不同热输入下的船用钢激光MAG电弧复合焊接头冲击性能研究
2024-11-21 00:00:00崔卫杰张得扬赵勇江楠张士栋陈国强秦永辉
江苏科技大学学报(自然科学版) 2024年5期



摘" 要: 采用激光-MAG复合焊焊接8 mm的AH36船用钢T型接头,设计了T型落锤冲击接头的试件尺寸和试验装置,通过落锤冲击试验测试了不同热输入下T型接头落锤冲击性能,同时测量了冲击时的加速度数据,观察分析了角接头的微观组织,对比分析不同热输入下热影响区宽度.研究结果表明:8 mm T型接头落锤冲击临界高度为510 mm.8 mm T型接头落锤冲击试验显示,热输入为10.26 kJ/cm时试件的冲击平均断裂能量为1 813.2 J,热输入8.25 kJ/cm下试件的冲击断裂能量为2 689.1 J,试件冲击断裂能量提升33%.热影响区几何参数对冲击性能影响较大,在允许的工艺参数区间热输入越小T型接头在落锤冲击中吸收的能量更多,抗冲击性能更好.
关键词: 船用钢;T型接头;冲击性能;焊接热输入
中图分类号:TG444+.73""" 文献标志码:B""""" 文章编号:1673-4807(2024)05-039-06
DOI:10.20061/j.issn.1673-4807.2024.05.006
收稿日期: 2023-03-16""" 修回日期: 2021-04-29
基金项目: 江苏省产学研合作项目(BY2020449)
作者简介: 崔卫杰(1996—),男,硕士研究生,研究方向为激光焊接.E-mail:13375423529@163.com
*通信作者: 赵勇(1978—),男,博士,教授,研究方向为激光焊接、搅拌摩擦焊等.E-mail:yongzhao418@just.edu.cn
引文格式: 崔卫杰,张得扬,赵勇,等.不同热输入下的船用钢激光MAG电弧复合焊接头冲击性能研究[J].江苏科技大学学报(自然科学版),202 38(5):39-44.DOI:10.20061/j.issn.1673-4807.2024.05.006.
Study on impact performance of marine steel laser MAG arccomposite welding joint under different heat input
CUI Weijie ZHANG Deyang ZHAO Yong1*,JIANG Nan ZHANG Shidong CHEN Guoqiang QING Yonghui3
(1.School of Materials Science and Engineering, Jiangsu University of Science and Technology, Zhenjiang 212100, China)
(2.China Ship Science Research Center, Wuxi 214000, China)
(3.Jiangsu Yangtze Mitsui Shipbuilding Co. Ltd., Suzhou 215400, China)
Abstract:The 8 mm AH36 marine steel T-joint was welded by laser-MAG composite welding, the specimen size and test device of the T-shaped tensile impact joint were designed, the impact performance of the T-shaped joint under different heat inputs was tested by the drop weight impact test, the acceleration data during impact was measured, the microstructure of the angle joint was observed and analyzed, and the width of the heat affected zone under different heat input was compared and analyzed. The results show that the critical height of the drop weight impact of the 8 mm T-joint is 510 mm. The impact test of the 8 mm T-joint drop weight shows that the average impact fracture energy of the specimen is 1 813.2 J when the heat input is 10.26 kJ/cm, and the impact fracture energy of the specimen is 2 689.1 J under the heat input of 8.25 kJ/cm, and the impact fracture energy of the specimen is increased by 33%. The geometric parameters of the heat-affected zone have a greater influence on the impact performance, and the smaller the heat input in the allowable process parameter interval, the more energy the T-joint absorbs in the drop weight impact and has better impact resistance performance.
Key words:marine steel, T-joint, impact performance, welding heat input
二十一世纪是海洋的世纪,目前随着我国海军装备的建设和国际海运的发展,中国已成为第一造船大国,舰船建造关乎国防安全和国家经济.其中军用船只抗爆抗冲击研究仍然是各个海洋大国关注的重点领域,而焊接工艺对冲击强度影响是研究热点之一[1].舰船建造时,大量钢结构通常由不同厚度的板、型钢焊接而成,接头类型主要为板-板对接接头、板-梁T型接头和L型接头等.舰船在实战中不可避免地会受到冲击载荷(爆炸冲击波、高速破片等)的作用,导致船体结构用钢发生局部大塑性变形甚至遭到破坏[2],接头冲击性能的研究变得至关重要[3-7].
文献[8]使用落锤冲击试验机对对接接头和角接头的抗冲击性能进行研究,研究结果表明在冲击载荷作用后对接件的破坏截面在母材区.当冲击速度相同时,就冲击强度而言,受拉角焊缝高于受剪角焊缝50%左右.文献[9]针对20 mm厚度的船用钢板的对接接头,通过CO2气保护焊得到符合试样尺寸要求的热影响区、母材、焊缝区域的试样,开展试验得到3个区域的动态本构模型,结论得出热影响区为抗冲击性能相对薄弱的区域.
目前国内外研究一般关注对接接头不同工艺下的静态力学性能,鲜有学者开展不同类型接头在动态载荷下的整体结构冲击性能.因此探明冲击载荷作用下接头的变形机理、接头力学响应特性及失效机制,明确焊接接头冲击性能的决定性因素具有十分重要的意义.文中建立焊接接头冲击性能评价方法,旨在对船用钢在不同焊接工艺下的冲击性能展开系统研究,研究目的在于为提高船用钢焊接接头的动态力学性能提供基础数据.
