少载重量;其次,船舶大型化引发了船板使用规格大型化的趋势,预计最大的船用钢板规格将达到:长22.5 m宽4.5 m厚40 mm。低合金高强钢和中厚板高效焊接的问题将也是每一个船厂焊接部门必须面临的课题。
近几年来国内的造船企业相继引进了多条平面分段流水线,在船厂的生产中发挥了较大的作用。平面分段流水线主要用于钢板平面组装阶段的船体平行中体外板,双层底板,顶板,甲板隔壁等的拼板对接焊,以及相应结构的焊接。但是也由于种种原因从目前的国内的几大船厂引进的平面流水线来看,成功的几乎很少。首先,焊接材料必须依靠进口,由于一般引进的设备都是大型高效装备,因此采用的都是大线能量高速焊接等技术工艺。国内虽然有部分焊材可以代替进口用于引进设备使用,但对韧性指标要求高或是特殊场合的焊材仍以进口为主;其次,由于一般引进的设备都是大线能量技术工艺,这就对高强钢的焊接不太适应,热输入大,产生变形和组织性能等问题;国内许多船厂引进的平面分段流水线中FCB单面焊拼板焊接工位由于坡口留根,间隙一致性差等问题导致焊缝反面成型不均匀,有时甚至不成型,增加返修工作量,对厚度≥35mm的钢板焊接接头的某些性能不能较好的满足要求。
如何提高焊接工艺的生产效率是焊接技术人员目前急需解决的课题。焊接生产效率的提高主要有两个方面:一是薄板焊接时焊接速度的提高,二是中、厚板焊接时熔敷效率的提高。
双丝焊工艺焊接2~3mm薄板时,焊接速度可达6m/min;焊接8mm以上厚板时,熔敷效率可达24kg/h,在焊接要求控制热输入的低合金高强度钢等材料时是替代埋弧焊的最佳工艺。该工艺可以焊接碳钢、低合金钢、不锈钢、铝等各种金属材料,是一种高速高效、应用广泛的先进焊接技术。
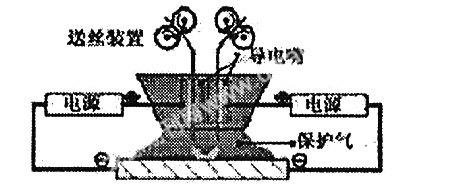
双丝焊技术将两根焊丝按一定的角度放在一个特别设计的焊枪里,两根焊丝分别由各自的电源供电,所有的参数都可以彼此独立,这样可以最佳地控制电弧。与其它双丝焊技术相比,不仅可以提高熔敷速度,大大提高焊接效率,而且改善了焊缝质量,减少了飞溅物。
标准配置:2 台微机控制的数字化焊接电源,2 条 联接电缆,2 台双送丝机或 1 个双送丝装置,2 条 焊枪电缆,1 支 TANDEM 焊枪,1 套焊枪夹持和行走机构。
该系统可与自动化专机或焊接机器人配套使用。两个送丝机通过两根送丝管分别将两根焊丝送进焊枪中两个独立的导电嘴,在双电弧中被熔化,形成一个熔池。
双丝焊的工艺特点:
(1)高性能焊机,100%暂载率时的焊接电流1000A,脉冲电流1500A。
(2)数字化双脉冲电源,可编程,连接PC机、打印机。
(3)每根焊丝的送丝速度可达30m/min,可大大提高熔敷效率和焊接速度。规范参数可单独设定,材质、直径也可不相同。
(4)在熔敷效率增加时,保持较低的热输入。
(5)电弧稳定,熔滴过渡受控;焊接变形小,飞溅小。
(6)焊接数据监控和管理。
(7)使用标准气体,耗气量少。
(8)使用范围广,生产率高。
双丝焊能满足船厂分段拼板技术要求:
(1)一次焊透20-40mm厚的钢板,单面焊双面成型,反面成型美观,焊缝能满足船检的要求;
