
铝合金车身覆盖件冲压模具的设计及生产维护关键技术
2024-05-13 09:20李珊珊崔江浩韩亚飞沈镭北京奔驰汽车有限公司
锻造与冲压 2024年8期
文/李珊珊,崔江浩,韩亚飞,沈镭·北京奔驰汽车有限公司
铝板因其密度小、比强度高等特点在汽车工业领域得到越来越多的应用。铝板在实际使用时常面临成形、生产碎屑、模具维修维护等诸多方面挑战。本文从材料特性、模具规划、批量生产、模具维修维护四个方面介绍铝板在实际应用时遇到的问题、产生原因,并提供有效的预防及整改方法。
在国家对能源、环保、安全严格要求的背景下,轻量化成为汽车工业发展的主流趋势。其中冲压件板材由铝板代替传统的钢板是其中主要内容之一。近些年新车型汽车车身中铝合金的应用越来越多,以蔚来ES8 为例,汽车车身铝合金占比高达98.4%。常见的铝合金车身零件包含机盖、翼子板、车门、顶盖、行李厢等品种。
因材料的特性差异,与钢板相比铝板具有密度小、比强度高的优点,同时也存在成形性差易开裂、回弹大、生产碎屑多等问题,如图1 所示。为保证铝板生产更加稳定高效,需要对生产的各个环节(模具设计、生产关注、模具维修维护)进行调查分析,并给出行之有效的预防及解决措施。

图1 铝板冲压常见的问题
常用车身覆盖件的铝板选材及材料特性
常用材料
汽车车身常用的铝板有5XXX 系铝镁合金和6XXX系铝硅镁合金(图2),二者均具有较高的强度及良好的成形性,适用于汽车制造要求。其中5XXX 系铝板具有良好的抗腐蚀性常用于汽车内板件,6XXX 系铝板综合性能优良、表面质量好同时具备热处理强化能力,因而在外覆盖件中经常使用。5XXX 系铝板与6XXX 系铝板性能差异见表1。
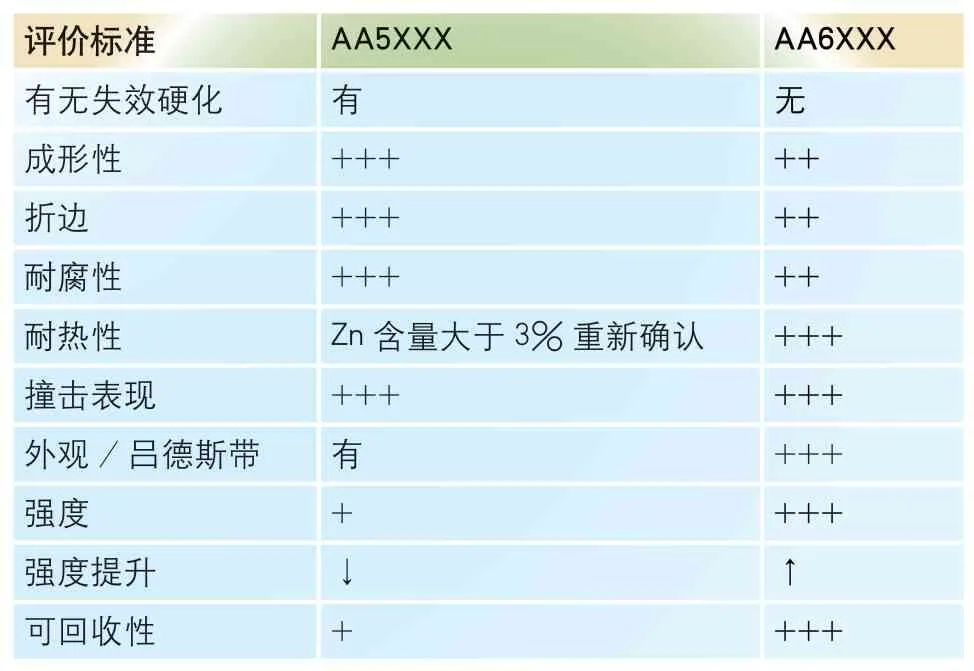
表1 5XXX 系铝板与6XXX 系铝板性能差异
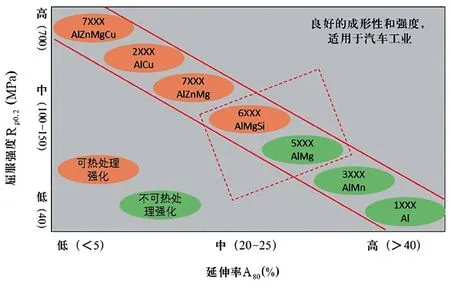
图2 铝板材料的分级
钢板与铝板性能差异
铝板弹性模量是钢板的1/3,断裂延伸率及塑性应变比均低于钢板,以CR5 材料和Al6 材料对比为例,力学性能对比数据见表2,材料性能拉伸应力应变曲线如图3 所示。

表2 CR5 材料和Al6 材料的力学性能数据
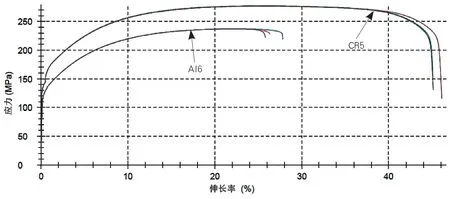
图3 CR5 和Al6 材料的拉伸应力应变曲线
模具设计关键技术
冲压模具规划阶段需要根据铝板板材性能特点,充分考虑尺寸回弹及成形失稳情况,在兼顾产品工艺需求、生产效率以及零件质量的前提下,需要对零件拉延成形及模具刃口设计提出更高的要求。
拉延成形
因为铝板具有延展率低,屈强比高以及塑性应变比小等特点,成形过程中易发生起皱开裂等情况,模具设计时需注意以下6 点:
⑴拉延深度尽量做浅,提高成形稳定性。拔模角度在保证材料利用率的前提下尽量做大。
⑵工艺补充区尽量平缓,成形深度均匀过渡,避免急剧变化。