1" 试验
1.1" 试验设备
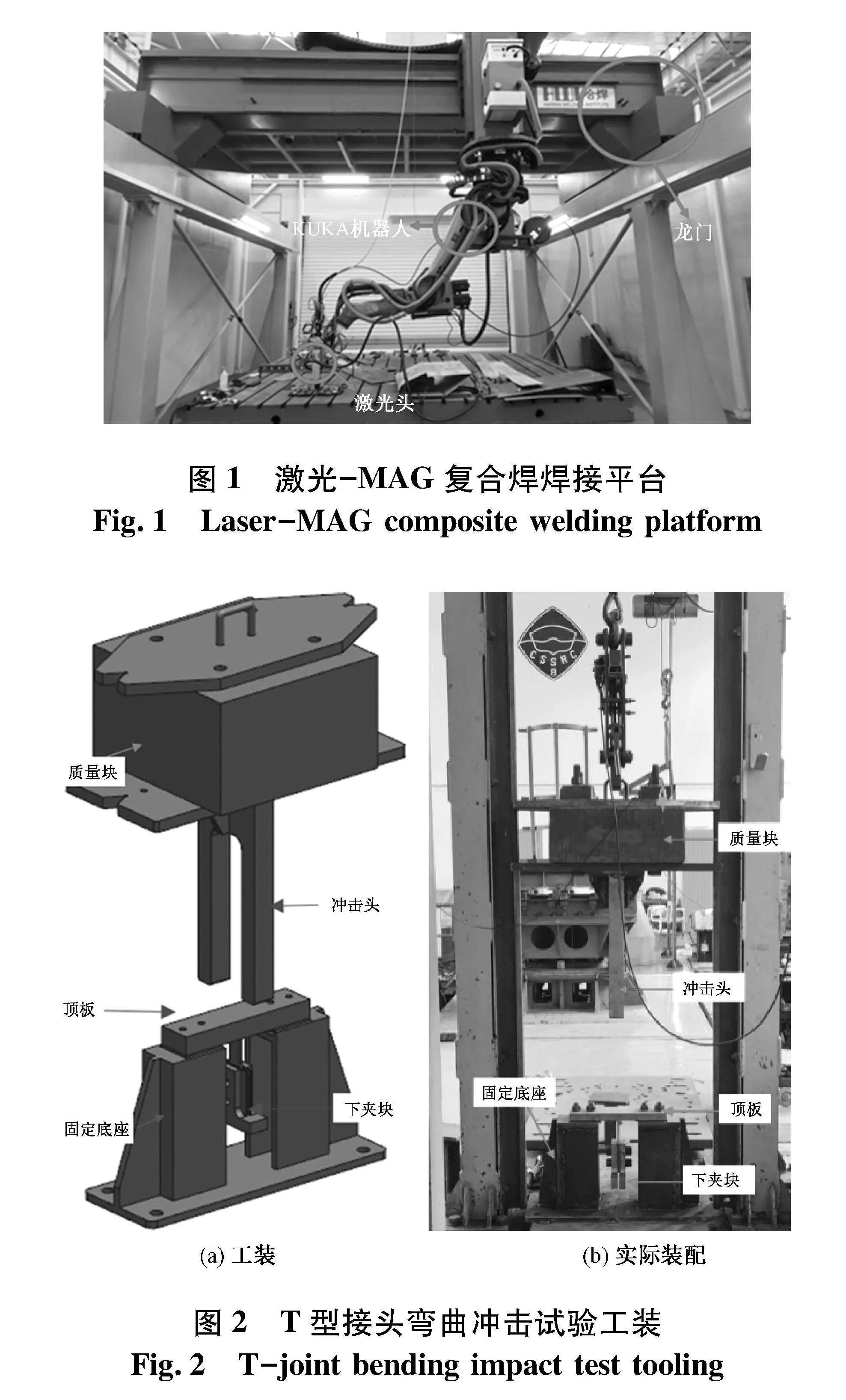
文中所有的接头试件均采用激光-MAG复合焊系统焊接,选用YSL-10000光纤激光器,峰值输出功率为10 000 W,MAG焊接系统采用福尼斯TPS5000全数字化控制的逆变焊接电源,可用于MIG/MAG焊,输出电流能力可达500 A.激光-MAG复合焊焊接平台如图1.
对T型接头进行落锤冲击性能研究时采用图2(a)所示工装,该工装由上导板、质量块、安装架、冲击头和顶板、固定底座和下夹板组成,其中上导板和安装架两侧均开V形缺口和落锤冲击机的导轨配合,对工装进行限位.由于当试件受到弯曲冲击载荷时,两侧翼板下部会向内收紧,为保证工装的整体强度,安装架下部增加两块工字钢.
图2(b)为落锤冲击试验机实际装配图,利用机电控制柜激发锤头释放装置,释放后冲击头和砧板碰撞,对固定在工装上的试件施加冲击载荷,锤头作用在试件上的总质量为645 kg.本研究考虑到在冲击载荷作用下应变难以进行精确的测量,故未在试件表面粘贴应变片,因此通过加速度传感器来记录冲击时的加速度大小用于后续的数据分析.加速度传感器布置在锤头的上表面,其与电荷测量仪连接,采样频率设置为10 kHz.
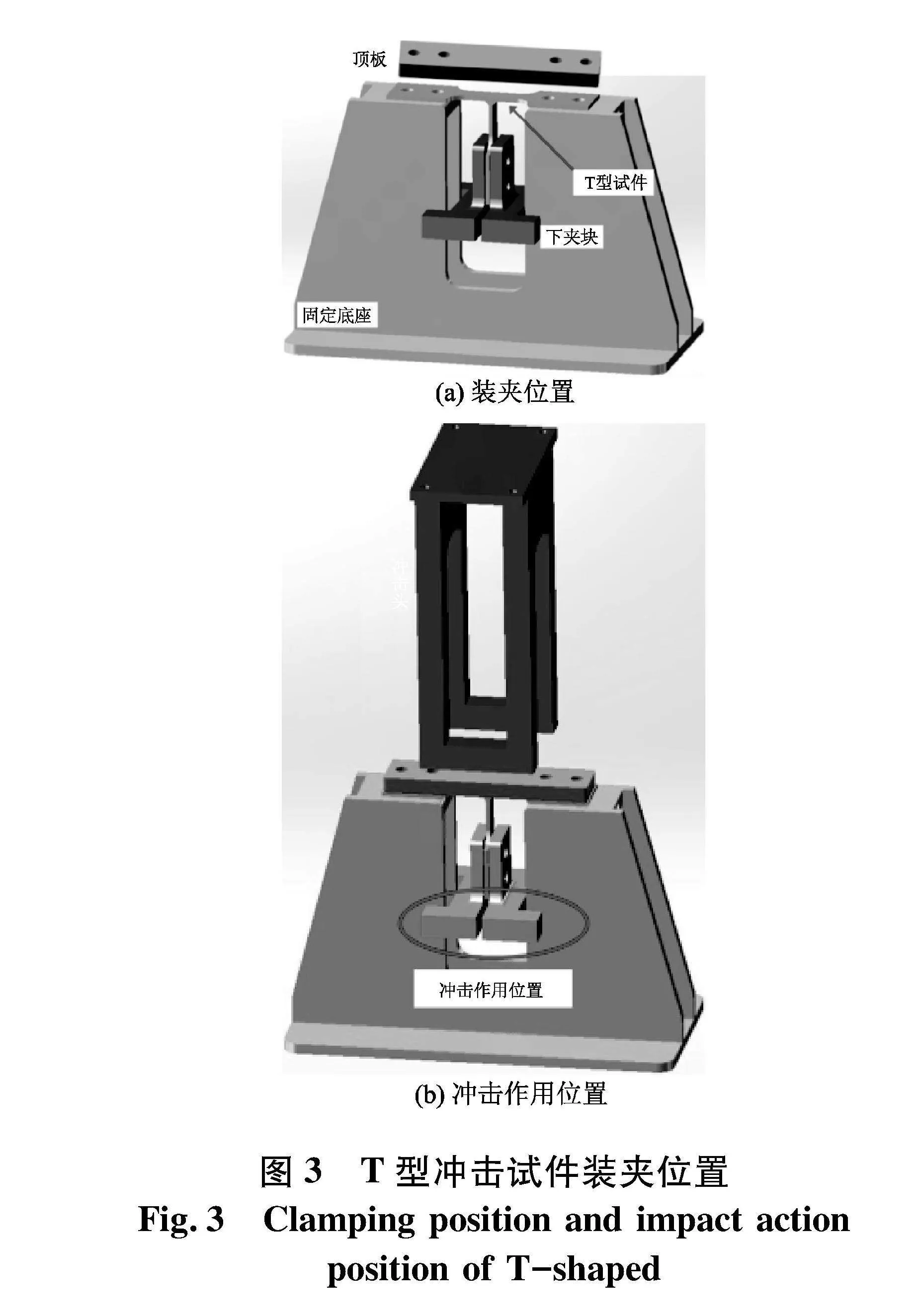
进行试验时,将工装提升到指定高度后释放,对固定在夹块上的试件施加拉伸冲击载荷,落锤释放后将载荷通过冲击头和夹块的接触作用到T型接头.T型冲击试件装夹位置与冲击作用位置如图3.
