
塔式光热凝结水系统氧化皮防范与治理
2024-05-20 03:46中绿可胜工程技术有限公司郑建林中国绿发鲁能新能源青海分公司
电力设备管理 2024年5期
中绿可胜工程技术有限公司 郑建林 中国绿发鲁能新能源青海分公司 张 平
凝结水系统范围包括低压缸排气至空冷岛凝结成水进入凝结水箱,由凝结水泵依次经过除铁过滤器,#7低压加热器,#6低压加热器,#5低压加热器进入除氧器。某塔式光热电站凝结水系统共设置2台100%容量凝结水泵,1台运行1台备用。凝结水泵采用立式凝结水泵,采用抽芯式结构,泵壳设计成全真空型。凝结水泵在高度真空的条件下将凝结水箱中的凝结水抽出,输送接近于凝结水箱压力饱和温度状态下的水。凝结水系统流程如下:凝结水箱→除铁过滤器→#7低压加热器→#6低压加热器→#5低压加热器→除氧器。
太阳能塔式光热机组由于受天气影响,会出现机组长时间停机,同时受储盐量的影响免不了会频繁启停。当机组破坏真空后,凝结水系统管道和设备大部分材料是碳钢,凝结水系统长时间与大气接触,势必造成凝结水系统产生氧腐蚀,氧腐蚀产生的氧化皮是铁在高温下发生氧化作用而形成的腐蚀产物,由氧化亚铁、四氧化三铁、三氧化二铁组成。从内向外为:氧化亚铁、四氧化三铁、三氧化二铁。其中氧化亚铁结构疏松,保护作用较弱,而四氧化三铁、三氧化二铁结构致密,有较好的保护性。
在机组正常运行工况下,凝结水泵能满足汽机低负荷至最大负荷凝结水参数的要求。凝结水泵能满足机组各种运行工况,凝结水泵满足每天启停次数不少于5次。当运行泵事故跳闸时,备用泵能自动投入运行。
1 凝结水泵异常现象
某光热电站A、B 两台凝结水泵因轴泵晃动大故障而停止运行,导致机组无法正常发电。
2020年11月3日,某光热电站机组启动并网,凝泵A 运行。凝泵电机厂家到现场,要求启动凝泵B,检查“电机B 异音”缺陷。启动后电机晃动明显,凝泵振动X 向3.22mm/s,Y 向3.64mm/s。凝泵A及电机故障时具体参数见表1。

表1 凝泵A 及电机故障时具体参数
随后启动凝泵A 运行,停运凝泵B。11月4日,机组停机。现场拆除凝泵B 联轴器,电机单体试转振动正常。后连接联轴器整体试转,由于电机振动大停止运行。厂家随后对凝泵B 轴承箱组件解体检查,发现轴承压盖螺栓有轻微松动,其余部件未发现异常,回装后紧固轴承压盖螺栓。11月5日,试运行凝泵B,凝泵B、电机振动正常,但电机异音未消除,电机厂家答复需更换电机驱动端轴承,然后停止凝泵B 转备用。启动凝结泵A 运行。11月15日9时38分,日常巡检发现凝泵A 轴承晃动。通知维护单位联系凝泵厂家,厂家答复不建议A 凝泵继续运行[1]。随后运行人员于13时24分停运A 泵,A 泵备用,切换为B 泵运行。其间凝泵A 运行参数为:电流154.29A、出口压力2.36MPa、出口流量80t/h、凝结水泵A 驱动端X 方向振动2.76mm/s、凝结水泵A 驱动端Y 方向振动3.74mm/s。
2 处理过程中发现故障的根本原因
