新型汽车覆盖件钢板性能研究
2024-06-26 09:34:56张钧萍方刚路洪洲金磊关建东郭爱民
汽车工艺与材料 2024年6期
关键词:力学性能
张钧萍 方刚 路洪洲 金磊 关建东 郭爱民

作者简介:张钧萍(1988—),男,高级工程师,硕士学位,研究方向为轻量化材料性能测评及工艺研究。
基金项目:中信铌钢发展奖励基金项目(CMVIC-HT-2023-3278)。
参考文献引用格式:
张钧萍, 方刚, 路洪洲, 等. 新型汽车覆盖件钢板的性能研究[J]. 汽车工艺与材料, 2024(6): 1-5.
ZHANG J P, FANG G, LU H Z, et al. Research on the Properties of the New Steel for Automotive Covering Parts[J]. Automobile Technology & Material, 2024(6): 1-5.
摘要:UF340作为一种新型超细晶高强钢,在汽车外覆盖件的应用上具有替代HC180BD的潜力,研究了UF340力学性能和成形性能。结果表明,在塑性、加工硬化指数和各向异性方面,UF340与HC180BD具有相似的力学性能,与HC180BD相比UF340没有明显的烘烤硬化性,2种材料的成形性能基本一致。通过Keeler模型计算获得UF340的成形极限曲线与成形试验结果存在一定差异,采用线性分段拟合方式获得的成形极限图与试验结果吻合度更高,采用该方法获得的成形极限曲线可为新材料的成形应用提供参考。
关键词:UF340 超细晶粒钢 力学性能 成形极限图
中图分类号:U465.1+1 文献标识码:B DOI: 10.19710/J.cnki.1003-8817.20240102
Research on the Properties of the New Steel for Automotive Covering Parts
Zhang Junping1, Fang Gang1, Lu Hongzhou2, Jin Lei3, Guan Jiandong3, Guo Aimin2
(1. China Automotive Engineering Research Institute Co., Ltd., Chongqing 401122; 2. CITIC Metal Ningbo Energy Co., Ltd., Beijing 100004; 3. Beijing Shougang Co., Ltd., Beijing 100043)
Abstract: As a new type of ultra-fine grained high-strength steel, UF340 has the potential to replace HC180BD in automotive exterior panels. This paper investigated its mechanical properties and formability. The results indicate