1.2" 试件设计
为进行T型接头的落锤冲击试验,制备对应形式的T型接头.参考国家标准[10]进行落锤冲击试样尺寸设计,图4(a)为T型接头落锤冲击试件的三维示意图.图4(b)为T型接头落锤冲击试件详细尺寸示意图,翼板试验段长度为100 mm,为消除应力集中影响,试验段和母材之间利用半径为31 mm的圆弧进行过渡.筋板处设置70 mm试验段,同样利用相同直径的圆弧,使应力集中消除.为了保证冲击时不从加持段发生撕裂,孔中心离试件边缘最短距离为27.5 mm.
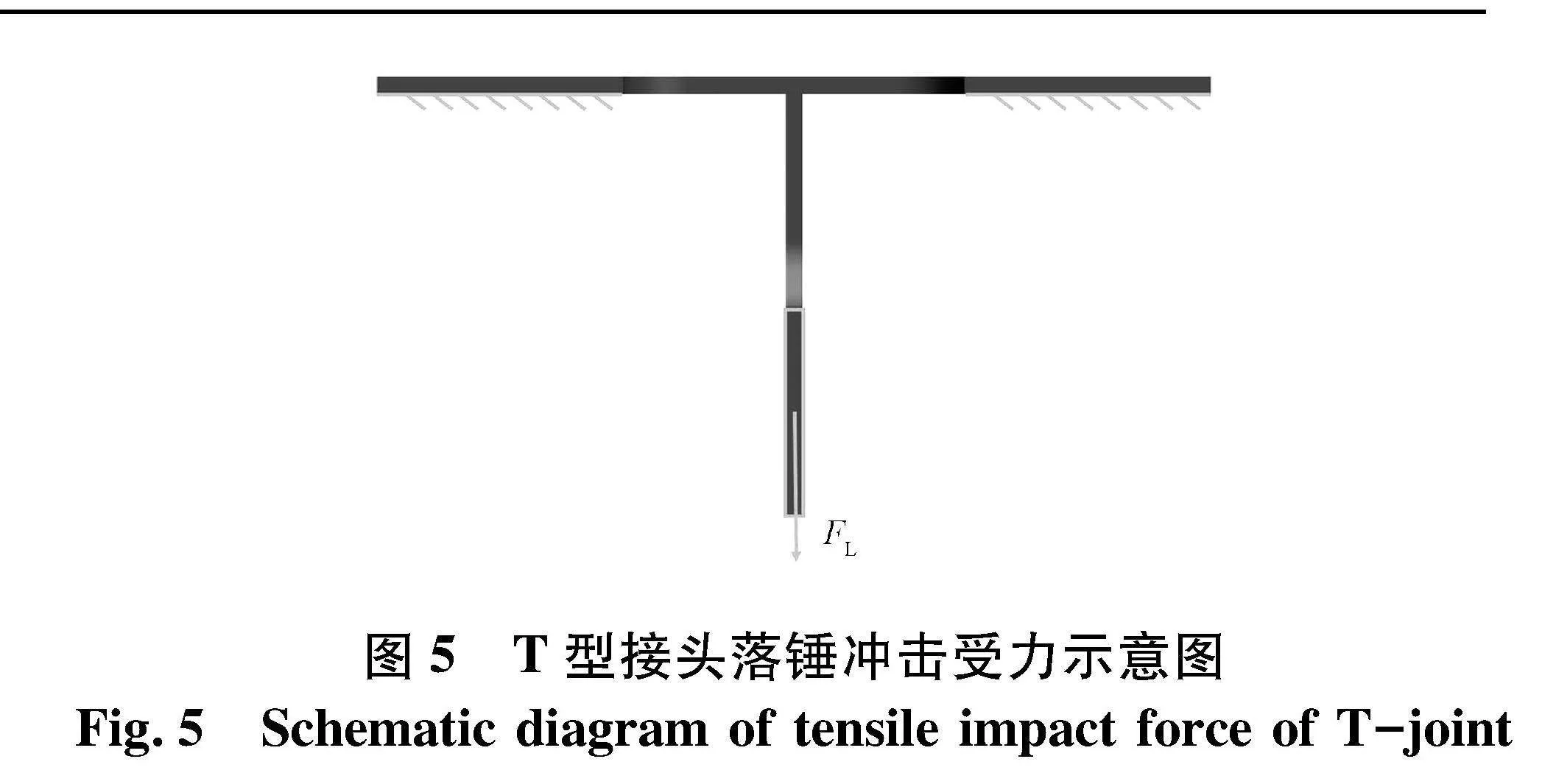
图5为T型接头受冲击载荷时的受力示意图,T型接头翼板承受落锤冲击载荷,翼板左右两端通过螺栓和工装固支连接.
