
基于关键链的白车身复杂工位装焊时序分析方法
2024-06-01 12:56:17陈梁梁锋
汽车与驾驶维修(维修版) 2024年4期
关键词:精益生产
陈梁 梁锋


摘要:为提升某汽车公司白车身复杂工位装焊时序的优化水平,实现生产流程更合理、生产效率更高、生产成本更低、生产质量更好的目标,本研究基于项目管理中的关键链和精益生产中的微观时序分析方法,从宏观端到端方向进行时序分析,构建一种差异化的时序分析方法。该方法首先通过MTM 法对某复杂装焊工位的时序进行深入分析,然后通过关键链法识别出潜在的优化点,最后结合两者提出改进建议。为汽车公司焊装工艺分解提供了有力支持。
关键词:精益生产;MTM ;时序分析;关键链
中图分类号: U468.2+3 文献标识码:A
0 引言
据国家统计局近10 年数据,我国汽车制造业的产量总体呈现先升后降的趋势,中国汽车制造业销售利润率整体亦呈下滑趋势。汽车企业为保持和提高有效竞争力,必须全方面降本增效。白车身制造是汽车制造的基础,通常由一系列模块化分总成生产线,按一定的时空逻辑顺序联结起来,以便完成复杂的装配和加工工序。在整个制造过程中,无论是装配加工,還是人员定额、质量监控、能源消耗及工位布置等,无一不与时序(Timing)相关。精准的时序控制,可确保各模块化的工序之间协调一致,精准配合,提高生产效率,是汽车制造企业生产经营中的决定性变量。因此,关于时序的研究及应用相当重要。
当前,白车身制造正快速从纯手工时代迈向基于自动化设备的人机协作时代,人机交互复杂的装配工位涉及大量人与自动化设备的交互。该类工位工作内容繁多,电气逻辑控制复杂,安全防护等级强,通常是对应模块化生产线瓶颈工位。本研究选取某车型某生产线的其中一个人机交互复杂装配焊接工位,基于关键链思想和工具对其时序进行优化分析。
1 装配工位常用时序分析方法
1.1 经验判断法
经验判断法是指工程技术人员根据工程历史资料,凭借自己或团队的经验、知识和综合判断能力,对某些动作对象的时序发展趋势做出判断性预测的方法。
1.2 专家评估法
专家评估法不同于经验评估法,是在缺乏历史经验数据和原始资料的情况下,通过各领域的专家,利用专业的知识预测对象发展变化过程。但因主观因素占主导地位,其结果往往具有局限性的,很难做出精确判定,在实际时序分析中使用频率不高。
1.3 秒表法
秒表法是指在一段时间内,利用秒表或影像分析工具,对作业对象工作要素做出的连续观测、记录和分析研究。然后通过数理统计方法和一定的宽放规则,确定出该对象的时间标准。秒表法只需组织专业工时人员、工艺人员或经验丰富的工人进行测量,简单易用、无需特别学习或训练,在我国一般制造业应用广泛。应用秒表法时间测试如表1 所示。
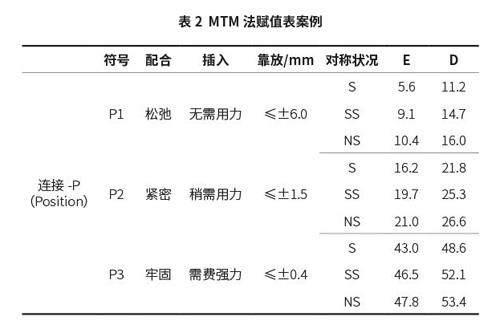
1.4 MTM 预定工时系统法
近年,越来越多的企业采用预定时间动作系统法对量产车型的装配工时进行分析计算[1]。MTM 是预定时间动作系统(PTS,Predetermined Motion—Time Standard) 的代表方法[2],是指实施某项特定工作所需要的时间依赖于所选定的工作方法,即“方法确定时间”,而时间是方法的函数[3]。应用MTM 法赋值表案例如表2 所示。
2 关键链及其在项目管理中的应用
2.1 关键链技术
关键链(Critical Chain)是一种基于约束理论(Theory ofConstraints)的项目管理方法,其概念于1997 年在艾力· 高德拉特(Eliyahu Goldratt)的书《关键链》中被提出,主要被用于宏观层面项目管理进度计划和控制[4]。关键链技术的应用,可以通过调整、压缩和集中安全余量以缩短工期,也可以在项目管理中准确找到关键点,从而在总体进展情况中做出系统的管理和控制。
2.2 关键链与关键路径
在逻辑上,关键链是从关键路径法的基础上延伸提炼而来的,与确定关键路径的方法类似,但在步骤上有所区别。关键路径法是直接找出所有路径中最长的作为关键路径,而关键链在找出关键路径前先考虑瓶颈资源及资源平衡,最后形成的最长的路径作为关键路径。关键链是项目管理技术的最新发展之一,相对于PERT(Program Evaluation Technique) 和CPM(Critical PathMethod),其突出点在于大大缩短完工概率的工期估计、考虑资源约束下的进度计划、简洁直观的缓冲管理机制[5]。
3 白车身制造时序分析一般方法及其缺陷
3.1 时序分析的一般方法
通常情况下,工艺工程师根据产品结构、生产节拍(JPH)、BOP(Bill of Process)及 BOE( Bill of Equipment)等约束条件,在GMS(Global Manufacturing System)、JIT(Just In Time)及CPM(Critical Path Method)等系统方法指引下,初步制定工艺流程。然后按照5W1H 法及ECRS(取消、合并、重排和简化)四大准则[6],使用经验判断法、专家评估法、秒表法及MTM 时间预定系统等时间测量方法,对工艺流程及时序进行分析与改善,把纷繁复杂的现场一步步分解为不可再分割的,或分割后不受控的动作元素。
