
多锭位系统锭位号设置方法研究
2024-11-25 00:00:00管锦文范红勇马叶壮吴迪巴山兴
科技资讯 2024年20期
摘要:针对多锭位系统锭位号的设置方法,从设计原理以及软硬件结合,并从成本、操作、维护等方面说明优化多锭位系统锭位号的设置方法。高效、稳定、简单的设置方法,不仅可以给用户带来简单快捷的操作,还能够有效提高生产效率。另外,锭位系统锭位号设置方法还能够通过控制系统对相关协助设备进行保养和维修,确保设备发生故障后能得到及时修复,提升设备使用寿命。
关键词:多锭位ID生成控制系统设计原理软件设置
中图分类号:TS103.2
ResearchonSpindleNumberSettingMethodofMulti-SpindleSystem
GUANJinwenFANHongyongMAYezhuangWUDiBAShanxing
JingweiTextileMachineryCo.,Ltd.,Beijing,100176China
Abstract:Regardingthespindlenumbersettingmethodofthemulti-spindlesystem,thisarticleexplainsthemethodofoptimizingthespindlenumbersettingofmulti-spindlepositionsystemfromtheperspectivesofdesignprinciples,softwareandhardware,aswellasthecost,operation,maintenance.Throughefficient,stableandsimplesettingmethods,itcannotonlybringuserssimpleandfastoperation,butalsoeffectivelyimproveproductionefficiency.Inaddition,thespindlenumbersettingmethodofthespindlepositionsystemcanalsomaintainandrepairtherelevantauxiliaryequipmentthroughthecontrolsystem,soastoensurethattheequipmentcanberepairedintimeafterfailure,andimprovetheservicelifeoftheequipment.
KeyWords:Multi-spindleposition;IDgeneration;Controlsystem;Designprinciple;Softwaresettings
中国工业自动化智能化发展是近年来国家产业政策的重要方向。根据《“十四五”智能制造发展规划》,我国已经取得了一大批相关的基础研究成果,这些技术的进步为我国的智能制造装备产业体系初步形成提供了支撑,具体表现为新型传感器、智能控制系统、工业机器人和自动化成套生产线等核心技术的逐步成熟。然而,与发达国家相比,我国在智能制造领域仍存在一些差距。这主要体现在智能制造的基础理论和技术体系建设上,进一步推动工业数字化和智能化的发展。
1背景
在工业应用中,往往存在一个控制系统中有多个完全相同的单锭控制板[1],主控系统[2]能够与每个单锭控制板稳定、高效地进行信息交互的必要条件是每个单锭控制板都要有一个独一无二的名字即ID号。由于相同单锭板卡的数量过多,高效、快速、稳定地设置单锭ID号尤其重要。目前多锭位锭位号设置方法主要有两方面:一是从硬件上设置将不同的单锭控制板产生不同的信号;二是通过软件以通信方式下发设置指令再由单锭确认的方式。硬件设置的方式比较成熟但成本高,操作复杂,且不直观,容易出错。软件设置方式操作简单、直观,节约成本但需要较高的编程水平。从整体上看,软件方式及软硬件相结合的方式实际使用得还较少,大部分还是采用硬件拨码的方式,现阶段软件和软件以及软硬件结合的方式正处于探索研究阶段。
2多锭位系统锭位号设置方法
2.1机械拨码
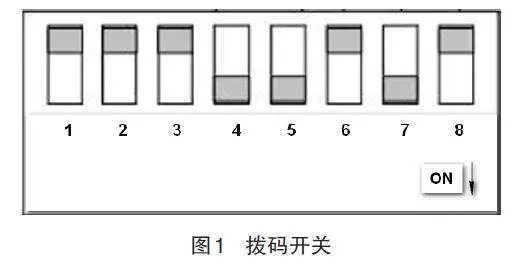
2.1.1拨码开关
如图1所示,拨码开关也被称为DIP开关,是一款常用于程序控制板的ID设置开关。它采用0/1的二进制编码原理,每一个键对应的背面上下各有两个引脚,拨至ON一侧,这两个引脚接通;反之则断开。通过多位二进制开关的通断组合,将多位二进制组合数据传递给控制芯片,芯片通过IO口将接收到的信号进行译码生成对应的ID号。此方式生成的ID号并不需要单锭板卡的铁电存储器进行ID号存储[3]。通过拨码开关设置板卡ID号方式是目前大家所常用的,虽然方便,但需要懂二进制的人进行设置或者要参照ID号与拨码的对应表进行设置,拨码很小,且考虑到安装在有限的空间内,操作过程中非常容易出错,除此之外还有易磨损、非直观、成本高等弊端。