1.3" 试验材料和方法
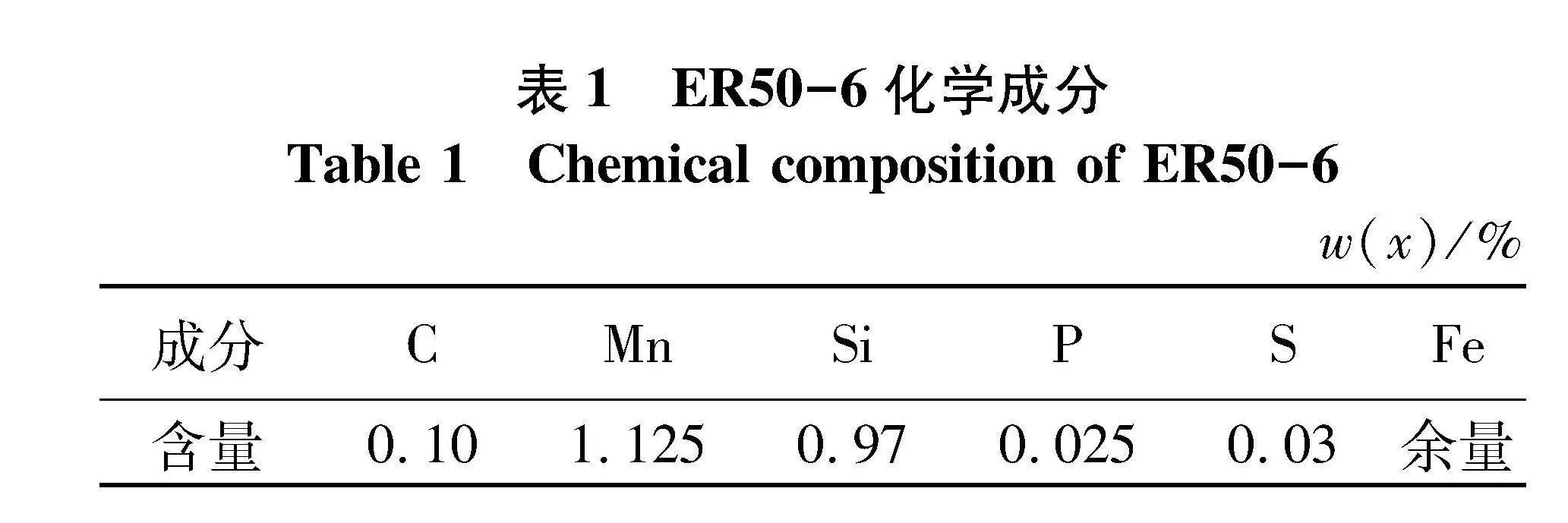
试验用母材为AH36钢.焊接接头均采用激光-MAG复合焊焊接方法制备,焊接前对试板进行打磨抛光,除去氧化层,之后用全棉帆布浸润无水乙醇对试件表面进行擦拭.试件焊接所使用的焊丝为实芯焊丝(ER50-6),焊丝成分如表1.焊接时保护气采用82%Ar和18% CO2.
在焊接过程中,焊接热输入是指整条焊缝在焊接过程中所承载的能量值.热输入计算公式为:
Q=η(p+IU)/v(1)
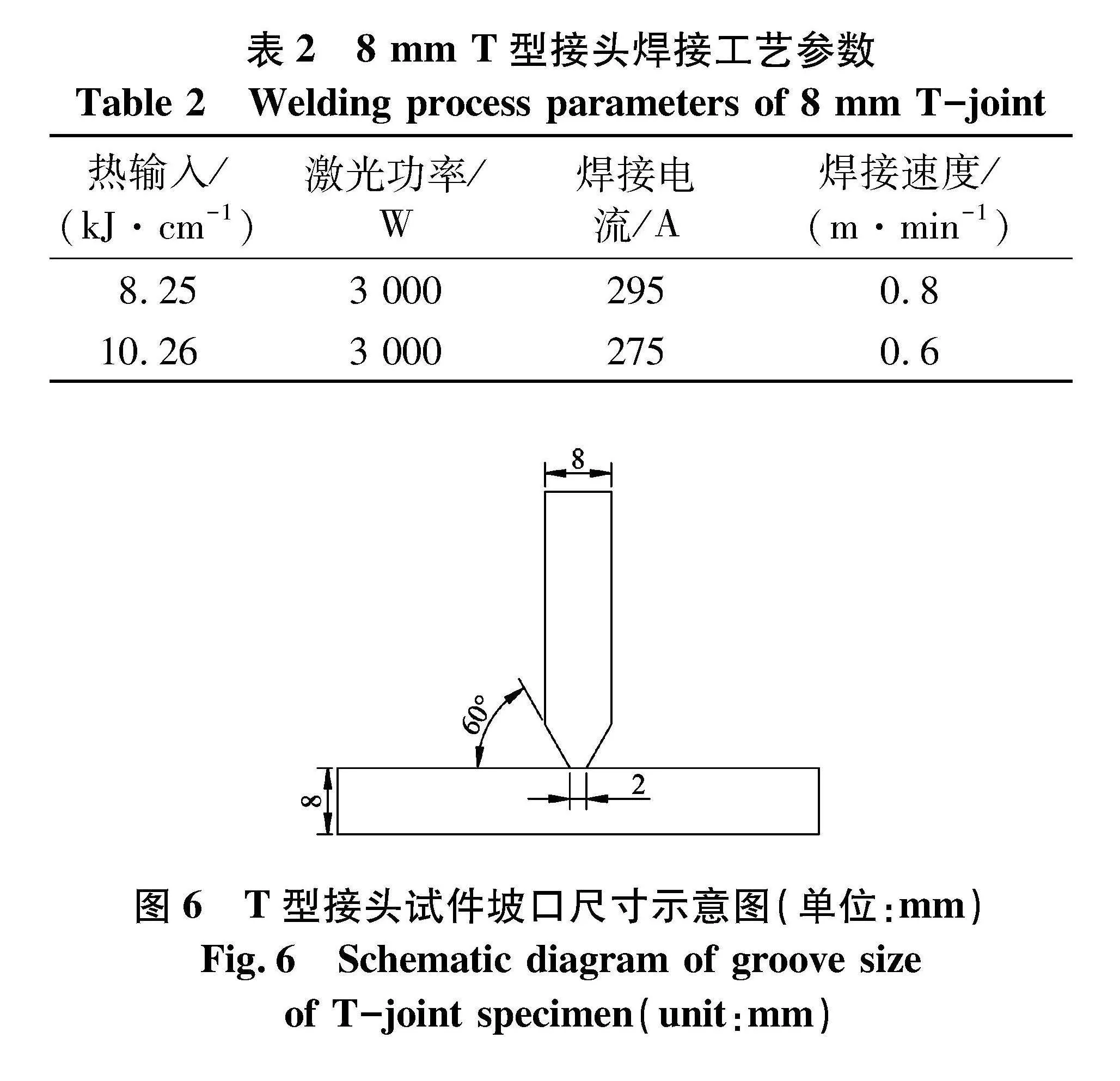
式中:Q代表复合焊接热输入值,η为焊热效率系数,I为焊接电流,U为电弧电压,P为激光功率,v为焊接速度.为了讨论不同热输入对T型接头的落锤冲击性能影响,所以选用两种不同的焊接热输入对T型接头进行焊接,焊接工艺参数如表2.图6为T型接头对应的坡口尺寸,本研究中焊接板厚为8 mm,其中筋板留2 mm钝边.