that UF340 and HC180BD have similar mechanical properties in terms of plasticity, processing hardening index, and anisotropy, but UF340 does not exhibit significant bake hardening properties. The formability of the two materials is similar. There is certain difference between the forming limit curve calculated by the Keeler model and the forming test results. The forming limit diagram obtained by linear segment fitting data has a higher degree of agreement with the experiment, the forming limit curve obtained by this method can provide a reference on the forming application of new materials.
Key words: UF340, Ultra-fine grained high-strength steel, Mechanical properties, Forming limit diagram
1 前言
汽车轻量化可有效减轻整车质量,降低排放[1]。轻量化途径包括材料轻量化、设计轻量化和工艺轻量化。在材料方面,高强度汽车钢板广泛应用于防撞梁、B柱、纵梁、地板等汽车结构件,显著减轻零件质量。但汽车车身覆盖件的轻量化主要采用以铝代钢的方案,铝合金汽车车身覆盖件的性能、稳定性和价格是其应用的主要限制因素[2-3]。
汽车外覆盖件对材料性能要求极高,需有良好的成形性、涂装兼容性和抗凹性[4]。用于汽车覆盖件的钢材主要包括无间隙原子(Interstitial Free,IF)钢和烘烤硬化(Bake Hardening,BH)钢,BH钢具备显著的时效强化和良好的抗凹性能,常用BH钢在冲压前的屈服强度为180~230 MPa,用于车门外板、前后翼子板、发动机罩外板、行李箱外板等零部件,其时效稳定性和涂装兼容性较差,用作汽车覆盖件时可能由于失效稳定性导致成形性能不足、最终产品涂装效果不佳等问题[5]。某钢铁企业开发的Uni-FISH超细晶高强钢(UF钢)采用细晶强化+析出强化替代Mn、P等元素的固溶强化,具备替代传统覆盖件用IF钢和BH钢实现轻量化和提升性能的潜力。作为一种新型汽车覆盖件钢板,UF钢的力学性能和成形性能对覆盖件的冲压成形效果有决定性作用,因此,本文以UF340板材为研究对象,测试了其力学性能和成形性能,探讨了材料的成形极限图的计算方法。
2 试验方法
2.1 试验材料