现场处理过程:拆除联轴器螺栓后手动盘车测量靠背轮径向跳动,跳动值最大0.03mm,跳动值正常。用手加力测量跳动值在+0.5~-0.5mm,联系厂家后,厂家要求现场检查泵轴承是否有异常。
11月16日,凝泵A 靠背轮拆除、轴承拆除检查。检查结果:轴承轻微磨损,其他部件无异常,轴承压盖螺栓轻微松动。随后回装,紧固轴承压盖螺栓,凝泵A 转备用后凝泵B 运行。
11月19日,机组停运。2时40分,运行人员发现凝结泵B 轴承振动大,且就地检查电机晃动大,Y 方向振动7.3mm/s、X 方向振动2.6mm/s,电流169A、出口压力2.24MPa、流量105.71t/h,停止运行凝结泵B。凝泵B 及电机故障时具体参数见表2。
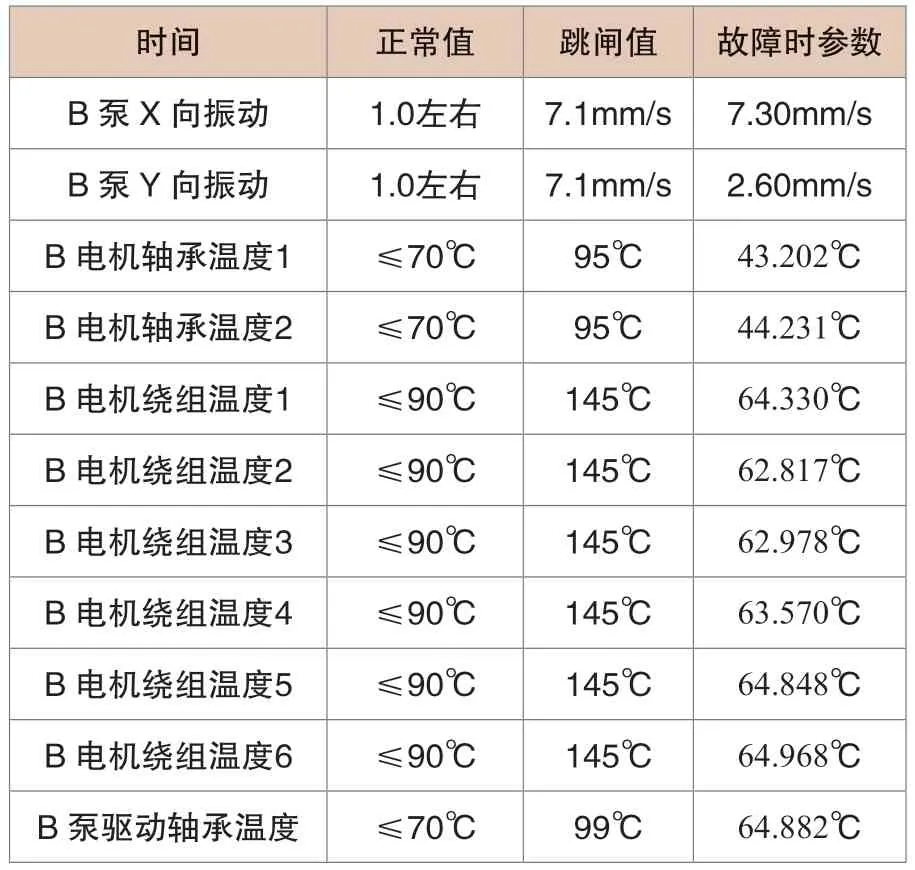
表2 凝泵B 及电机故障时具体参数
联系检修人员检查,同时启动凝泵A 运行,4时40分,因A 泵电机晃动大,5时08分,停止A 泵运行。19日上午凝泵B 进行抽芯完成,20日凌晨2时许,凝泵厂家人员到场。凝泵B现场解体检查,检查后发现个别石墨衬套损坏,泵轴个别部位有拉毛现象;叶轮口环处拉毛严重。厂家怀疑泵轴存在弯曲的可能性,需要返厂进一步检验。为确保两台凝泵后期正常运转,两台凝泵共同返厂检查。11月20日下午A 凝泵抽芯完成[2]。
现场检查情况如下:11月20日晚两台凝泵连夜发往凝泵厂家。泵到厂后,厂家组织人员进行全泵整体拆解,全部拆除后,技术部门组织人员对零件进行检验。返厂检测情况如下。
第一,两台泵叶轮口环出现拉痕,其中,B泵第四级、第五级叶轮口环和导流壳口环磨损严重,间隙增大。第二,轴与各个石墨衬套配合处发生磨损。第三,石墨衬套磨损严重。第四,拆卸后发现大量杂质、泥沙,说明现场水内杂质较多。
根据拆卸情况和实际零件判断,因大量杂质长期冲刷石墨衬套,导致石墨衬套被严重磨损,轴缺少辅助支撑,导致轴产生晃动,从而导致了机封的损伤泄漏和振动增大。根据实际测量的情况和物料的状态将B 泵第四级、第五级叶轮口环和导流壳口环更换,其余口环做修复。
第一,对两台泵轴上的拉伤进行修复。第二,更换两台泵所有石墨衬套。第三,更换机封内的损伤零件。第四,对于杂质问题,建议进行彻底清理,如果仍有大量杂质,此次修复完成后仍有继续磨损的风险。
3 氧化皮现场处理措施及后续防治方法
现场凝结水系统内部清洁度检查情况。11月22日,凝结水箱内部检查,检查结果如下。第一,水箱内壁80%面积锈蚀严重,表面的凹凸不平的未脱落氧化皮存在。水箱内部颗粒状杂质清理约1kg。第二,对凝结水系统所属凝结水箱、空冷岛分配管、汽轮机低压排气管、疏水扩容器Ⅰ、疏水扩容器Ⅱ、本体疏水扩容器内部清洁度进行全部检查,发现杂物全部清理干净。第三,凝结水箱内壁锈蚀全部打磨干净,进行内部聚脲或环氧树脂喷涂。第四,凝结水泵入口滤网加装强磁磁力棒,以改善凝结泵运行环境。第五,停机后及时对系统进行保养,启机期间加强水质监测,及时调节水质在合格范围内。第六,启机前加强冷态冲洗和热态冲洗,水质、蒸汽品质合格后方允许冲转并网。第七,新上项目,建议对空冷岛管材在组装前进行钝化处理。第八,加装凝结水冲洗水放水装置。此措施防治效果明显,下文重点阐述凝结水冷态冲洗方案及注意事项。