(2)厚度低于16mm(含16mm)的不用开坡口;
(3)焊接速度:厚20mm的1m/min以上,厚16mm的1.2m-1.5m/min之间;
(4)能同样适用低合金高强钢的高速焊接;
(5)焊接变形控制要求焊后不需要校正;
(6)能用铜衬垫或陶瓷衬垫;
(7)组对时间隙精度允许有2mm的误差。
可见,双丝焊技术能满足船舶工业的技术要求,具有良好的发展前景。但是在使用中也会产生焊接缺陷,那么如何防止呢?我们只有通过焊接缺陷的成因来分析。
船舶焊接缺陷种类很多,按其位置不同,可分为外部缺陷和内部缺陷。常见缺陷有气孔、夹渣、焊接裂纹、未焊透、未熔合、焊缝外形尺寸和形状不符合要求、咬边、焊瘤、弧坑等。
1气孔
气孔是指在焊接时,熔池中的气泡在凝固时未能逸出而形成的空穴。产生气孔的主要原因有:坡口边缘不清洁,有水份、油污和锈迹;焊条或焊剂未按规定进行焙烘,焊芯锈蚀或药皮变质、剥落等。此外,焊丝焊接时,电弧过长,焊接速度过快;电压过高等,都易在焊接过程中产生气孔。由于气孔的存在,使焊缝的有效截面减小,过大的气孔会降低焊缝的强度,破坏焊缝金属的致密性。预防产生气孔的办法是:选择合适的焊接电流和焊接速度,认真清理坡口边缘水份、油污和锈迹。严格按规定保管、清理和焙烘焊接材料。不使用变质焊丝,应选用合适的焊接工艺参数,特别是薄板自动焊,焊接速度应尽可能小些。
2 夹渣
夹渣就是残留在焊缝中的熔渣。夹渣也会降低焊缝的强度和致密性。产生夹渣的原因主要是焊缝边缘有氧割或碳弧气刨残留的熔渣;坡口角度或焊接电流太小,或焊接速度过快。进行自动焊时,焊丝偏离焊缝中心,也易形成夹渣。防止产生夹渣的措施是:正确选取坡口尺寸,认真清理坡口边缘,选用合适的焊接电流和焊接速度,运丝摆动要适当。多层焊时,应仔细观察坡口两侧熔化情况,每一焊层都要认真清理焊渣。封底焊渣应彻底清除,自动焊要注意防止焊偏。
3 咬边
焊缝边缘留下的凹陷,称为咬边。产生咬边的原因是由于焊接电流过大、运条速度快、电弧拉得太长或焊接角度不当等。自动焊的焊接速度过快或焊机轨道不平等原因,都会造成焊件被熔化去一定深度,而填充金属又未能及时填满而造成咬边。咬边减小了母材接头的工作截面,从而在咬边处造成应力集中,故在重要的结构或受动载荷结构中,一般是不允许咬边存在的,或到咬边深度有所限制。防止产生咬边的办法是:选择合适的焊接电流和运丝手法,随时注意控制焊接角度和电弧长度;自动焊工艺参数要合适,特别要注意焊接速度不宜过高,焊机轨道要平整。
4 未焊透、未熔合
焊接时,接头根部未完全熔透的现象,称为未焊透;在焊件与焊缝金属或焊缝层间有局部未熔透现象,称为未熔合。未焊透或未熔合是一种比较严重的缺陷,由于未焊透或未熔合,焊缝会出现间断或突变,焊缝强度大大降低,甚至引起裂纹。因此,在船体的重要结构部分均不允许存在未焊透、未熔合的情况。未焊透和未熔合的产生原因是焊件装配间隙或坡口角度太小、钝边太厚、直径不对、电流过小、速度太快及电弧过长等。焊件坡口表面氧化膜、油污等没有清除干净,或在焊接时该处流入熔渣妨碍了金属之间的熔合或运丝手法不当,电弧偏在坡口一边等原因,都会造成边缘不熔合。防止未焊透或未熔合的方法是正确选取坡口尺寸,合理选用焊接电流和速度,坡口表面氧化皮和油污要清除干净;封底焊清根要彻底,运丝摆动要适当,密切注意坡口两侧的熔合情况。
