浅谈陶瓷墨水对抛釉砖产生针孔的影响
2024-06-06 14:06:23赵秀娟熊超圆陈光
佛山陶瓷 2024年5期
赵秀娟 熊超圆 陈光

摘 要: 本文简单探讨了抛釉砖产生针孔的主要原因,同时探讨了陶瓷墨水在抛釉砖生产过程当中对针孔产生的影响。
关键词: 陶瓷墨水;抛釉砖;针孔缺陷
1 前言
自陶瓷喷墨打印技术诞生以来,随着全球陶瓷喷墨技术的发展,陶瓷生产技术的不断迭代,陶瓷印刷技术的进步和创新是现代陶瓷发展的重要推力,为陶瓷装饰效果的多样化和个性化提供技术支持。自上世纪70年代现代建陶工业在我国兴起至今,从2000年世界上第一台陶瓷喷墨打印机问世,到2008年希望陶瓷机械设备有限公司研发成功第一台国产喷墨打印机,陶瓷印刷技术经历三次革命,第一次革命是丝网印刷技术,第二次革命是辊筒印刷技术,喷墨印刷技术则被称为陶瓷印刷技术的第三次革命。每一次陶瓷印刷技术的革命均引领了陶瓷行业发展的潮流,带来了巨大的反响,陶瓷喷墨打印技术由于其比丝网印花和辊筒印花有着无可比拟的优势,在全球迅速发展并得到普及。[1-4]
陶瓷印刷技术的革命,也是瓷磚种类的革命史,从最早期的釉面砖,到抛光砖,瓷片,到现在的抛釉砖、仿古砖、岩板等。目前市场上的主流产品大理石瓷砖,是指具有天然大理石逼真纹理、色彩和质感的一类瓷砖产品,其具有天然大理石逼真的装饰效果和瓷砖的优越性能,摒弃天然大理石的各种缺陷,它是建陶行业划时代的革新者,也是现代顶级瓷砖制造工艺的代表作。
近几年,随着市场的变化,以及产品同质化严重的问题,陶瓷企业在生产制造大理石瓷砖时,不断的拉快窑炉速度,提升产量,从最开始的烧成周期90min左右到目前的30min甚至10min。瓷砖生产提速,不仅对窑炉烧成,瓷砖的配方要求等提出了严格要求,同时也对陶瓷墨水的性能提出了更高的要求。
近期,国内广东瓷砖产区,某陶瓷企业生产800mm×800mm抛釉砖系列产品,出现生产深颜色版面,釉面容易出现针孔缺陷的问题。基于此本文从墨水配方结构组成、釉料成分分析、施釉方式、烧成等方面,简要分析产生此类现象的原因。
2 客户生产状况
该客户窑炉长200m,烧成周期40min,烧成温度1160℃,坯体厚度9mm,瓷砖规格800mm×800mm。
