质量管理小组标准化活动在电力标签发行质量提升中的应用
2025-01-23 00:00:00夏立佳平爱军许振华
中国标准化 2025年1期
关键词:质量提升

摘 要:以电力柔性RFID电子标签发行质量提升为例,充分发挥质量管理小组的作用,在成立质量管理小组后,依据质量管理小组创新型活动程序,通过选择课题、设定目标及目标可行性论证、提出方案并确定最佳方案、制定对策、对策实施、效果检查、标准化、总结和下一步打算共计八个步骤,对项目需求进行系统研究论证,在项目执行过程中进行应用,达到了产品质量提升的目的。本文采用的标准化活动流程,对其他项目的研究、论证、实施具有重要的指导作用,可以采用质量管理小组标准化活动的方式对重要技术研发和实施难点开展攻克。
关键词:质量管理小组,标准化活动,电力标签发行,质量提升
DOI编码:10.3969/j.issn.1002-5944.2025.01.030
0 引 言
质量管理(QC)小组活动是重要的质量管理手段之一,通过组员的共同努力,发现和解决生产过程中的问题,实现持续改进和优质服务,提高产品和服务的质量水平[1]。电力标签发行质量提升QC小组由生产、研发、服务及管理工作岗位的员工自愿结合,围绕质量管理要求和现场存在的问题,运用质量管理理论和科学的工作方法,以改进工作质量、降低消耗、改善环境、提高员工的综合素质为目的开展活动。
1 QC小组基本情况
1.1 QC小组成立
根据电力柔性RFID电子标签发行问题组建活动小组,明确小组名称、成立时间、小组人数、活动时间等内容,确定课题类型为创新型QC小组活动,提出“精益求精、质量创新”的活动口号,激发员工活动热情和创新活力,确定活动周期(9个月),活动次数(10次),小组人数(10人)。
1.2 QC小组活动
以电力柔性RFID电子标签发行质量提升为例,针对发行作业中发行速度慢、误检率高的问题,对现有工艺不足进行分析,通过广泛借鉴相关案例提出了项目总体方案。逐步制定分级方案并进行多种方案的测试比选,形成了最佳方案,制定了相应对策并进行实施,对实施后的效果进行了测试验证,达到项目目标,提升了发行速度,降低了质量控制难度,使发行质量更加稳定可靠。
2 QC小组在质量提升中的标准化活动
2.1 选择课题
2.1.1 需求分析
为提升电力柔性RFID电子标签质量,缩短发行生产周期,小组分析电力柔性RFID电子标签生产工艺流程,对现有工艺技术、生产周期进行了统计,找出“单工位发行”工序为整个生产周期的瓶颈,需研制一种新型的在线发行设备满足需求。
2.1.2 借鉴技术
通过关键词查询文献资料及行业内外的技术交流,分析技术优点和不足之处,进行了3个方面的借鉴:一是行业内批量在线发行检测系统,实现了热转印及发行工序的一体化生产,可以消除工序流转时间,但对产品外观质量缺少必要的检验手段,易出现批量性质量问题。二是现有同类产品电力实物ID发行设备(型号HG-S)具有OCR视觉检测装置,可通过OCR视觉检测识别系统自动读取被检测产品的资产码和条形码(或者二维码)、识别打印缺陷、测量尺寸等,可作为产品外观自动化检验的经验借鉴,需要重新开发系统集成工具。三是现有多工位卡片发行设备(型号HPX5000),其中关于多工位读写器并行通信的方案可以大幅缩短发行周期,但无外部检测工位,无法识别卡片表面打印问题。
2.1.3 创新思路
通过对借鉴文献和自身经验的分析,启发QC小组,最终提出创新思路,如图1所示。
2.2 设定目标及目标可行性论证
提升电力柔性RFID电子标签发行质量,缩短生产周期,为课题的主要目的,确定课题目标为发行检验合格率100%,单卷柔性RFID电子标签生产周期不超过40分钟。QC小组根据借鉴的相关数据,分别对热转印打标、OCR视觉检测、多工位发行检验技术,进行理论推演、模拟试验,依据事实和数据进行定量分析与判断,确定满足实际需求,论证课题目标可行。