⑶翻整展开区平缓,减少二次成形区的减薄率为后序翻整留够安全空间。
⑷分模线平缓过渡,避免材料在过渡区堆积起皱,如图4 所示。
图4 分模线平缓过渡
⑸成形圆角包括凹模直段、凹模过渡段、凸模、凹模、拉延凹筋R 角在内的角都要做到最大。
⑹考虑凸凹模缩放,避免因回弹问题造成后工序符型干涉,如图5 所示。
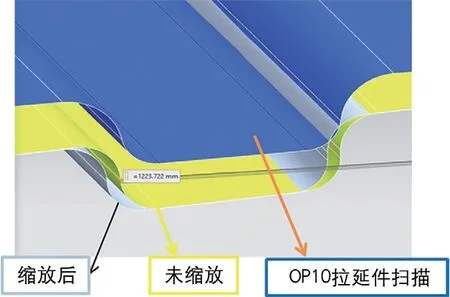
图5 拉延模凸凹模缩放
模具刃口设计
通常情况下铝板的弹性模量约为钢板的1/3,造成铝板切边时更易产生碎屑,从而引起板料表面硌伤等问题。在模具刃口设计时,需注意以下5 点:
⑴切边角度越小越好,保证良好的切边条件。
⑵切边圆角小R 处理,防止刃口划伤板料,且刃入量尽量做小,从而减少碎屑产生概率。
⑶侧修边区域可采取拉延筋断开方式(图6),拉延筋尽量平缓过渡,保证良好的切边角度。
⑷废料分布优选二次切断,可尽量减少废料刀使用。
⑸后工序型面加工建议预留回弹量,减少零件不符型情况。
生产过程的关键技术
在模具规划已充分考虑和优化的前提下,铝板模具生产面临自动化生产、生产周期、生产数量等多方面挑战。在此阶段,需要制定稳定可靠的在线及线下措施,进一步降低铝板零件批量生产中的系统风险。
板料分张及板料回带
与普通钢板相比,铝板具有质量轻、无磁性的特点。自动化生产时,防锈油将上下叠放的板料牢牢吸附在一起,线首设备只能通过增加向堆垛边缘吹气的方式将其分离,生产故障率高。经验证,在保证零件面品质量及成形性的前提下,在板料非关键区增加压窝形状可有效的解决板料分张问题,如图7 所示。

图7 板料压窝
铝板零件密度低、板料轻,压机滑块上行时,拉延零件易受气压的影响发生板料回带问题。在实际生产时通常采用3 点措施解决板料回带:⑴在保证零件面品的前提下,模具非关键区域增加排气孔,排气孔直径尽量做大(图8);⑵模具压边圈四周增加气动夹手,压机上行时牢牢抓住零件,防止回带;⑶模具型腔适当增加工艺孔,保证气体流动顺畅。
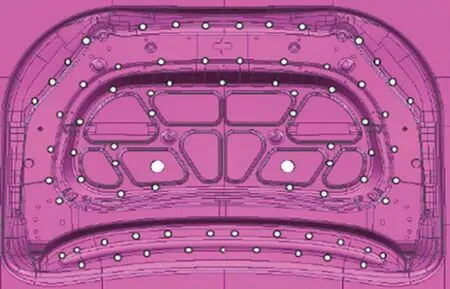
图8 模具排气孔
生产中的开裂预防
生产过程中零件与模具之间摩擦积热,增加了铝板零件开裂的风险。对于单次批量较大的生产方式(单批次大于1500 件),在实际生产时可采取为模具部件降温的措施(图9),降低开裂风险。某车型翼子板改造后,零件开裂统计结果见图10,开裂大幅降低。
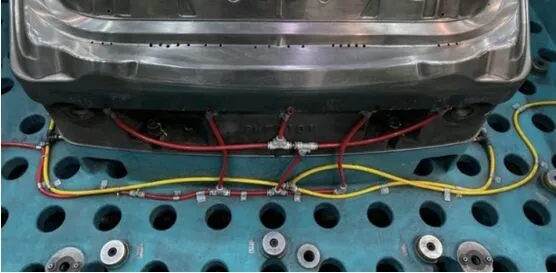
图9 模具冷却装置
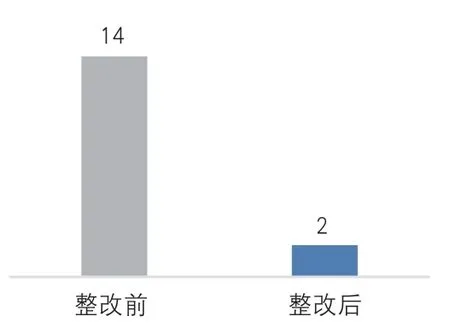
图10 零件开裂统计(次/年)
铝板生产中FTC 的治理