2" 试验结果与讨论
2.1" 落锤冲击试验结果
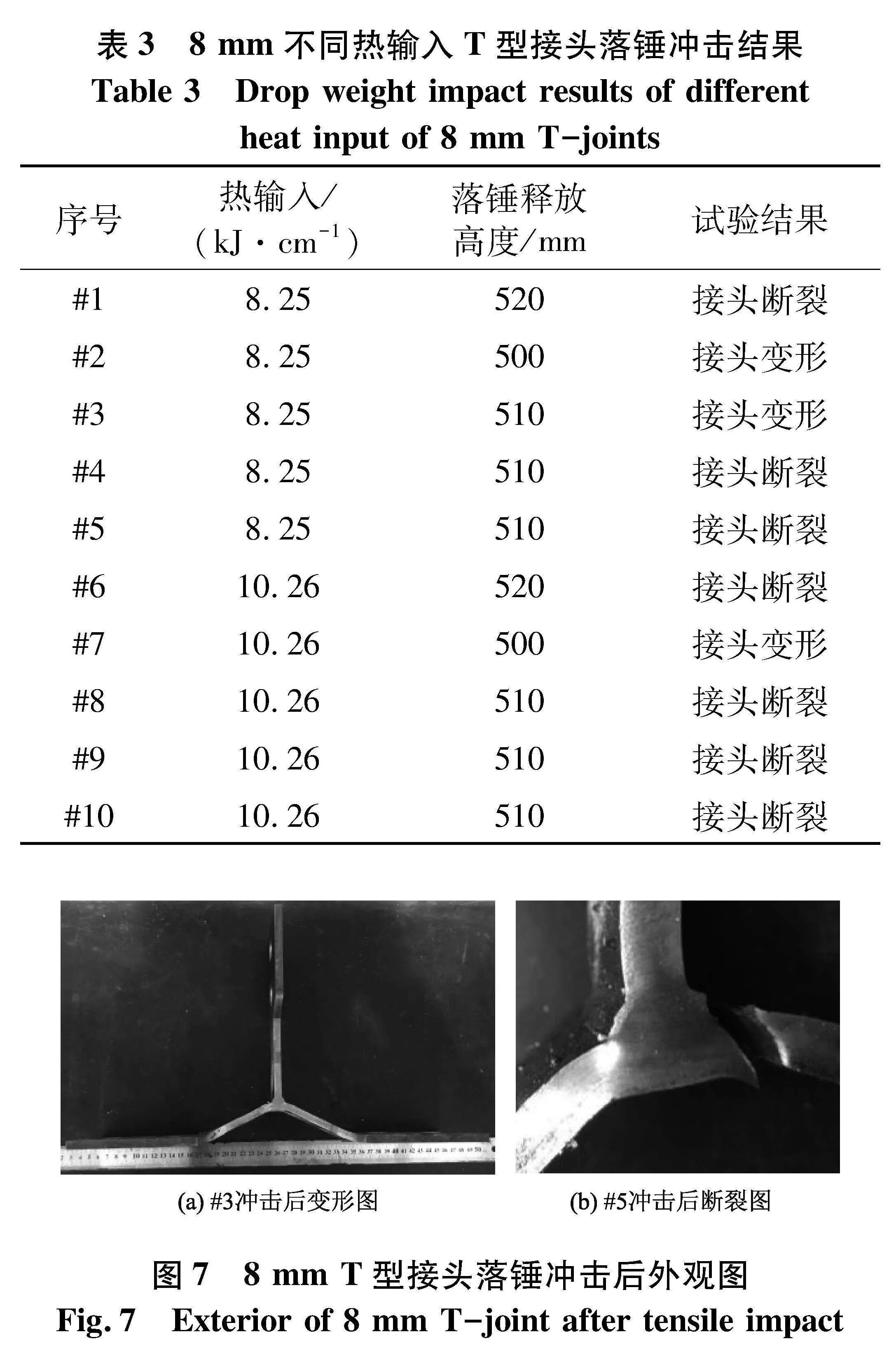
表3为不同坡口角度下8 mm T型接头落锤冲击结果,热输入为8.25 kJ/cm条件下接头落锤冲击通过试验发现当落锤释放高度为520 mm时,接头两侧焊趾处均发生撕裂,冲击高度为500 mm时,试件在冲击载荷下仅发生较大变形,将冲击高度继续提高为510 mm时,T型接头试验结果呈现差异性,将510 mm定为8.25 kJ/cm条件下T型接头的冲击临界高度.当热输入为10.26 kJ/cm时接头冲击高度由500 mm增加至510 mm时冲击结果出现差异性,其临界冲击高度同样为510 mm.在当前接头类型下,由表3可以看出,在相同冲击高度(510 mm)下热输入为8.25 kJ/cm时试样有两组断裂,一组发生大变形;热输入10.26 kJ/cm下的三组试件均发生断裂.不同情况下的冲击外观图如图 两种热输入下试件断裂位置均位于面板焊趾区域.
2.2" 加速度数据分析
图8(a)为#3落锤冲击试件在临界冲击高度下的加速度、速度、位移与时间曲线.冲击高度为510 mm,试件为8 mm T型接头时,峰值加速度为378.43 m/s 测到的峰值位移为47.6 mm.根据加速度时间曲线可知落锤冲击过程可以主要分为自由落体段(仅体现冲击前短时间的自由落体)和落锤冲击段,其中发生断裂时又将落锤冲击段详细划分为屈服变形段和断裂段.发生断裂时,落锤冲击段时间明显减少,且断裂段时间极短.
2.3" 冲击断裂能量分析
在图8(b)中#5断裂试件的的屈服变形段,总能量为落锤提供的重力势能,重力势能转化为落锤的动能和对接头试件的冲击能(假设同一厚度试件冲击时能量耗散相同),公式为:
mg(h+h1)-12mV2=Ecj(2)
式中:h为落锤释放高度,m;h1为落锤释方向上试件的形变量,由加速度两次积分得到,m;V为加速度在最大值时的冲击速度,通过对加速度数据一次积分获得,m/s; Ecj为整个接头冲击断裂时所消耗的能量,J.