3.2 时序分析缺陷
利用白车身分析时序方法可得出部分动作元素间的顺序关系,但无法准确定量给出各动作元素间的内在逻辑关系。传统方法把整体分解为个体,属于分解思维,但未能从整体考虑内在逻辑结构和关系,缺少系统思维,忽视重点资源约束的情况,未能优先解决约束条件的限制。
4 基于关键链的人机交互复杂装配焊接工位时序优化实现
4.1 常用时序分析案例
某白车身生产线1 号工位设计节拍为40JPH,设计运行效率为90%,即单工位CT(Cycle Time)时间为81.0 s、双工位CT时间为162.0 s,是典型的人机交互复杂装配焊接工位。业内通常采用旋转台或双滑台规划布局,本例采用双滑台布局(图1)。按装配工位常用时序分析方法得出的时序分析如表3。
由表3 可以看到,按常用时序分析方法可以识别、分解各动作细节,对各动作进行时间评估确定最优值,达到设计目标,分析结果与生产线实际运行基本符合。但是以下问题不可忽视:分析结果时间为149.5 s,标准CT 时间为162.0 s,即稼动率为92.28%,存在较大浪费。时序分析表动作之间衔接逻辑不明显,据此难以评估动作逻辑合理性,以及提出迭代优化方案。
4.2 基于关键链的时序分析案例
本文基于相同的1 号工位提出基于关键链的时序分析方法,梳理动作逻辑顺序。由图2 可以看出,从开始至结束一共有6 条路径,分别是:A 路径(①—②—⑩),B 路径(①—②—⑤—⑥—⑧),C 路径(①—②—⑤—⑥—?—?—?—?—?—?),D 路径(①—③—④—⑦—?—?—?—?—?—?),E 路径(①—③—④—⑦—⑨),以及F 路径(①—③—?)。
通过计算各路径的时间参数,可确定D 路径(①—③—④—⑦—?—?—?—?—?—?)是关键路径,其他5 条路径是非关键路径。人工路径A、B、E 和F 的时间代数和小,占关键路径时间代数和比例的21.4% ~ 41.5%,说明这4 条路径有非常多的時间冗余和较多的效率浪费。关键路径有多达10 个串联动作,逻辑时序刚性,上一个动作结束,下一动作才能开始,若把动作调整为并行,则能够缩短关键路径的完工时间。
经过优化的动作逻辑分析如图3 所示。该方案通过把双滑台方案调整为单滑台方案(图4),可减少工人在2 个滑台工位间的步行时间,取消动作?。同时,充分利用在人机配合工位的特点,把涂胶动作移至人工空闲时间进行,在时间赋值时设为0。优化后的动作逻辑简单明了,其关键路径为①—②—⑤—?—?—?—?,在动作时间不变的情况下大大缩短了关键路径长度,并把人工路径效率提升至70% 左右。优化后的时序分析如表4 所示。
5 结束语
本研究在常用时序分析方法的基础上,基于关键链的思想、方法和工具,对白车身人机交互复杂装配工序进行时序逻辑重构,考察其迭代优化方案,取得良好的工艺成果和经济效益。
【参考文献】
[1] 施晓珺. 标准工时分析在整车工厂中的应用[J]. 汽车实用技术,2021,46(06):183-185.
[2] 李前坤, 谢军, 涂雄.MTM 在制造业的应用与分析[J]. 现代工业经济和信息化,2019,181(07):69-72.
[3] 宋青璐.MTM 方法及其在装配线的应用[J]. 价值工程,2011(33):19-20.
[4] 艾力· 高德拉特. 关键链[M]. 北京: 电子工业出版社,2006.
[5] 唐建波, 关昕, 马力. 关键链技术研究与基于关键链的项目管理系统[J].计算机工程与设计,2004,25(11):2077-2080.
[6] 何善平, 奚立峰. 发动机装配线平衡方法研究[J]. 工业工程,2005,8(03):83-88.
作者简介:
陈梁, 本科,工程师,研究方向为智能制造、智慧物流等。
梁锋,本科,工程师,研究方向为智能驾驶、无人物流等。
猜你喜欢
中国科技博览(2016年28期)2017-02-21 18:21:53
商业研究(2017年1期)2017-02-15 19:34:37
中国高新技术企业(2016年35期)2017-02-10 18:27:07
卷宗(2016年10期)2017-01-21 01:56:08
卷宗(2016年10期)2017-01-21 00:54:26
中小企业管理与科技·下旬刊(2016年11期)2016-11-18 22:55:26
中国广播(2016年10期)2016-11-18 13:12:15
现代经济信息(2016年22期)2016-10-26 21:24:14
中国市场(2016年35期)2016-10-19 01:58:41
商场现代化(2016年18期)2016-07-19 17:00:35