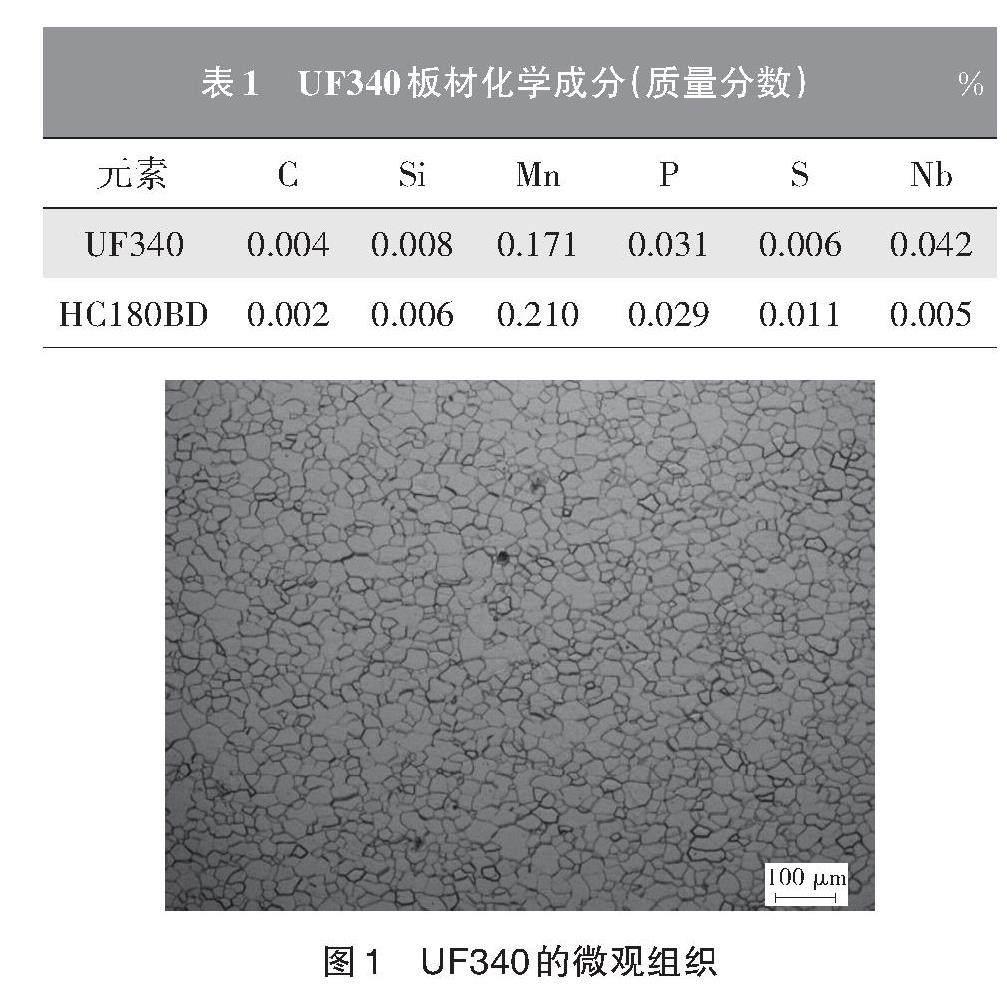
以某钢铁企业开发的一种新型的超细晶高强钢UF340为试验材料,其具备良好的成形性、抗凹性和涂装性能。试验材料的厚度为0.65 mm,材料的化学成分如表1所示,材料在冶炼过程中严控C、Si、Mn、P、S等元素的含量,加入Nb元素细化晶粒后,材料的微观组织如图1所示。为评估新开发材料的力学性能特征,同步测试分析该钢铁企业的HC180BD材料。
2.2 力学性能
按照GB/T 228.1—2021《金属材料 拉伸试验 第1部分:室温试验方法》中附录E规定的非比例P6试样规格加工拉伸试样,试样的平行段长度为120 mm、宽度为20 mm。为测量材料在不同方向上的力学性能,拉伸试样的长度方向分别与板材轧制方向呈0°、45°和90°。拉伸试样采用线切割加工,加工后将试样切割面打磨光滑。
采用MTS E45.105电子万能拉伸试验机进行材料的力学性能试验,拉伸速度为3 mm/min。试验过程中,使用纵向引伸计和宽度引伸计分别测量试样在长度方向和厚度方向的变形,通过体积不变原理计算试样在厚度方向的应变,获得材料的屈服强度、抗拉强度、断裂延伸率、加工硬化指数n、塑性泊松比r等力学参量和应力应变曲线。
2.3 烘烤硬化性
沿垂直于轧制方向加工P6拉伸试样,按照GB/T 24174—2022《钢 烘烤硬化(BH)的测定方法》中规定的流程测试材料的烘烤硬化值BH2。将试样进行2%预变形后放入电鼓风干燥箱中进行烘烤(170 ℃×20 min),测试烘烤后试样的屈服强度Rp0.2,并将其与预变形2%时的Rp2.0进行比较,差值即为材料的烘烤硬化值。
2.4 成形极限图
成形极限图(Forming Limit Diagram,FLD)试验参照GB/T 24171.2—2009《金属材料 薄板和薄带 成形极限曲线的测定 第2部分:实验室成形极限曲线的测定》进行,试验使用边长为180 mm的方形试样以及长度为180 mm,宽度分别为160 mm、140 mm、120 mm、110 mm、100 mm、80 mm、60 mm、40 mm、20 mm的矩形试样,沿垂直于板材轧制方向取样。为防止矩形试样的侧边在模具拉深筋处或凹模口处开裂,将宽度小于120 mm的试样形状改为中部稍窄、两端加宽的阶梯形状或者类似哑铃的其他形状模仿板料拉伸试样,试验前在试样上一侧表面印制2.5 mm的网格用于应变测量。
试验使用Zwick BUP600板材成形试验机和直径为100 mm的NAKAJIMA半球凸模对不同尺寸试样进行胀形,试验过程中凸模的速度为60 mm/min。为保证试样破裂位置位于拱顶,采用凡士林+聚四氟乙烯薄膜+聚氯乙烯的润滑方式减小试样与凸模间的接触摩擦力。采用VIC-3D全场应变测量系统获得试样在整个变形过程中的应变分布,并通过拟合法获得材料的临界应变。
3 试验结果
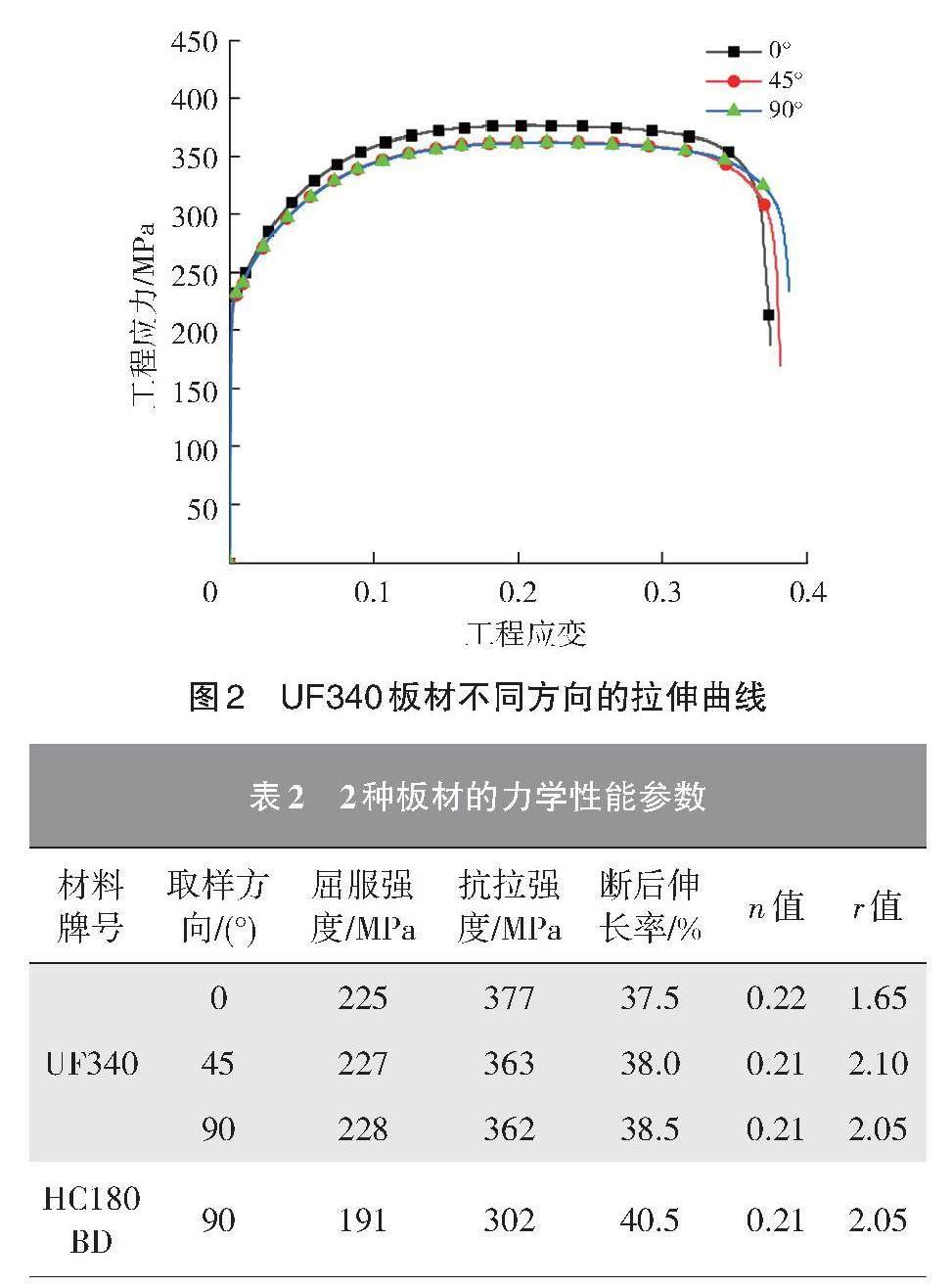