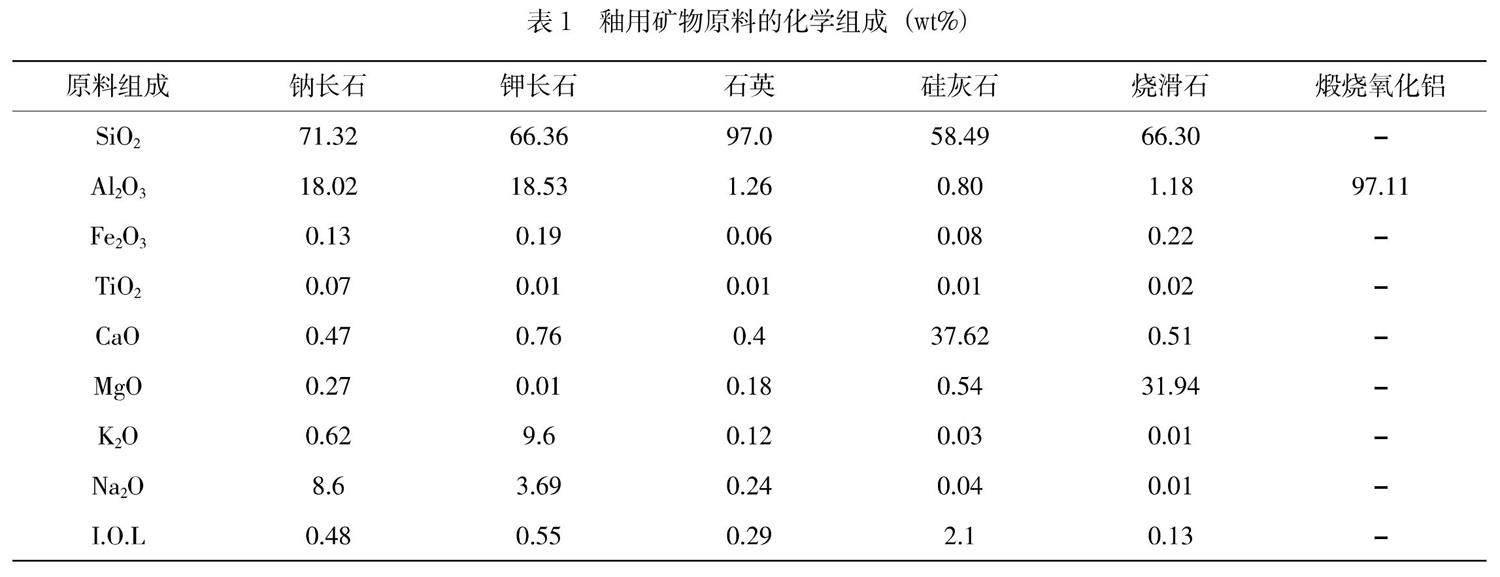
其使用的釉用原料矿物组成如表1。
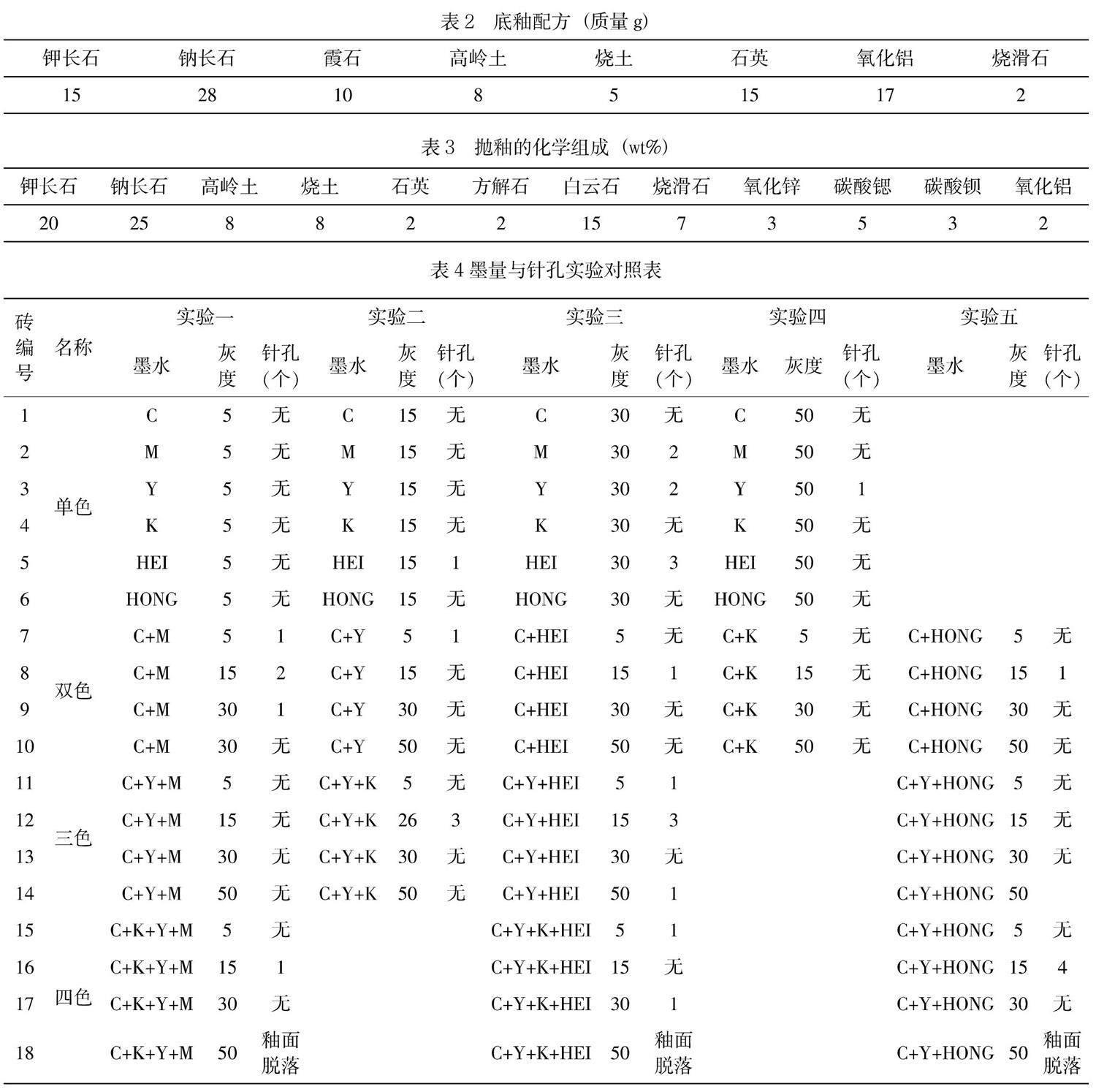
其底釉配方如表2。
底釉磨好以后,外加10%的硅酸锆增加白度。
其抛釉配方如表3。
该陶瓷企业生产该类产品有两条对比线,除抛釉的施釉工艺不同外,使用的陶瓷墨水相同,釉线和窑炉生产条件基本相同,面釉和抛釉也相同,两条生产线都是淋面釉,其中一条线采用喷抛釉(图1)的方式,另外一条线采用淋抛釉(图2)的方式。经过现场观察,不论墨水颜色打多深,采用喷抛釉和淋抛釉的方式,施完抛釉以后,砖面抛釉都十分平整光滑,无肉眼可见的针孔或者凹釉缺陷,其缺陷都为瓷砖烧后产生,且采用淋抛釉工艺的生产线其针孔缺陷明显少很多。
该陶瓷企业按照以上喷抛釉的方式烧制的全抛釉产品针孔缺陷如下图3:
不同墨水灰度的针孔情况见表4。
说明:不同颜色墨水简称:蓝色为C、红棕为M、桔黄为Y、镨黄为K、黑色为HEI、包裹红为HONG。
3 结果与讨论
试验分析:
①由单色实验可知,蓝色、棕色、黄色、桔色、黑色、包裹红单色本身并不容易出针孔;
②由叠色实验可知,墨水颜色叠加越深,越容易有针孔。
全抛釉釉面出现针孔、熔洞的原因可以从以下几个方面考虑:砖坯粉料成型方面、釉料方面、淋釉方面、烧成等方面考虑。
3.1砖坯粉料成型方面
(1)配方或者选材不合理,导致烧失量过大,始熔点过高或者过低,不能和釉料始熔点相匹配。
(2)球磨加工不够精细,过筛除铁不彻底,导致杂质针孔,可以加强过筛除铁。
(3)压机压制后,砖坯表面有粉团或者假颗粒或者纤维状杂质存在,调整粉料颗粒级配,必要时在压机进料口加多筛网,砖坯表面的纤维杂质可以在干燥窑加装喷火枪烧掉。
(4)磨坯过深,导致坯体表面有小孔,适当磨浅即可。
(5)压机压力过大,导致烧成时排气困难。
(6)坯体由低温杂质造成,如低温煤粉,或者低温大颗粒。
(7)坯体干燥落脏。
3.2釉料方面
(1)面釉中铝含量过低,或配方不合理,导致面釉耐火度或始熔点不能匹配烧成条件,目前多数陶瓷厂要求面釉中铝含量要达到30%以上。