5 焊接裂纹
焊接裂纹是一种非常严重的缺陷。结构的破坏多从裂纹处开始,在焊接过程中要采取一切必要的措施防止出现裂纹,在焊接后要采用各种方法检查有无裂纹。一经发现裂纹,应彻底清除,然后给予修补。
焊接裂纹有热裂纹、冷裂纹。焊缝金属由液态到固态的结晶过程中产生的裂纹称为热裂纹,其特征是焊后立即可见,且多发生在焊缝中心,沿焊缝长度方向分布。热裂纹的裂口多数贯穿表面,呈现氧化色彩,裂纹末端略呈圆形。产生热裂纹的原因是焊接熔池中存有低熔点杂质(如FeS等)。双丝焊采用气体保护,该裂纹不会产生。
焊缝金属在冷却过程或冷却以后,在母材或母材与焊缝交界的熔合线上产生的裂纹称为冷裂纹。这类裂纹有可能在焊后立即出现,也有可能在焊后几小时、几天甚至更长时间才出现。冷裂纹产生的主要原因为:在焊接热循环的作用下,热影响区生成了淬硬组织;焊缝中存在有过量的扩散氢,且具有浓集的条件;接头承受有较大的拘束应力。防止产生冷裂纹的措施有:选用低氢型焊条,减少焊缝中扩散氢的含量;严格遵守焊接材料的保管、烘焙、使用制度,谨防受潮;仔细清理坡口边缘的油污、水份和锈迹,减少氢的来源;根据材料等级、碳当量、构件厚度、施焊环境等,选择合理的焊接工艺参数和线能量,如焊前预热、焊后缓冷,采取多层多道焊接,控制一定的层间温度等;紧急后热处理,以去氢、消除内应力和淬硬组织回火,改善接头韧性;采用合理的施焊程序,采用分段退焊法等,以减少焊接应力。
6 其他缺陷
焊接中还常见到一些焊瘤、弧坑及焊缝外形尺寸和形状上的缺陷。产生焊瘤的主要原因是运条不均,造成熔池温度过高,液态金属凝固缓慢下坠,因而在焊缝表面形成金属瘤。立、仰焊时,采用过大的焊接电流和弧长,也有可能出现焊瘤。产生弧坑的原因是熄弧时间过短,或焊接突然中断,或焊接薄板时电流过大等。焊缝表面存在焊瘤影响美观,并易造成表面夹渣;弧坑常伴有裂纹和气孔,严重削弱焊接强度。防止产生焊瘤的主要措施严格控制熔池温度,立、仰焊时,焊接电流应比平焊小10-15%。防止产生弧坑的主要措施是采用合理的焊接参数。
参考文献:
[1] 魏占静,李少农,韩金明.刮板机中部槽TANDEM双丝焊工艺研究与应用[J].机械工人,2006,(1).
[2] 宗颖.加快我国船舶焊接机械化、自动化的发展步伐.MM现代制造[J].现代焊接工程,2006,(6).
[3] 船舶用钢呈现三大发展趋势[J].中国海洋产业-船舶,2006,(5).
猜你喜欢
水上消防(2022年1期)2022-06-16
中国修船(2021年6期)2021-12-29
中国水运(2017年9期)2017-09-15
中国水运(2017年1期)2017-02-27
西安工程大学学报(2016年2期)2016-06-05
北极光(2016年2期)2016-04-29
科学家(2015年12期)2016-01-20
船舶标准化工程师(2016年4期)2016-01-02
中国高新技术企业(2014年24期)2014-12-23