UF340板材的拉伸应力应变曲线如图2所示,材料的工程应力应变曲线不存在明显的屈服点和屈服平台。3个方向的应力应变曲线存在一定差异,表明材料的力学性能存在一定的各向异性。测得的力学参数如表2所示,UF340板材在45°和90°方向的力学性能趋于一致,与0°方向上的力学性能差异明显。材料的加工硬化指数约为0.21,屈强比为0.6~0.625。与UF340相比,HC180BD的强度整体略低,屈强比为0.64~0.65,断后伸长率略高,加工硬化指数和塑性泊松比基本一致。UF340和HC180DB的材料力学性能相当,具备替代HC180BD的潜力。
2种材料的烘烤硬化结果如表3所示。作为烘烤硬化钢,HC180BD具有显著的烘烤硬化性,2%预变形后的加工硬化效果使其强度提高了29 MPa,170 ℃×20 min烘烤后其烘烤硬化值达到44 MPa。而超细晶粒钢UF340并没有明显的烘烤硬化效果,2%预变形后的加工硬化效果使其强度增加了42 MPa,经过170 ℃×20 min烘烤后其烘烤硬化值仅为4 MPa,这是由于UF340中严格控制C、Si、Mn、P、S等元素的含量,不具备显著的固溶强化效果。冲压零件材料的最终性能由冲压变形引起的加工硬化和烤漆过程的烘烤硬化共同决定。虽然UF340并不具备显著的烘烤硬化性,但在2%同等变形条件下,其加工硬化效果优于HC180BD,从最终状态来看,2种材料的强度性能基本一致。
材料的成形性能对比如图3所示。试验采用10种规格试样,每种规格试样重复3次试验,每次试验获得1个极限应变点,以次应变为横坐标、主应变为纵坐标绘制成形极限图。由图3可知,2种材料的应变点分布位置基本重合,说明2种材料的成形性能基本一致。2种材料的主应变最低值点FLC0对应的次应变均略大于0,即FLC0向右偏移。这是由于在胀形初期,冲头与试样接触部分受到双向拉应力所致[6]。
4 成形极限曲线计算
采用凸模胀形试验可获得板材在不同应变路径下的极限应变分布,而成形极限曲线需基于测得的极限应变点通过一定的方式处理获得,如将应变点依次连接作为成形极限曲线或采用曲线拟合的方式获得成形极限曲线。此外,极限应变点的获取受试验条件、应变分析方式的影响,因此,基于试验的极限应变分布结果研究UF340材料的成形极限计算方法有助于高强钢在新型汽车覆盖件上的推广与应用。
在成形极限曲线的计算方面,Keeler和Goodwin提出了成形极限曲线最低点FLC0的计算公式[6],如式(1)所示,基于材料的加工硬化指数n和厚度t计算FLC0,应用广泛。
[FLC0=(23.3+14.13t)n0.21] (1)
基于FLC0的计算结果,陈新平等[7-8]对低碳钢的成形极限曲线的左边部分和右边部分提出的计算方法为:
[e1=(1+FLC0)÷1+e2-1] (2)
[e1=(1+FLC0)×1+e20.5-1] (3)
式中:e1为主应变,e2为次应变。
采用式(1)~式(3),结合表2中的材料参数计算获得UF340的成形极限曲线,如图4所示。由图4可知,成形极限曲线左半部分与试验应变点分布趋势基本一致,但FLC0略低于试验结果,成形极限曲线右半部分计算值低于试验值。