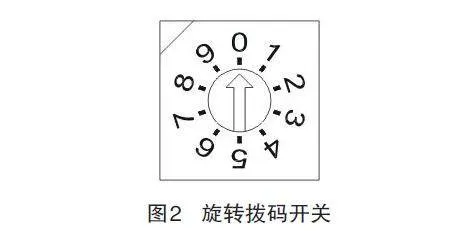
2.1.2旋转拨码
如图2所示,旋转拨码开关原理类似上面的拨码开关,是直接将二进制译码的功能做到硬件里,操作人员不需要懂二进制或者拿着ID对应表进行操作,只需要通过旋转箭头产生0~9不同信号,控制芯片接收到信号生成对应的ID号。与拨码开关相比,旋转拨码更直观,容易操作,但成本更高且箭头指针容易损坏。
综上所述:拨码开关方式设置单锭ID号虽然技术非常稳定操作简单,但操作比较烦琐且存在误操作、设置不直观、成本高等弊端。
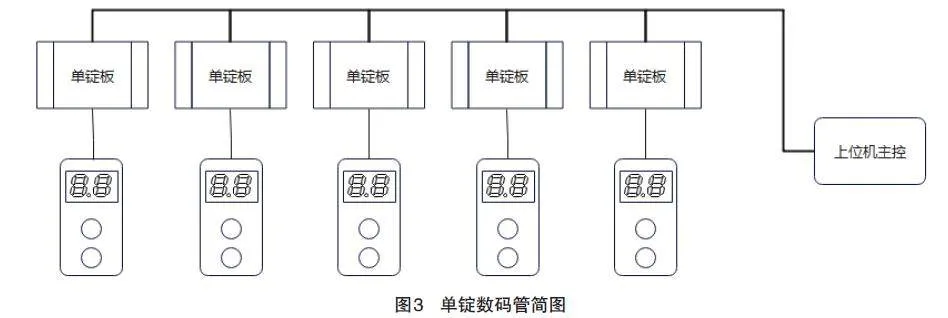
2.2单锭数码管设置
如图3所示,数码显示,多锭位控制系统中有的设备因为要显示状态报警信息等需求会使用数码管,则可以利用数码管和按键以及主控上位机配合设置锭位号上位机通过通信设置单锭号ID模式。在该模式下,在单锭面板上通过向上向下按键改变数码管的显示,数码管上所显示的数字即为ID号。调整到正确的ID号后[4],确定设置,ID号就会保存到当前板卡的铁电存储器中,后面板卡即使重新上电后ID号也会存在。如果在使用中更换某一个单锭板卡,设置方法相同,优点是节约成本设置ID号所使用的硬件都是原来就使用相比原来不增加任何成本,并且非常直观,缺点是需要反复操作。
综上所述:单锭数码管设置方式的优点是节约成本,在原来基础上不增加成本,且相对于硬件设置没有硬件拨码损坏的优势;缺点是需要大量的操作,设置ID效率低。
2.3软件生成ID号
如图4所示,由上位机主控以及多块单锭板卡组成,每块单锭板卡都连接指示灯和操作按钮,通过系统中上位机操作进行ID号设置模式,由主控上位机以CAN[5]通信方式下发1-n依次下发。下发后单锭指示灯提示,点击对应单锭的按钮后指示灯按钮状态改变,并反馈给主控上位机,然后主控上位机进行下一ID号的发送,依次在单锭按钮上进行确定,完成所有ID号的设置。如果需要单独指定设置某个ID号,只需下发后再相应的单锭确定即可,ID号确定后都会存储到自己的铁电存储器中,后期断电重新上电也不会丢失。优点是节约成本,且操作比较简单。
综上所述:优点是操作相对简单,节约成本;缺点是软件编程比较复杂。
2.4软件与IO口结合
如图5所示,由上位机主控以及多块单锭板卡组成,每块单锭板卡都一个输入输出的IO口,主控上位机有一个输出口,主控上位机的输出口接第一个板卡的输入口。第一个板卡的输出口接第二个板卡的输入口依次类推,通过系统中上位机操作进行ID号设置模式,由主控上位机下发,下发后主控上位机输出口的信号传递到第一个单锭板的输入口,此单锭完成ID号设置后将信号输出的自己的输出口传递给下一个单锭板卡,并将设置号的ID信息反馈给主控上位机,依次完成所有单锭ID号的设置。如果需要单独指定设置某个ID号,只需下发相应的ID号后再在相应的单锭面板上确定即可,ID号确定后都会存储到自己的铁电存储器中,后期断电重新上电也不会丢失。优点是节约成本,高效快速,且操作简单。
综上所述:软件与IO结合的方式具有高效快速、稳定、低成本且操作简单等特点。
3结语
本文通过分析多锭位系统锭位号的设置,并且对于总硬件设置和软件设置两个方面进行充分论述,硬件设置的方式技术已经非常成熟,但存在成本高、易损坏、易误操作、不直观等缺点。软件设置方式分为3种,即单锭数码管设置、主控上位机设置单锭人为确定、主控上位机设置单锭自动设置。随着国内自动化、智能化的不断提高,多锭位系统的锭位号设置将被软件设置所取代。
参考文献:
[1]李俊杰.基于智能终端的纺织半制品追溯系统的开发与应用[D].无锡:江南大学,2023.
[2]程慧鹏,杨朝,李加云,等.环锭纺自动管纱锭位追溯系统的研发与应用[J].棉纺织技术,2022,50(3):64-67.
[3]李俊杰,江红霞,刘基宏.基于改进蚁群算法的细纱锭位巡检策略[J/OL].棉纺织技术:1-6[2024-05-28].http://kns.cnki.net/kcms/detail/61.1132.ts.20240123.1906.002.html.
[4]杨越,李静静.锭位管理在加弹生产中的应用[J].天津纺织科技,2021(2):45-47.
[5]刘海初,王兴昌,余松林,等.采棉机摘锭控形控性分析[J].机械制造与自动化,2024,53(2):123-128.