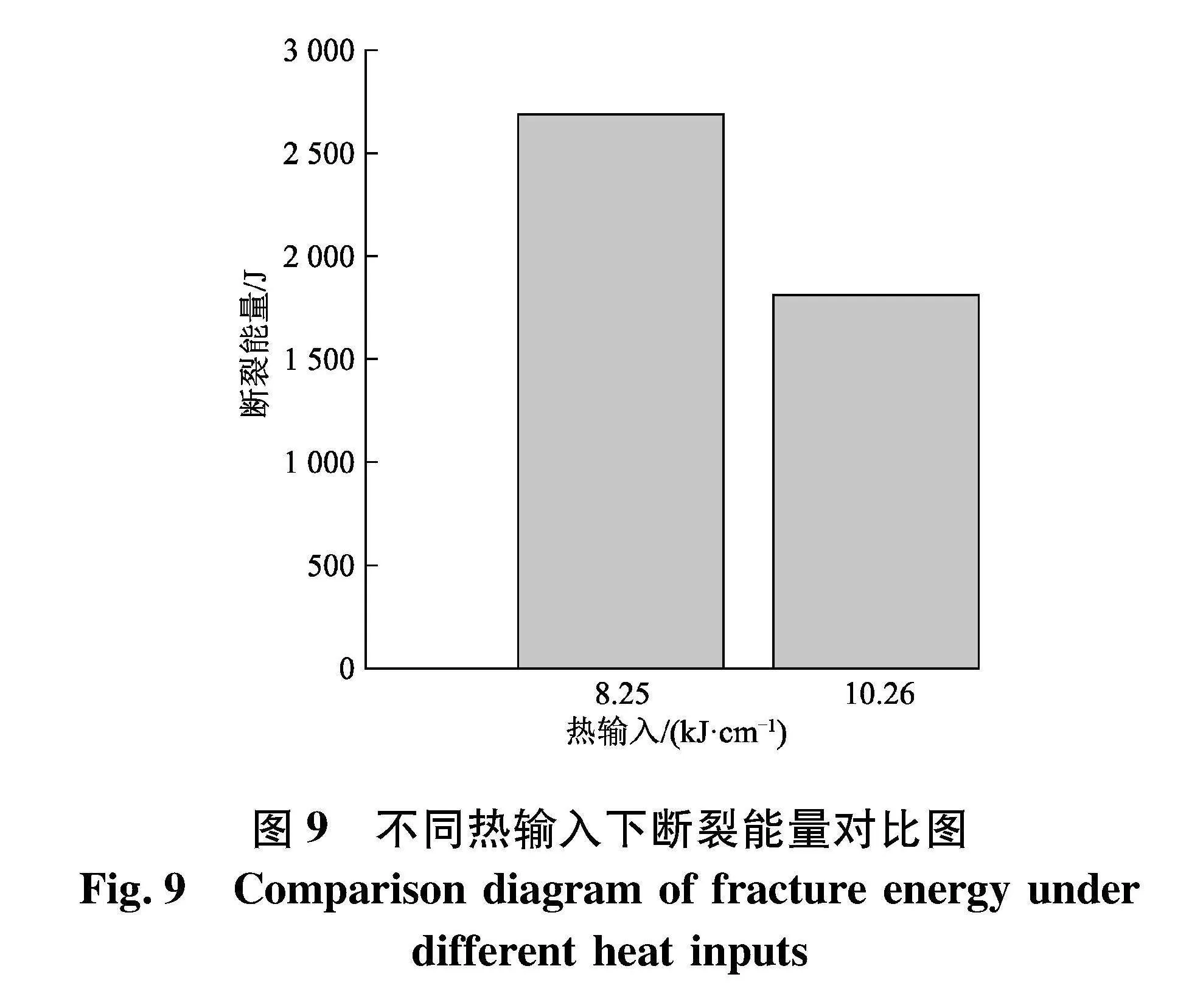
对T型接头落锤冲击断裂能量的分析,根据图9中的数据可知,8 mm T型接头落锤冲击中,热输入为8.25 kJ/cm时试件的冲击平均断裂能量为2 689.1 J,当热输入增大到10.26 kJ/cm冲击断裂能量降低33%,此时冲击断裂能量为1 813.2 J.当热输入为8.25 kJ/cm时接头抗冲击性能更好.
2.4" 组织分析
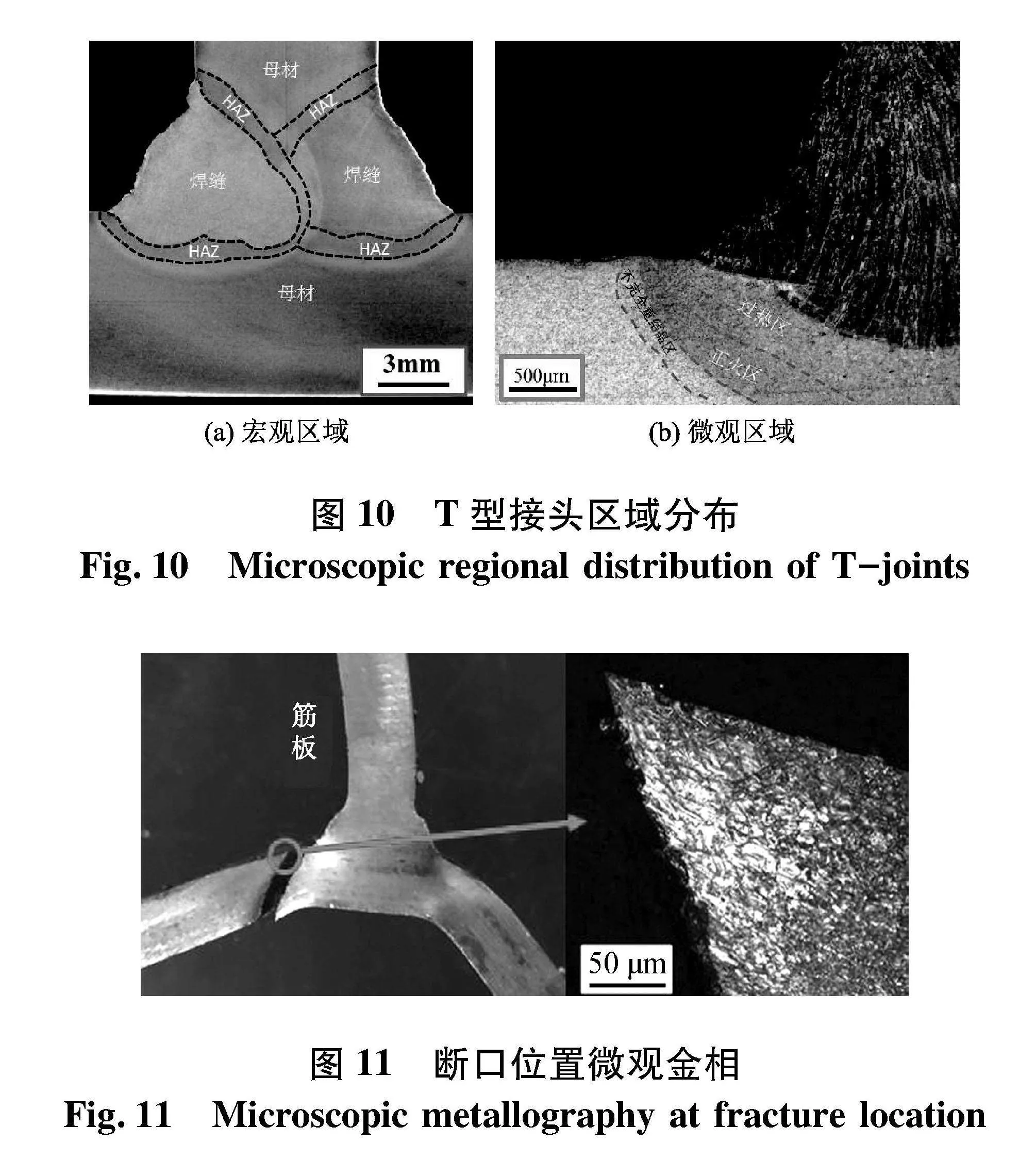
如图10(a),激光-电弧复合焊的T型接头包括:焊缝区、热影响区和母材.其中热影响区又可细分为粗晶区、细晶区和不完全重结晶区3个区域,如图10(b).为了确定试件在冲击过程中的启裂位置,将断口制备成金相试样利用显微镜观察.断口处微观组织形貌如图1 从图片中可以得知接头在冲击过程中启裂位置处于面板焊趾处粗晶区,延伸至母材发生断裂.