从整体的应变点分布来看,UF340材料成形极限图左、右部分的极限点应变均呈现线性变化。为获得更精确的成形极限曲线,基于试验的左半部分和右半部分的应变点进行线性拟合,拟合获得的成形极限曲线如图5所示,2种方式获得的成形极限曲线的对比如图6所示,与基于FLC0计算获得的成形极限曲线相比,采用线性拟合方式获得的成形极限曲线更符合实际情况。
5 结束语
作为一种新型超细晶高强钢,UF340可以替代HC180BD等材料用于汽车外覆盖件,本文对其力学性能和成形性能进行了研究,结论如下:
a. UF340与HC180BD具有相似的力学性能,其断裂延伸率、加工硬化指数和各向异性指数基本一致。与HC180BD相比,UF340没有明显的烘烤硬化性,可以避免时效稳定性问题。
b. 2种材料的成形性能相当,与Keeler模型相比,采用线性分段拟合方式获得的成形极限图与试验结果吻合度更高,采用该方法获得的成形极限曲线对新材料的成形应用具有一定指导作用。
参考文献:
[1] 马鸣图, 易红亮, 路洪洲, 等. 论汽车轻量化[J]. 中国工程科学, 2009, 11(9): 20-27.
[2] 任月路, 黄程毅. 铝合金汽车板的生产技术及其发展趋势[J]. 轻合金加工技术, 2022, 50(5): 1-4.
[3] 张钧萍, 方刚, 路洪洲, 等. 汽车车身用铝合金板材的研究现状[J]. 汽车工艺与材料, 2022(8): 10-18.
[4] MA M T, ZHANG J P, ZHOU J, et al. Property Requirements and Research Progress of Aluminum Alloy Sheets for Automotive Closure[J]. Materials Science Forum, 2018, 4740: 18-29.
[5] 宋青, 王立辉, 潘应君, 等. 时效时间对HC180BD+Z烘烤硬化钢组织和性能的影响[J]. 金属材料与冶金工程, 2023, 51(1): 3-9.
[6] 王辉. 成形极限图的获取方法与其在金属板料成形中的应用[D]. 南京: 南京航空航天大学, 2011.
[7] 陈新平, 汪承璞. 一种预测左半部成形极限图的简单方法[J]. 金属成形工艺, 2000, 18(4): 4-6+52.
[8] 陈新平, 蒋浩民. 汽车钢板胀形区成形极限图的预测与验证[J]. 金属成形工艺, 2003, 21(6): 86-88.
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年3期)2019-07-10 00:54:00
中国铸造装备与技术(2017年3期)2017-06-21 11:33:46
中国塑料(2016年6期)2016-06-27 06:34:16
西安工程大学学报(2016年2期)2016-06-05 12:25:17
中国塑料(2015年12期)2015-10-16 00:57:14
中国塑料(2015年9期)2015-10-14 01:12:26
中国塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53