4 凝结水系统冷态冲洗及注意事项
因设备故障检修造成机组长时间停机,为了保证机组凝结水品质、给水品质、炉水品质、蒸汽品质及各蒸汽管道的清洁度,先进行冷态冲洗后进行热态冲洗。
凝结水冷态冲洗流程:除盐水→凝结水箱→凝结水泵→除铁过滤器→凝结水再循环管道、疏水扩容器→凝结水箱。注意事项如下。
第一,凝结水箱液位需保持高液位运行。注意凝结水泵流量和压力在正常范围之内,禁止凝结水泵超参数运行。
第二,凝结水取样点设置在凝结水泵入口滤网放水处,需人工取样,进行目测杂质和化验铁离子含量。水质合格达到要求时,将凝结水箱里的水全部放掉,换新水。
第三,注意监视除铁过滤器滤网压差,加强反冲洗次数。
第四,在凝结水泵入口滤网增加目数相对较大的临时滤网,防止系统内的杂质进入凝结水泵内,损坏凝结水泵石墨套。
第五,在进行冷态冲洗时,对凝结水质进行24h不间断化验。
根据现场实际情况冷态冲洗按照步骤一逐步进行,如图1所示。

图1 步骤一:凝结水不回收至凝结水箱
步骤一需在空冷岛凝结水集箱至凝结水箱处增加临时排污装置[3]。系统冲洗完的凝结水通过临时管道排出,可以有效避免系统内的杂质和其他物质进入凝结水箱,保护凝结水泵同时也不存在对给水系统及蒸汽系统的污染。
注意事项包括以下内容。第一,需在空冷岛凝结水集箱至凝结水箱排污管道增加水封装置,水封装置必须设置取样口和注水口。
第二,由于夜间环境温度较低,低负荷或系统不运行时注意临时排污装置上冻情况。
第三,冲洗时需大量除盐水,提前将除盐水箱保持高液位,并保证制水系统运行的稳定性。
第四,在系统运行时需人工取样,不间断进行目测杂质和化验铁离子含量。
第五,系统不断变工况运行。
第六,系统参数尽可能保持高参数运行,尽可能保持长时间冲洗。
5 总结
通过凝泵的故障反映出了系统存在的问题,光热机组频繁启停的规律也注定了氧化皮问题必将是一个伴随光热机组长期存在的一个研究课题,本文抛砖引玉,通过采取的一系列措施,尤其是对凝结水系统的冷态冲洗步序进行了认真的研究并予以实施,从现场水质化验来看,起到了一定的防治效果。相信随着光热项目的进一步开发,兄弟单位维护经验的进一步增长,氧化皮防治的措施必将更加科学、丰富和完善。
猜你喜欢
石油沥青(2023年4期)2023-09-21
中华建设(2019年12期)2019-12-31
电子制作(2017年19期)2017-02-02
电站辅机(2016年4期)2016-05-17
工业设计(2016年11期)2016-04-16
中国粮油学报(2016年5期)2016-01-23
化工进展(2015年3期)2015-11-11
小雪花·成长指南(2015年10期)2015-10-23
机电信息(2015年3期)2015-02-27
机械工程师(2015年10期)2015-02-02