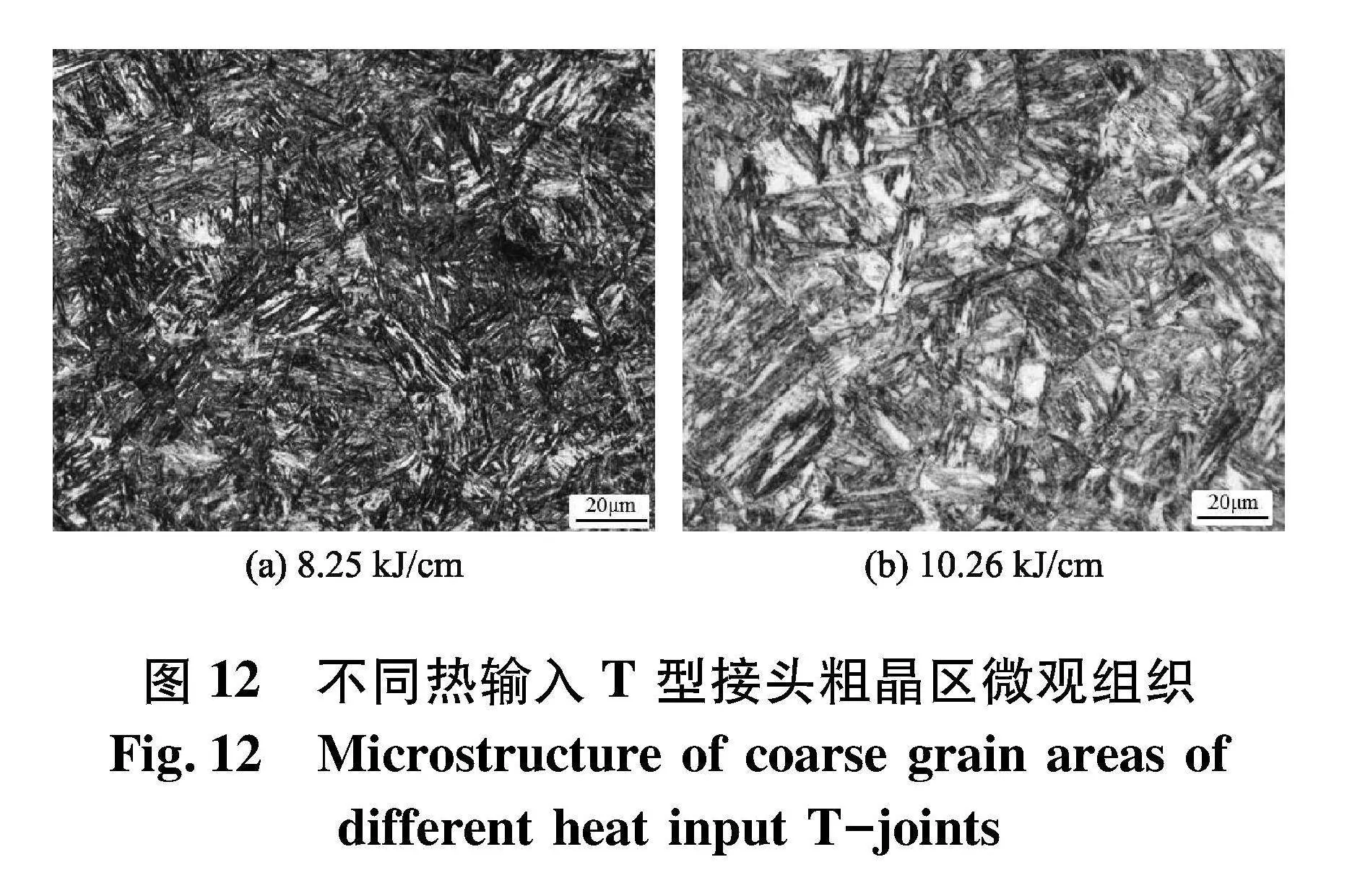
因此针对不同热输入下的T型试件微观组织着重分析焊趾处粗晶区组织.由图12(a)和(b)可知,当焊接热输入为8.25 kJ/cm时,焊接热影响区粗晶区的晶粒尺寸更小,而当热输入为10.26 kJ/cm时焊接热影响区粗晶区为相对粗大的马氏体组织,韧性相对较差,导致试件在落锤冲击性能中体现出差异性.