(2)和面釉相比,抛釉配方对针孔的影响较小,一般要求抛釉硅铝总量达到55%以上,从而提高配方的稳定性,生产实践中,当生产出现针孔时外加氧化铝浆也是有效措施之一。
3.3淋釉方面
(1)砖坯扫灰除尘不彻底,可以调整扫盘和风机。
(2)坯温过低,坯温低于70℃容易出现淋面釉针孔,可以升高干燥温度,将淋面釉前坯温控制在80-90℃。
(3)淋面釉前喷水不足,一般应不低于12g(300×600盘)。
(4)喷水柜与面釉钟罩距离过远,导致淋釉时坯面过干,喷水柜和钟罩距离应保持2-3m左右距离。
(5)面釉抛釉釉浆气泡较多,可以通过增加陈腐时间,降低釉浆粘度,减慢淋釉设备速度,或加入三聚,解胶剂等添加剂解决。
(6)淋抛釉前坯温过低,可以提高喷墨后干燥温度,一般淋抛釉前坯温应控制在50-60℃。
(7)喷墨图案太深产生排墨针孔,可以升高小干燥温度,或者提高抛釉比重。
(8)适当拉长窑炉的烧成时间,保证有充足的排气时间[6]。
3.4烧成方面
(1)氧化带过短或高温区过长,导致坯体排气不彻底。
(2)高温区温度过高,导致坯料或釉料过火,打破坯釉配方设定的平衡,从而导致针孔。
(3)氧化带和高温区温差过大[6]。
从现场观察分析来看,不论墨水颜色打多深,采用喷抛釉和淋抛釉的方式,施完抛釉以后,砖面抛釉都十分平整光滑,无肉眼可见的针孔或者凹釉缺陷,其缺陷都为瓷砖烧后产生,且采用淋抛釉工艺的生产线其针孔缺陷明显少很多。故可以排除砖坯粉料成型方面的原因。从表2和表3可知,面釉和抛釉中的氧化铝含量也基本上在合理范围,因此,也可以排除釉料的配方问题。主要问题应该还是墨水墨量大,和所采用喷釉工艺的原因。众所周知,瓷砖生产过程当中,采用淋釉工艺其釉面会比喷釉工艺釉面更加平滑细腻。
从陶瓷墨水角度考虑该问题,首先,目前市面上使用的陶瓷墨水都是有机溶剂体系,其本身和水不溶,由于釉浆是水性的,油水不溶,当墨量过大时,势必容易造成排墨凹釉的问题。单色实验表明,蓝色、棕色、黄色、桔色、黑色、包裹红单色本身并不容易产生针孔,叠色实验表明,墨水颜色叠加越深,越容易有针孔。陶瓷墨水主要成分包括有机溶剂、超分散剂、无机陶瓷色料、少量添加剂。一般而言不同颜色的陶瓷墨水其有机部分相差不大,主要是其中的无机陶瓷色料决定其发色效果。陶瓷色料,是以过渡金属、稀土金属或其他金属为发色元素,以某种晶型为载色母体的人工合成的用于陶瓷着色的矿物[7]。陶瓷墨水色料中,一般常用色料为以下几类:
(1)钴蓝色料。
钴蓝色料主要以钴为发色元素,CoAl2O4尖晶石系列、钴硅2CoO-SiO2系列、钴硅锌系列2(CoZn)OSiO2,钴蓝色料的制备常用的原料为氧化钴、氧化铝、石英、氧化锌。
(2)红棕色料。
红棕色料有Cr2O3、Fe2O3、ZnO系列,Cr2O3、Fe2O3、ZnO、NiO、MnO2系列,Cr2O3、Fe2O3、MnO2系列等。Cr2O3、Fe2O3、ZnO系尖晶石结构红棕色料,该色料的主晶相是锌铁尖晶石(ZnFeO4)、铬铁尖晶石(FeCrO4)、锌铬尖晶石(ZnCrO4)[7-12]。
(3)桔色(黄棕)色料。
黄棕色料制备的主要原料为氧化铁、氧化铬、氧化锌、氧化铝。墨水色料中的Cr2O3、Fe2O3、ZnO、Al2O3在烧制过程中会形成多种不同的尖晶石结构,从而表现出不同的颜色。
(4)镨黄色料。
镨黄色料制备的主要原料为氧氯化锆、氧化锆、氧化镨、石英[7]。
( 5)黑色色料。
钴黑色料有Cr-Fe、Co-Cr-Fe、Co-Mn-Fe、Co-Cr-Mn-Fe、Co-Cr-Ni-Fe、Co-Cr-Ni-Mn-Fe、Co-Cr-Al-Mn-Fe、Co-Cr-Ni-Fe-Si、Cr-Ni-Fe、Cr-Ni-Fe-Mn、Cr-Ni-Fe-Cu、Cr-Ni-Fe-Mn-Cu、Cr-Ni-Fe-Mn-Cu-Al等尖晶石系列黑色,主要原料为氧化钴、氧化铬、氧化铁、氧化镍[7]。
(6)包裹红色料。
包裹红墨水主要是采用液相法制备的硅酸锆包裹硫硒化镉大红色料。
从陶瓷墨水的无机色料组成来看,其色料原料中很多氧化物是釉料的強助熔剂,容易导致釉面低温甚至过烧。以目前陶瓷喷墨打印技术,每平方米瓷砖上打印的墨量只有几克到20g左右,影响不会太大。因此,导致以上针孔的主要原因应该是,由于墨水墨量加大,油性溶剂增多,在采用喷釉工艺时,由于釉浆比重更低,水分含量更大,过多的水分逐渐透过墨水层渗入坯体,在烧成前段的排水阶段随着温度升高,体积剧烈膨胀,但由于墨水层油性相对较重,不利于水分快速蒸发排出,进而在个别点位上聚集,达到一定程度之后冲破釉层形成针孔。