2.3 提出方案并确定最佳方案
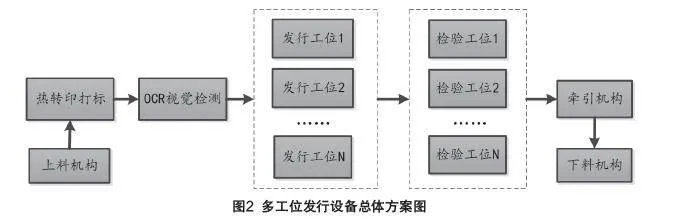
Q C小组借鉴批量发行检测系统的设计与实现,关于一体化框架设计并结合设备结构进行了设备初期的方案分析,借鉴现有电力实物ID发行设备中OCR视觉检测装置相关经验以及借鉴现有多工位卡片发行设备的平行排列方案,小组提出了多工位在线发行设备的总体方案,如图2所示。
小组在确定了多工位在线发行设备的总体方案之后,结合设备特点和借鉴方案内容,充分发挥创新意识,提出分级方案并从9个方面进行逐一评价和比选,评价和比选基于现场测量、试验和调查分析的事实和数据,目的是找出可以实施的最佳方案。
2.3.1 上下料张紧机构设计
单轨设备的上卷机构存在上料卷轴与电力柔性RFID电子标签的内卷纸筒嵌套太紧,操作员在上下料时容易将内卷卷芯与电子标签剥离,从而导致将标签拉坏。此外,上卷机构在牵引机构拉动过程中,容易出现拉力过大导致电子标签盘过紧,引起牵引机构打滑,易造成电子标签在运动过程中出现位置偏移。根据上述问题,QC小组的设备工程师对相关功能参数进行优化设计,基于电力柔性RFID电子标签内卷尺寸为φ80 mm。QC小组通过调研现有设备的卷轴方案进行分析,提出了实心圆卷轴、膨胀型张紧机构、弹簧圈卷轴三种卷轴张紧机构设计方案,调查评估标签内卷安装效果,发现膨胀型张紧机构安装便捷容易上下料,并且张紧后摩擦力适中(大于50 N),不容易打滑。
2.3.2 上下料导向装置设计
导向机构弧度设计基于柔性RFID电子标签料卷尺寸,电子标签料卷内径尺寸为φ80 mm,因此导向机构外圆直径不小于φ80 mm。根据经验及案例分析,QC小组的设备工程师提出了实心圆轴、空心带轴承圆轴、圆弧轨道三种方案并分别进行模拟测试,测试结果空心带轴承圆轴导向装置电子标签料带上料顺畅,摩擦力较小,兼容多款产品尺寸,牵引机构拉动不易偏移(小于15 N),因此导向装置选用空心带轴承圆轴导向机构方案。
2.3.3 热转印打标打印方案比选
QC小组调研了较为成熟的电子标签热转印打印装置,集合电力柔性RFID电子标签特性,做了详细的对比分析。QC小组调查分析打印参数,包括打印宽度需大于100 mm,适应标签厚度范围在0.5~2mm,最大打印速度需大于6英寸/秒,打印定位精度应不超过0.4 mm,打印效果稳定可靠,根据综合分析和打印实操测试,最终选择分辨率、打印速度、经济性、定位精度和介质厚度等方面均表现优异的打印300DPI型装置。
2.3.4 视觉检测比选
根据电力柔性RFID电子标签工艺标准和质量检验标准,分析实际生产中出现的打标不良标签。视觉检测需要满足可检测标签字码偏移要求,检测精度不小于0.1 mm;可检测打印字码不清晰、断笔、脏污不良项;自动识别读取字码,并与打印原始数据进行比对,像素不低于1000万DPI,识别速度不小于5张/秒;当出现外观不良或数据错误后,设备需有暂停并报警提示功能。QC小组与视觉检测供应商进行方案沟通,对样品进行试验测试,分析比较技术方案可行性,确定选用相机分辨率、实际像素精度、光源照射角度、光照均匀性好,并且可用于基底和线路板定位、晶片部件检查等的HK-01视觉检测方案。
2.3.5 发行检验工位数量比选
小组根据上下料、热转印打标、视觉检测速度等条件进行分析,排布了多工位的工序时间表,并从工序间产能匹配方面进行调查评估。基于打印机设备生产速度需在4473枚/小时以上,在与打标工序匹配度上,QC小组选用三组发行工位时热转印速度与发行速度一致,设备运行流畅。如QC小组选用四组发行工位时,虽发行周期短,但由于热转速度无法有效匹配,导致生产效率较低,且成本高,最终QC小组确定选用三组发行工位方案。