2.5" 接头热影响区宽度分析
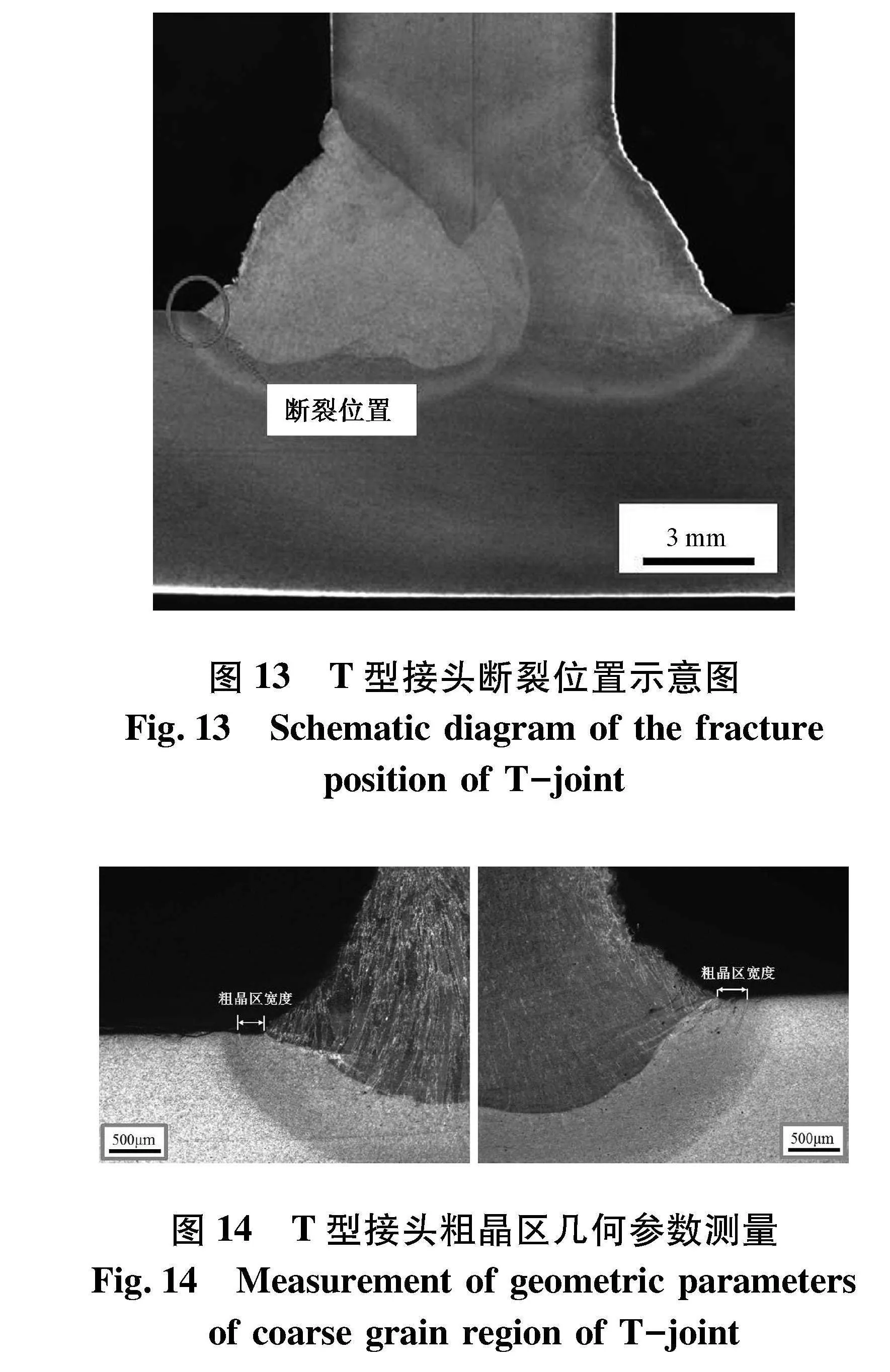
图13为8 mm T型接头落锤冲击断裂位置宏观示意图.由上小节微观组织分析可知在不同热输入下的冲击试件开裂位置均在焊趾处且处于热影响区的粗晶区.根据断裂侧试件所对应的接头区域金相照片在ImageJ中进行测量获取数据,图14为T型接头热影响区宽度测量的过程,测量数据主要为焊趾处粗晶区承载面宽度.
测量结果如图1 从表中可以看出热输入为10.26 kJ/cm时粗晶区宽度为475.83 μm,随着热输入减小为8.25 kJ/cm,粗晶区宽度也呈现变小的趋势,减小为329.53 μm.相比之下热输入较小的粗晶宽度下降31%,冲击断裂能量提升33%.由热影响区宽度数据可以进一步证明,热影响区几何参数对T型落锤冲击接头整体力学性能作用较明显.而导致热影响区几何参数差异性的主要因素为热输入.相比之下热输入越大热影响区几何参数所对应的接头性能越差.
3" 结论
(1) 8 mm T型接头落锤冲击临界高度为510 mm.
(2) 由于承受落锤冲击载荷时,8 mm T型接头在临界高度下,试件从热影响区开裂,扩展至母材发生断裂,焊接接头热影响区域为结构的薄弱环节.
(3) 在8 mm T型接头中,从能量角度分析得出,在T型接头落锤冲击中,热输入为10.26 kJ/cm时,断裂能量为1 813.2 J;热输入为8.25 kJ/cm时冲击断裂能量为2 689.1 J,断裂冲击能量提升33%.
(4) 在当前焊接参数选择范围内,热输入越大接头热影响区粗晶区宽度越宽,抗冲击性能越差.
参考文献(References)
[1]" 刘建湖,周心桃,潘建强,等.舰艇抗爆抗冲击技术现状和发展途径[J].中国舰船研究,2016,11(1):46-56,71.
[2]" 张得扬,杨静,赵勇,等.船用钢T型焊接接头弯曲冲击性能试验研究[J].江苏科技大学学报(自然科学版),2022,36(6):15-22.
[3]" DEAN Deng , WEI Liang , HIDEKAZU Murakawa . Determination of welding deformation in fillet-welded joint by means of numerical simulation and comparison with experimental measurements[J]. Journal of Materials Processing Technology,2006,183(2):219-225.
[4]" 尹群,董能超,王珂.舷侧多舱防护结构抗冲击性能数值研究[J].江苏科技大学学报(自然科学版),2017,31(1):18-25.
[5]" 于瑛.钛合金激光—钨极氩弧复合焊T型接头组织与性能研究[D].沈阳:沈阳航空航天大学,2011.
[6]" 赵兴旺,刘艳梅,付和国,等. TC4薄壁钛合金激光对接接头组织及力学性能研究[J].真空,2020,57(4):89-94.
[7]" BALA CHENNAIAH M, NANDA KUMAR P , PRAHLADA RAO K . Experimental investigation of microstructure and mechanical properties of IS2602-EN31 MIG welded joint[J]. Materials Today: Proceedings,2020,27(3):2896-2900.
[8]" 刘瑞娟. 冲击荷载作用下钢焊缝的动态力学性能研究[D].长沙:湖南大学,2012.
[9]" 张春辉,张斐,张磊,等.强动载荷下焊接钢板力学性能及本构模型研究[J].振动与冲击,2021,40(8):269-277.
[10]" 全国钢标准化技术委员会.金属材料 拉伸试验第1部分:室温试验方法:GB/T 228.1-2021[S].北京:中国标准出版社,2021.
(责任编辑:顾琳)