而采用淋釉工艺,由于其釉浆比重更高、水分相对要少、釉幕更均匀,因此不容易产生微气泡,所以缺陷更少。因此,笔者认为应该从两方面着手,第一是将喷釉工艺换成淋釉工艺,第二采用油性更低的体系陶瓷墨水,减少疏釉和微气泡的产生。
笔者后面为该客户提供了一套亲水性体系的陶瓷墨水,在没有改变施釉方式的前提下,大大减少了其生产深色版面出现针孔的状况。
4 结论
(1)采用低油性体系的陶瓷墨水或者亲水性体系的陶瓷墨水,可在一定程度上减少全抛釉瓷砖生产深色产品时,容易出现针孔缺陷的问题。
(2)采用淋釉工艺替代喷釉工艺,一定范围内提高抛釉的比重,釉面缺陷会更少一些。
参考文献
[1]张柏清. 喷墨打印技术在墙地砖行业的应用现状及发展趋势.[J] 陶瓷学报, 2011(4)591-595.
[2]黄惠宁. 喷墨打印用陶瓷墨水的研究现状及其发展趋势. [J] 中国陶瓷工业,2012,2,27-35.
[3]韩复兴. 浅析陶瓷墨水的发展方向. [J] 佛山陶瓷,2011,6,1-3.
[4]熊超圆,华泽金,陈光. 釉料成分对红棕色陶瓷墨水发色的影响.[J] 佛山陶瓷2019.
[5]陈迪晴. 大理石釉瓷砖生产质量问题分析及解决方案[J]。佛山陶瓷, 2018(4)20-25.
[6]郭惠法,熊超圆,陈光.全抛釉瓷砖生产过程中常见技术问题及解决办法. [J]佛山陶瓷 2021(2)32-34.
[7]孙再清,刘属兴. 陶瓷色料生产及应用. [J]北京:化学工业出版社,2007.
[8]董秀珍,俞康泰. 陶瓷釉用色料的应用和进展. [J]中国陶瓷2007(10)6-10.
[9]刘延祥. 棕红色颜料的制备及呈色机理研究. [J]佛山陶瓷2003(8)11-13.
[10](日)素木洋一.釉及色料[M]1979.
[11]董伟霞. Fe-Cr-Zn-Al系尖晶石棕色料的制备[J]. 中国陶瓷 2015,8,58-61.
[12]彭静. 氧化物含量对电瓷釉用棕色料及釉呈色的影响[J].中国陶瓷 2011,6,50-53 .