2.3.6 发行检验屏蔽装置设计
电力柔性RFID电子标签是一种无源电子标签,所以电子标签中芯片和存储器工作所需要的能量均由读写器提供。读写器与电子标签之间的通信通过电磁耦合原理来实现的,电子标签的能量由读写器线圈天线通过电磁耦合而产生。由于磁场分布等问题,多工位之间容易出现串读等相互干扰问题,因此需要设计电磁屏蔽装置。因电子标签间距、天线间距较近,在发行检验过程中串读、干扰的风险较高,所以做好天线处的屏蔽对生产良率至关重要。QC小组设计了长条形、宽幅屏蔽装置,窄条形屏蔽装置,长条形、窄幅屏蔽装置3种不同的电磁屏蔽装置,并分别进行了模拟试验,最终选择长条形、窄幅屏蔽装置方案。
2.3.7 发行检验中心频点设计
由于多工位之间同时写入容易存在相互干扰问题,QC小组根据读写器中心频点频率,设计了两种读写器频率方案:
(1)统一中心频点频率:三组读写器设置统一的频率,设置频率为920.125 MHz;
(2)不同中心频点频率:三组读写器选用不同频率设置,设置范围为920.125~924.375 MHz。
并对以上两种方案进行了测试验证,小组分别用两种不同的频率设计模式进行小批量测试,统计发行检验不良率。经过测试分析,选用不同中心频点频率设计方案不良率明显较低,因此选用不同中心频点频率设置模式。
2.3.8 牵引机构步进方案设计
三工位发行天线的牵引机构步进方案决定了整个设备的运行顺畅度,牵引机构需满足连续性发行需要,QC小组经过分析设计了两种步进方案:
(1)单次步进3个标签距离步进方案;
(2)1-1-1-9步进距离循环步进方案,即先单次步进1个标签距离,步进3次后,再连续步进9个标签距离,循环步进。
小组对以上两种步进方案进行试验论证,同时考虑步进控制OCR视觉检测系统及标签打印系统匹配性,最终选择了单次步进3个标签距离的步进方案。
2.4 制定对策
小组根据5W1H原则制定了对策表,将选定的可实施的具体方案逐项纳入对策表,明确目标、措施及实施计划。
上下料张紧机构选用膨胀型张紧机构,设计膨胀型卷轴张紧机构结构,根据图纸加工制作,检查并测量对应的尺寸。上下料导向装置选用空心带轴承卷轴导向装置,设计上料机构结构,以满足导向装置不低于设备高度1/2目标,根据图纸进行加工、检查、验收。
热转印打标选用300DPI型打印装置,确定打印装置与上位机通信协议,编写程序实现在线打印。
视觉检测选用HK-01方案,采购对应相机和光源,系统集成调试,验证应用效果。
发行检验工位数选用三组发行工位,设计三组发行工位结构并测试发行周期。屏蔽装置设计方面选用长条形、窄幅屏蔽装置,设计天线屏蔽装置,安装调试,并进行串读验证。中心频点频设计,选用不同中心频点频率设计,编写上位机软件设置读写器频率并进行测试。
牵引机构步进方案选用单次步进3个标签距离步进设计,设计牵引机构整体结构,安装并进行牵引效果测试。
最后进行整机组装测试,设备整机及外形设计,各机械部分安装调试,设备程序运行调试。
2.5 对策实施
QC小组按照制定的对策逐条实施,每条对策实施后,确认相应的目标完成情况。
上下料张紧机构采用膨胀型张紧机构,QC小组设计模型组件进行加工制作,运用气缸控制开合的膨胀型卷轴张紧机构,制作后进行组件测量、组装调试,实测卷轴收缩尺寸74.98 mm,卷轴膨胀后尺寸80.04 mm,满足卷轴收缩尺寸(75±1)mm,卷轴膨胀后尺寸(80±0.5)mm的实施目标。上下料导向装置采用空心带轴承结构,小组的结构设计工程师对上料机构结构进行设计,确定导向装置导向轴在发检设备上部高于设备1/2位置,并设计了导向装置尺寸φ(80±0.5)mm的导向轴结构,制作后导向装置为φ80.03 mm,满足实施目标要求。
