基于变频调速技术的染整机械同步控制研究
2009-09-05 04:10蔡朝宾
中小企业管理与科技·下旬刊 2009年2期
蔡朝宾
摘要:纺织行业自动化连续生产的要求之一是实现印染机械的高精度同步控制,本论文针对传统的同步控制方案在实际应用中暴露出来的问题,采用了全数字式变频调速同步控制方案,分析了该控制方案的结构组成及其工作原理,并在此基础上给出了该同步控制系统的软硬件设计方案,以及对PID同步控制算法进行了分析,对于实现印染机械的高精度同步控制,从理论和实践上都具有一定的借鉴和指导意义。
关键词:染整机械 变频调速 同步控制
0 引言
自动化连续生产是现代生产加工工艺的主要特点,印染机械在体积、重量和长度等方面都比较大,通常是由单元机组成联合机,形成生产流水线,进行高速度、高效率及一体化的生产,因此对印染机械电气控制的可靠性、经济性、调速比与同步性能提出了较高的要求。随着现代电力电子技术的飞速发展,交流变频技术的日趋完善,国内外大量盒式变频器的生产,为分电源交流变频调速系统在多单元染整联合机的应用提供了方便。这种染整联合机的每个单元由一台电动机拖动,各台电机分别由一台变频器调速驱动,构成多单元同步传动系统,一般取整机中容量较大,或工艺核心部位为主令单元,工作时,需要多大的运行速度,由主令单元决定和调整;生产过程中,要求各单元电动机协调同步,使织物保持恒定的张力和线速度,同时根据织物及工艺的不同,调整整个联合机的速度及各单元间的转速比。为此,对于多目标的染整机械之间的同步控制,成为了影响染整机械工作质量和运行状态的关键因素之一。本研究课题正是基于此,研究了基于变频调速技术的全数字式同步控制系统。
1 同步控制方案
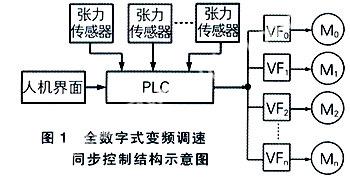
传统的同步方案,有模拟同步控制方案和数模结合同步控制方案。模拟同步控制方案尽管控制结构简单,但是实现起来成本较高,同时同步控制的精度不高;而数模结合同步控制方案虽然同步控制精度有所提高,但是由于数字信号与模拟信号在转换传输上的时差,因而在同步控制方面还是不尽如人意,难以实现复杂的在线算法与控制方案,即使采用反馈补偿控制算法,又间接增加了控制系统的成本,因此,在这样的情况下,全数字式变频调试同步控制方案得到了广泛的关注和研究。本研究课题所采用的同步控制方案也正是采用全数字式变频调速同步控制方案。新一代变频器内部普遍采用全数字化的控制方式,并提供一个内置RS-485串行通信接口,以便于构成全数字式的控制系统。全数字式同步控制系统框图如图1所示。人机界面(或者监控计算机)、变频器均通过RS-485接口与PLC的通信模块连接,由人机界面实现发送控制信息、设定运行参数以及读取运行状态的作用;数字测速部件采用张力传感器对染整机械的工作状态进行实时监测,通过对各同步控制单元中张力松紧状态的采集,将被测的传感物理量送至PLC的高速脉冲计数输入单元,PLC将采集到的各单元实时转速与设定运行参数综合,按既定的同步控制策略进行运算和控制,转换为各单元的电机的运行速度设定值,再通过RS-485总线写入变频器执行,最终通过变频器实现调速、达到同步控制的目的。由于PLC直接通过数字通信模式,按照一定采样周期进行信息的输入、处理和输出,简化了系统外围模块,缩短了控制周期,同时提高了在线检测、运算和驱动能力,控制精度和工作可靠性也进一步提高;另外,可以通过通信接口将变频器相关参数量如(电流、转速、频率等)读到人机界面上,供操作人员监视,并可根据实际情况做出相应的判断和调整,使机器的操作更加简便、直观,系统运行参数的设定也可以通过远程通信实现,从而降低操作故障,减少劳动力的投入,是一种值得推广的高精度同步控制方案。
2 基于变频调速的同步控制系统分析