铝板零件在批量化生产时,因其碎屑小且轻的原因,更易受传输风压的影响到处乱飞,频繁造成零件硌伤,特别是针对一些切边形状较为复杂的铝板零件,系统生产效率和一次下线合格率将受到较大制约。为此可采用自动化清洁装置(图11),在不影响效率的情况下,根据设计频次,模具定时自清理生产碎屑,从而大大降低零件铬伤,减少了零件返修率(图12)。
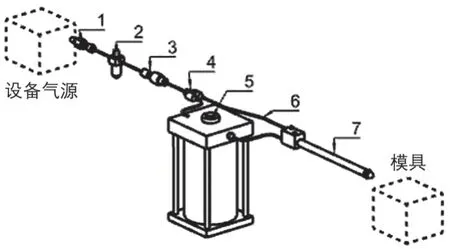
图11 模具自动清洁装置
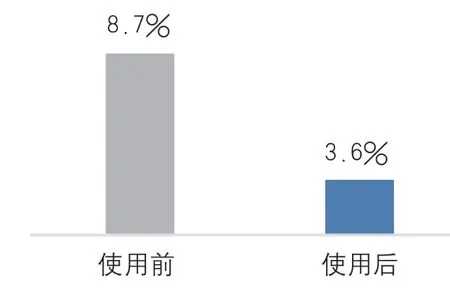
图12 零件返修率
模具维修与维护关键技术
模具日常维修维护阶段,合理规范的维修方式及科学精准的维护方案可以减少问题发生的频率,保证零件质量,使铝板冲压生产更加高效稳定。
钢板模具与铝板模具维护的差异
跟钢板相比,铝板材质软、面品质量更易受异物铬伤影响,所以铝板模具维护频率明显高于钢板模具。以拉延模具为例,铝板模具点检频率为13000 件1 次,钢板模具点检频率为18000 件1 次。
不同工序模具维护的差异
铝板零件工序主要内容一般分为拉延、切边(冲孔)、翻整三项,其中拉延模具主要受生产线异物影响,切边模具容易产生铝屑,发生碎屑堆积现象,翻整模具主要受前工序切边碎屑影响。所以拉延模具维护时主要关注异物的来源及种类,切边模具维护时关注切边刃口状态,尤其是形状不规则的刃口(容易导致模具间隙不均匀),维护频率为5000 件1 次,翻整模具多受前工序料屑影响,料屑分布广且不均匀,模具维护时需做到全面无死角清洁,维护频率为5000 件1 次。
DLC 镶块刃口维护
后工序模具刃口DLC 处理可以在保证镶块刃口硬度的同时得到很低的表面粗糙度,碎屑松散的吸附在刃口上,避免碎屑与刃口粘连,既保证了零件质量又减小了工人的维护难度,在铝板模具的生产中得到很好的应用。日常维护时需注意上模刃口处需喷涂清洁油,清除刃口表面碎屑,下模刃口处需涂抹黄油保证生产过程中的碎屑不飞离。
结束语
随着新能源汽车的发展,汽车轻量化要求不断推进,铝合金板材因其自身优势必将得到越来越多的应用。虽然目前铝合金板材在使用过程中仍存在许多问题,无论是模具规划前期还是批量生产阶段仍面临诸多挑战。但经验在积累,科技在创新,相信在专业人士的不断努力下,铝合金板材生产问题会逐一解决,铝板模具生产会更加稳定、高效。
猜你喜欢
一重技术(2021年5期)2022-01-18
金刚石与磨料磨具工程(2021年5期)2021-11-06
模具技术(2021年5期)2021-10-13
制造技术与机床(2019年6期)2019-06-25
智能城市(2018年7期)2018-07-10
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年2期)2017-05-04
山东工业技术(2016年15期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
现代工业经济和信息化(2016年8期)2016-05-17