热转印打标选用300DPI型打印装置,QC小组采购了相应打印装置,通过工控机调用软件接口,确定打印机与上位机通信协议,编写程序实现打印机数据的传输和在线打印功能。小组对打印模板进行配置,编写打标控制软件,通过打印机信号输出,由PLC编程实现打印机的启停控制。小组测试打印装置效果,打印数据调用正确,在线打印正确率100%,满足实施目标要求。
视觉检测选用HK- 01型方案,由于电力柔性RFID电子标签为白底黑字,因此OCR视觉检测装置相机选择白色光源增强对比度,小组对OCR视觉系统进行集成及软件设置,核查检测正确率,产品检测一次直通率达到100%,满足实施目标要求。
发行检验采用三组发行工位,QC小组设计三组发行工位结构排布,使用模拟软件测试发行周期,三组发行工位的发行周期为38分钟,满足单卷发行周期小于40分钟的实施目标。屏蔽装置采用长条形、窄幅屏蔽装置,小组进行天线屏蔽装置结构设计,选用奥氏体不锈钢材料加工天线屏蔽罩结构,安装调试并进行串读验证,未出现串读情况,满足目标要求。中心频点设计采用不同中心频点频率设计,小组对现有超高频RFID读写器内置功能进行了不同读写器频率设置,基于读写器内置的通信频率,最终确定读写器频率为:读写器1设置频率为920.125 MHz,读写器2设置频率为922.245MHz,读写器3设置频率为924.375 MHz。小组编写上位机软件并进行测试,发行成功率为99.9%,满足实施目标。
牵引机构步进方案设计采用单次步进3个标签距离步进方案,QC小组在原单工位发行设备的伺服电机基础上进行方案设计,并按PLC程序单次步进3个标签距离方案进行编程,设计牵引机构整体结构,安装后对牵引效果进行测试,牵引机构运行顺畅,无错位、偏差、打滑等问题,满足目标要求。
最后进行整机组装测试,QC根据模型图、平面图、原理图进行设备各机械部分安装调试,并进行模拟测试,分析问题并逐一解决。小组进行小批量试产,经测试三工位发行运行周期不超过0.9 S,生产一次良率不低于99.9%,设备运行稳定,满足实施目标要求。
2.6 效果检查
2.6.1 目标验证
为了验证设备实施成效,QC小组申请使用新研制的电力柔性RFID电子标签三工位在线发行设备进行量产,审批后,生产部门集中安排了操作人员,使用设备对量产的电力柔性RFID电子标签产品进行了连续10批次的批量生产测试,并进行了设备运行生产周期和良率的统计。结果显示,电力柔性RFID电子标签三工位在线发行设备缺陷检出率100%,单卷(2500枚)生产周期为38分钟,达到小组设定的课题活动目标(40分钟以内)。
2.6.2 效益分析
经济效益方面,QC小组邀请财务人员进行经济效益核算,自设备投入批量使用开始,计算项目跟踪期,电力柔性RFID电子标签单卷发行生产周期从145分钟降低至38分钟,生产周期提升380%,单枚生产加工费用降低75%,同时热转印工序与发行工序合并减少作业人员,节约了人工成本,取得了良好的经济效益。
社会效益方面,电力柔性RFID电子标签发行检验首次引入了OCR视觉检测技术,杜绝了批量性产品外观质量问题发生,使产品质量更加稳定可靠,提升客户满意度。通过三工位在线发行设备的研制,可以大幅提升生产效率,降低企业成本,具有广泛的借鉴价值。
2.7 标准化
1)小组将研制成果资料及设计图纸进行存档备案,编写发布了标准化文件。
2)小组对电力柔性RFID电子标签设备的操作及维修人员进行了相应的标准化培训。通过培训,相关人员掌握了三工位在线发行设备的操作、点检、保养和维修方法。
3)小组对标准化效果进行验证,对操作和维修人员工作标准、点检任务、保养任务完成情况进行检查,相关人员均严格按标准执行,标准执行情况良好。