2.1 同步控制系统工作原理及过程 基于变频调速技术的同步控制系统的工作原理及工作过程,相对传统的同步控制方案,实现起来较为简单,虽然成本较高,但是控制精度高,能够实现无人值守,后期运行维护任务简单,因此仍然具有很突出的优势。针对多台印染机械同步控制的需求,对相关参数进行状态监测,可以设置传感器进行状态监测,由传感器将运行状态参数采集并输送到下位机PLC中,在PLC控制器内部实现相关的控制算法,并生成相应的控制决策,最后在数字量输出口输出需要变频调整的印染机械的调速频率,通过RS485将该调速频率写进对应机械的控制变频器内,由变频器改变输出频率实现对电机的无极调速,进而达到对印染机械调速、实现同步控制的目的。
2.2 PID同步控制的实现 这里我们重点分析带PID回路调节器的PLC控制方式。在该方式中,变频器的作用是为电动机提供可变频率的电源,实现电动机的无级调速,传感器的任务是检测当前染整机械的线张力、松弛或张紧状态等;以张力PID控制算法为例进行分析,张力设定信号和张力反馈信号输入可编程控制器后,经可编程控制器内部PID控制程序的计算,输送给变频器一个频率控制信号;还有一种办法是将张力设定信号和张力反馈信号送入PID回路调节器,由后者进行运算后,输给变频器一个频率控制信号。一般有两种方法实现带PID回路调节器的PLC控制。由于变频器的频率控制信号是由可编程控制器或PID回路调节器给出的,所以对可编程控制器来讲,既要有模拟量输入接口,又要有模拟量输出接口,而带模拟量输入/输出接口的可编程控制器价格很高,这无形中就增加了设备的成本。若采用带有模拟量输入/数字量输出的可编程控制器,则要在可编程控制器的数字量输出端口另接一块PWM调制板,将可编程控制器输出的数字量信号转变为模拟量。从PID控制的稳定性和可靠性角度考虑,采用带模拟量输入/输出接口的可编程控制器为宜,但从控制系统的成本考虑,则采用第二种实现方式最佳,因此应当根据系统的控制精度及可靠性要求,以及可控成本,综合考虑决定采用那种实现方式。变频调速就是根据当前染整机械的张力情况、松弛或张紧状态,以及其他传感参数,由控制中心决定哪台染整机械处于不同步状态,根据该台染整机械的相关状态参数及其反馈参数,结合其他染整机械的控制状态,经过PID控制算法,给出该染整机械的调速方案,并由中心PLC输出一个控制频率到该染整机械的变频器上,通过RS-485输入该调整频率,通过变频器实现最终的同步控制调整。
3 结语
印染机械同步控制系统采用变频控制方式时,系统可根据实际设定的同步控制精度,以及结合传感器的状态监测参数,自动实现高精度的多台印染机械的同步控制,提高了生产效率,采用组态远程监控使系统处于可靠运行的状态;另一方面,采用PLC作为控制器,硬件结构简单,成本低,系统能够实现电机无级调速,依据运行速度、控制精度等参数的变化自动调节系统的运行参数,以满足同步生产的需求,该系统很适于在纺织行业部门大力推广。
参考文献:
[1]施火泉.一种高精度的多单元传动同步控制方法[J].江南大学学报.2002.1(3):244-245.
[2]朱垂堂.交流变频调速在印染设备上的应用[J].变频器世界.2002.6(8):41-42.
[3]马秀琴,石荣荣,尹海欣.印染联合机速差同步控制系统设计[J].印染.2004.(6):26-27.
[4]陈振翼.电力拖动自动化控制系统[M].北京:中国纺织出版社.1992.
猜你喜欢
制造技术与机床(2017年2期)2017-05-04
东方教育(2016年14期)2017-01-16
科学与财富(2016年18期)2016-12-22
科学与财富(2016年15期)2016-11-24
浙江大学学报(工学版)(2016年11期)2016-06-05
制造技术与机床(2015年10期)2015-04-09
舰船科学技术(2015年8期)2015-02-27
航天返回与遥感(2014年5期)2014-07-31
郑州大学学报(理学版)(2013年2期)2013-03-11