2.8 总结和下一步打算
2.8.1 项目总结
1)小组对研制的柔性RFID电子标签多工位在线发行设备的创新点进行总结,多工位的发行机构,解决了多工位在线发行的信号干扰等问题,在柔性RFID发行设备中尚属首例。
集热转印打标、OCR视觉检测、在线发行于一体化生产模式,实现了全工序的融合,降低了质量控制难度,大幅缩短了生产周期。课题的相关技术申请发明专利已获得授权。
课题创新点可在目前多种RFID的产品中进行应用,对后续设备的升级改善有重大借鉴价值。目前柔性RFID电子标签的在线发行模式作为信息化建设的基础,已经摸索出了集服务器、数据分配、设备在线发行的初步模式,对后续信息化建设奠定了坚实基础。
2)小组对团队和个人的综合素质进行了总结,通过本次QC活动,进一步增强了团队成员凝聚力、计划执行力,提升了运用PCDA工作法、QC工具等解决产品质量问题的能力。在开展QC小组活动的同时,提高了小组成员专业技术能力,为今后更好地开展QC活动打下坚实的基础。
2.8.2 下一步打算
QC小组围绕公司的经营战略和目标,继续开展技术攻关活动,聚焦质量、成本、效率等问题持续有效地开展好质量提升、降本增效工作,以创新的思维不断解决生产过程中的难点问题[2]。由于目前异性电子标签产品市场需求逐渐增加,异性电子标签发行设备受制于定位工装等设计因素影响,批量发行难度大。小组将根据柔性RFID电子标签多工位在线发行设备研制过程中的相关经验,对异性电子标签发行设备进行课题研究。
3 结 语
因质量管理工作须采用系统的管理手段和标准化作业流程来控制和提升质量[3],而质量管理小组活动遵循PDCA循环(Plan,Do,Check,Act),按照设定的标准化操作流程,形成系统的质量改进与质量创新工作程序。本文通过电力柔性RFID电子标签多工位在线发行设备研制的标准化操作,一是解决实际产品的质量问题,提升标签发行效率,降低工程成本,创造更多的经济和社会效益;二是通过标准化活动解决企业生产、服务过程中的质量问题,可以促进企业创新和持续改进,增强企业竞争力;三是以鼓励各岗位员工自主参与质量管理活动的方式,提高员工素质、激发员工积极性和创造性,为其他企业质量改进和质量创新提供参考。
参考文献
[1]中国质量协会.质量管理小组活动准则:T/CAQ 10201—2020[S].2020.
[2]电力质量管理小组活动评价准则:T/CEC 500—2021[S].2021.
[3]舒艳丽.QC小组标准化作业在工程质量提升中的应用——以航道工程为例[J].中国标准化,2024(5):140-145.
作者简介
夏立佳,硕士研究生,高级工程师,研究方向为卓越绩效与质量管理提升与标准化。
平爱军,本科,高级工程师,研究方向为工业工程设施规划与设计及标准化。
许振华,本科,高级工程师,研究方向为工业工程设施规划与设计及标准化。
(责任编辑:袁文静)
猜你喜欢
未来英才(2016年18期)2017-01-05 14:29:41
散文百家·下旬刊(2016年11期)2016-12-28 18:14:05
散文百家·下旬刊(2016年11期)2016-12-28 17:29:55
散文百家·下旬刊(2016年11期)2016-12-28 14:28:55
经营者(2016年19期)2016-12-23 09:56:36
中国高新技术企业(2016年31期)2016-12-22 18:30:36
中国市场(2016年31期)2016-12-19 09:18:02
青年时代(2016年28期)2016-12-08 17:15:13
中国市场(2016年32期)2016-12-06 12:56:28
都市家教·上半月(2016年11期)2016-11-30 12:39:09